Jenis Proses Moulding – Tinjauan Lengkap [dengan Gambar]
Pada artikel ini kita akan membahas tentang Proses Moulding, jenis-jenis proses moulding yang diklasifikasikan berdasarkan berbagai istilah seperti dry sand moulding, Green Sand moulding, Bench moulding dll.
Proses pencetakan umum digunakan dapat diklasifikasikan menurut bentuk yang berbeda. Mereka secara luas dapat diklasifikasikan sebagai :
Cetakan tangan , dan
Pencetakan mesin .
Dalam potongan dan, cetakan pasir praktik pengecoran produksi kecil dibuat dengan tangan; mesin cetak digunakan dalam lot besar dan produksi massal.
Jenis Proses Pencetakan
Proses pencetakan sering diklasifikasikan menurut :
Proses Pencetakan Berdasarkan Pasir yang Digunakan
1. Cetakan Pasir Hijau
Pencetakan pasir hijau adalah metode pembuatan cetakan yang serbaguna, cepat, dan berbiaya rendah untuk coran besi dan non-besi berkualitas tinggi. Pasir hijau terdiri dari pasir silika, air, bentonit, dan bahan tambahan lainnya, seperti debu batu bara untuk aplikasi besi.
Cetakan pasir hijau dibuat dengan pasir cetakan alami atau dengan campuran pasir silika, lempung pengikat, dan air. Bahan-bahan ini dicampur secara menyeluruh dalam proporsi yang akan memberikan sifat yang diinginkan untuk kelas pekerjaan yang dilakukan.
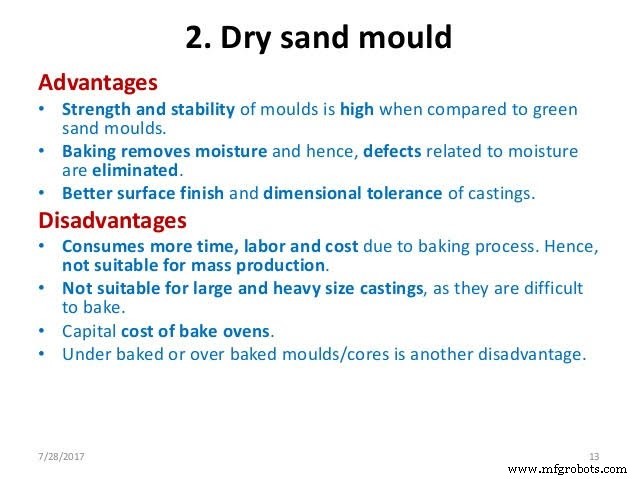
2. Cetakan Pasir Kering
Proses pencetakan yang terlibat dalam pembuatan cetakan pasir kering mirip dengan yang digunakan dalam pencetakan pasir hijau kecuali bahwa campuran pasir yang berbeda digunakan dan semua bagian cetakan dikeringkan dalam oven sebelum dipasang kembali untuk pengecoran.
Cetakan pasir hijau tergantung pada kelembaban dan pengikat tanah liat alami di pasir untuk mempertahankan bentuknya. Tetapi pasir yang digunakan untuk cetakan pasir kering tergantung pada bahan pengikat tambahan seperti tepung, resin, tetes tebu, atau tanah liat. Bahan-bahan tersebut dicampur secara menyeluruh dan ditempa dengan air tanah liat yang tipis. Jumlah pengikat ditentukan oleh ukuran casting sedang dibuat.
3. Cetakan kering kulit
Proses Skin Dry Moulding adalah proses pengeringan kelembaban dari lapisan permukaan pasir hingga kedalaman sekitar 25 mm atau lebih dengan menggunakan obor gas atau pemanas. Ini memiliki keuntungan dari pasir hijau dan cetakan pasir kering sampai batas tertentu. Karena waktu yang dibutuhkan untuk pengeringan lebih sedikit daripada pasir kering, metode ini lebih murah. Pengeringan kulit secara khusus disesuaikan dengan cetakan yang sangat besar, atau untuk pekerjaan yang membutuhkan detail yang akurat.
4. Cetakan Lempung
Lempung adalah tanah liat dan pasir yang dicampur dengan air untuk membentuk campuran plastik tipis dari mana cetakan dibuat. Pasir lempung juga mengandung lempung api atau ganister. Lempung harus cukup perekat sehingga dapat menempel pada permukaan vertikal. Cetakan lempung selalu memerlukan ketentuan khusus untuk mengamankan ventilasi yang memadai. Tujuannya adalah untuk membuka pori-pori dalam massa yang padat dan erat, dengan cara buatan. Jadi berbagai macam bahan organik seperti jerami cincang, dan khususnya kotoran kuda , bercampur dengan pasir. Campuran pasir lempung yang khas diberikan di bawah ini:
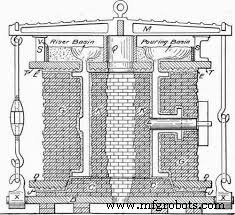
Ini diterapkan sebagai plester pada struktur kasar cetakan yang biasanya terbuat dari batu bata dan bentuk yang tepat diberikan oleh sapuan berputar di sekitar poros tengah seperti yang ditunjukkan pada gambar. Pelat dan batang besi cor digunakan untuk memperkuat tembok yang menahan bahan cetakan. Cetakan lempung juga dapat dibuat dengan menggunakan pola kerangka yang terbuat dari kayu. Permukaan lempung dihitamkan dan dikeringkan sebelum dirakit.
Cetakan lempung digunakan terutama dalam pembuatan coran besar yang akan terlalu mahal untuk menggunakan pola penuh dan peralatan labu biasa. Benda-benda seperti silinder besar, ketel dasar bundar, panci kimia, roda gigi besar, dan bagian mesin lainnya diproduksi dalam cetakan lempung.
Jenis Proses Pencetakan Berdasarkan Metode yang Digunakan
1. Pencetakan Bangku dan Lantai
Pencetakan bangku berlaku terutama untuk cetakan yang cukup kecil untuk dibuat di meja kerja dengan ketinggian yang sesuai dengan pembuat cetakan.
Coran yang sangat berat atau coran dengan kedalaman atau area yang cukup besar dapat dicetak di pasir lantai pengecoran dengan cara yang sama seperti pencetakan pasir hijau atau pasir kering. Dalam kasus seperti itu, lantai itu sendiri bertindak sebagai hambatan, dan ini dapat ditutup dengan penutup atau cetakan dapat dibuka.
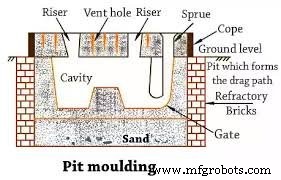
2. Cetakan Lubang
Pencetakan LubangProses :Cetakan pekerjaan besar biasanya disiapkan di lubang galian di lantai pengecoran yang memudahkan dalam mengangkat pola dan casting cetakan dengan mudah. Karena lubang yang berfungsi sebagai drag tidak dapat digulingkan, pasir di bawah pola dapat ditabrak oleh bedding-in. Polanya mungkin ditangguhkan di lokasi yang benar saat pasir ditabrak di bawahnya. Dalam kasus lain, jika permukaan bawah suatu pola datar, pola tersebut dapat ditempatkan pada permukaan datar yang ditabrak untuk itu.
Tempat tidur coke diletakkan di dasar lubang, ditutupi dengan jerami dan kemudian lapisan pasir, yang ditabrak dan diratakan. Tempat tidur kokas dihubungkan dengan atmosfer oleh pipa ventilasi vertikal di sudut lubang untuk menyediakan saluran keluar untuk gas yang dihasilkan. Jika lantai sedikit lembab, permukaan bagian dalam lubang dilapisi dengan kertas tar, batu bata, atau papan kayu. Umumnya, satu kotak diperlukan untuk menyelesaikan proses pencetakan. Pelari, baskom tuang, pengumpan, dipotong di dalamnya.
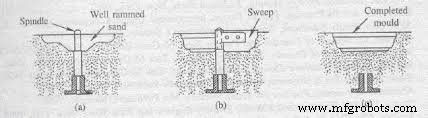
3. Sapu Cetakan
Menyapu cetakan digunakan untuk mencetak bagian-bagian yang bentuknya seperti permukaan putaran. Dalam proses pendahuluan, basis 1 dan spindel 2 ditempatkan dengan baik di lantai pengecoran. Pasir ditimbun dan dipadatkan sampai bentuk galian kira-kira sesuai dengan bentuk dan ukuran coran yang dibutuhkan. Hal ini diilustrasikan pada Gambar a.
Sebuah pemegang sapuan 5 kemudian ditempatkan di tanah spindel yang penyapu 6 dipasang dengan baut dan mur. Permukaan cetakan dihasilkan oleh profil sapuan saat diputar di sekitar poros seperti yang ditunjukkan pada Gambar (b). Setelah menyapu, spindel dilepas dan cetakan ditambal di bagian tengah. Gerbang kemudian dipotong dan cetakan siap untuk dituang. Ini ditunjukkan pada Gambar. (c).
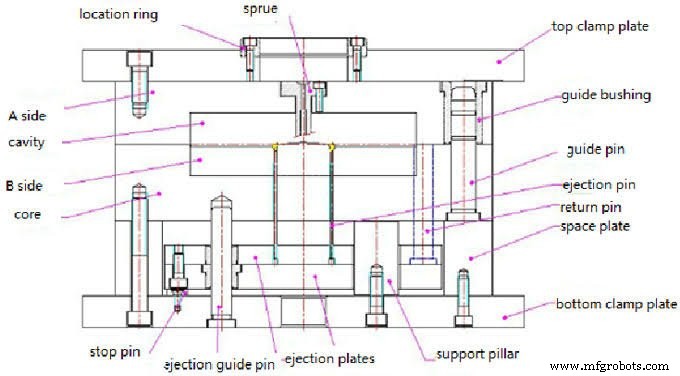
4. Cetakan Piring
Pencetakan PiringProses :Dalam proses perpisahan yang dipasang ini, polanya dibagi menjadi setengah melintasi perpisahan dan menjadi dua pada pelat dengan sisi sejajar dengan bentuk yang sama seperti gambar. Penggunaan pelat memberikan keuntungan berikut ini::
Pola dapat ditangani dengan mudah dan dengan cepat.
Tugas membuat sambungan antara dua bagian cetakan menjadi lega karena pelat menyediakan sambungannya sendiri saat labu ditabrak.
Pola dapat digambar dengan cepat , karena pelat tumpang tindih dengan sisi kotak dan pin yang menahannya pada posisinya bertindak sebagai pemandu selama operasi menggambar.
Beberapa Proses Pencetakan Khusus
Dalam beberapa tahun terakhir, proses pencetakan khusus telah dikembangkan untuk menghemat waktu dan biaya, untuk menghasilkan cetakan dan inti berkualitas lebih baik, dan untuk meningkatkan produktivitas dengan sedikit usaha dan keterampilan. Umumnya, proses ini dalam semua kasus tidak memerlukan pengeringan atau pemanggangan cetakan atau inti, dan tindakan pengerasan cepat terjadi karena reaksi kimia di dalamnya. Penggunaan proses pencetakan khusus berikut telah meningkat pesat dalam beberapa tahun terakhir.
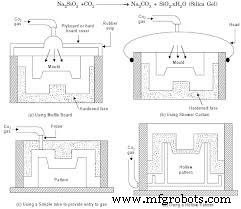
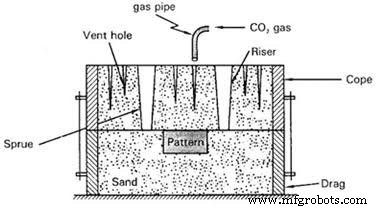
1. Cetakan Karbon Dioksida
Pencetakan Karbon DioksidaProses : Prosesnya pada dasarnya adalah proses pengerasan untuk cetakan dan inti. prinsip kerja proses CO2 didasarkan pada fakta bahwa jika gas CO2dilewaticampuran pasir mengandung natrium silikat (gelas air), pasir segera menjadi sangat kuat terikat sebagai natrium silikat menjadi gel kaku. Gel ini bertanggung jawab untuk memberikan kekuatan yang diperlukan pada cetakan.
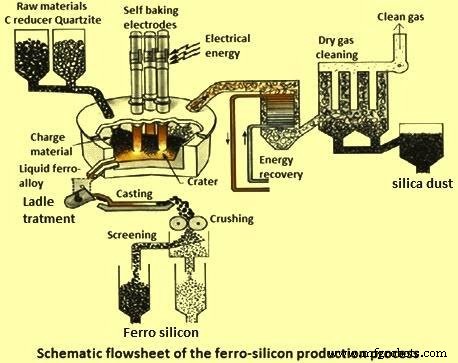
2. Cetakan Ferro-silikon
Cetakan Ferro-silikon :Proses pencetakan ini didasarkan pada prinsip bahwa jika natrium silikat dan ferro-silikon bubuk adalah campuran dalam rasio 2,25 :1 berat, aksi pembusaan terjadi dan suhu naik oleh reaksi eksotermik di antara mereka. Pada suhu kamar, reaksi ini berlangsung lambat tetapi begitu suhu dinaikkan, reaksi menjadi lebih cepat. Akhirnya, pasir silika membentuk massa spons yang keras. Tidak diperlukan pemanggangan cetakan atau inti seperti pada proses CO2.
Biasanya, untuk pengecoran besi bersih, pasir kering berukuran 65 mesh , sedangkan untuk pengecoran nonferrous , pasir 100 mesh cocok. Cetakan harus dilapisi dengan pencuci yang sesuai sebelum ditutup.
3. Cetakan Dikalsium Silikat
Cetakan Dikalsium Silikat :Proses pencetakan ini didasarkan pada prinsip bahwa jika sekitar 2-3 persen dikalsium silikat , yang dikenal sebagai bahan pengeras yang sangat efektif, dan 5 persen natrium silikat adalah campuran dengan pasir bersama dengan bahan kimia berbusa yang sesuai, kemampuan aliran massa pasir meningkat. Akibatnya, campuran pasir dapat dengan mudah mengalir di cetakan, dan tidak perlu menabrak seperti yang dipersyaratkan dalam proses pencetakan konvensional. Akhirnya, pasir membentuk massa keras yang memiliki kemampuan keruntuhan yang cukup
Keuntungan utama dari proses pencetakan ini adalah penghematan input tenaga kerja yang hebat dan peralatan cetakan karena tidak diperlukan pengeringan atau backing. Di sisi lain, coran bebas cacat berkualitas tinggi diproduksi. Ini menemukan aplikasi yang luas dalam coran sedang dan berat, baik dalam coran besi abu-abu dan baja.
4. Cetakan Semen-Pasir
Pencetakan Pasir-Semen :Semen portland dapat digunakan sebagai bahan pengikat untuk mengikat butiran pasir menjadi satu. Ditemukan bahwa kombinasi yang baik dari kekuatan, permeabilitas, dan kemampuan mengalir dicapai dengan menggunakan semen bersama dengan natrium silikat. Bubur semen yang dapat mengalir juga dapat diproduksi menggunakan bahan kimia berbusa dalam campuran pasir. Dengan demikian, serudukan pasir sangat berkurang. Namun, ikatan yang baik dapat dikembangkan di pasir dengan penambahan sekitar 2 persen 2 semen, 4-5 persen natrium silikat, dan 1 persen pitch atau tetes tebu.
Cetakan ini menghasilkan permukaan yang halus dan akurat, tetapi kelemahan utama dari cetakan pasir berikat semen adalah sulit untuk dikeluarkan dari labu.
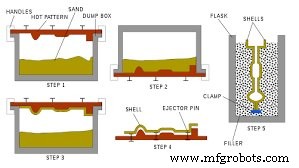
5. Cetakan Kulit
Pencetakan Cangkang :Sesuai dengan nama penemunya, shell moulding juga dikenal sebagai Proses Croning atau proses-C . Ini adalah varian dari teknik pasir terikat resin untuk pengecoran baja, besi atau paduan nonferrous.
Cetakan dibentuk dari campuran pasir halus (100-150 mesh) dan pengikat resin termoset yang ditempatkan pada pola logam yang dipanaskan, lebih disukai terbuat dari besi tuang kelabu. Ketika campuran dipanaskan dengan cara ini, resin mengering, menyebabkan butiran pasir saling menempel membentuk cangkang kokoh yang sesuai dengan dimensi dan bentuk pola dan merupakan setengah dari cetakan.
Setelah cangkang telah diawetkan dan dilepaskan dari pola, inti apa pun yang diperlukan diatur, kedua bagian cetakan diamankan bersama, ditempatkan dalam labu dan bahan cadangan ditambahkan; kemudian cetakan siap untuk dituang.
6. Cetakan Kotak Panas dan Dingin
Proses hot-box , yang secara khusus diadaptasi dalam pembuatan inti, pada dasarnya menggunakan bahan yang sama seperti yang digunakan dalam pencetakan cangkang, tetapi di sini resin digunakan untuk melapisi butiran pasir. Campuran resin-pasir kemudian ditiup di atas pola logam atau kotak inti yang dipanaskan hingga sekitar 200 ° hingga 300 °C dan dibiarkan membentuk massa padat alih-alih memungkinkan pembentukan cangkang.
Mesin hot-box khusus sekarang tersedia di mana campuran pasir ditiup di atas pola yang dipanaskan, pasir yang ditiup diawetkan, dan cetakan atau inti kemudian dikeluarkan dari pola atau kotak inti.
Keakuratan dimensi yang lebih besar dan tingkat produksi yang lebih tinggi daripada dalam kasus cetakan cangkang tercapai. Ini adalah proses pencetakan dan pembuatan inti yang pada dasarnya untuk produksi mekanis dari pengecoran kecil yang diperlukan dalam jumlah besar.
proses cold-box terdiri dari pencampuran halus pasir kering baik resin poliisosianatpengikat dan resin fenolik alkid , meniup campuran ke dalam kotak inti tertutup dan menyuntikkan uap katalis trietilamina di udara melalui kotak inti. Gugus hidroksil dari resin fenolik cair bergabung dengan gugus isosianat untuk membentuk resin uretana yang kaku. Kedua komponen pengikat biasanya digunakan dalam perbandingan 1:1 dengan dari 1 sampai 2 persen berat campuran resin ditambahkan ke pasir. sebuah
Proses ini memiliki keuntungan bahwa tidak diperlukan pemanasan pola, dan proses curing hanya berlangsung dalam 20-30 detik. Jadi ini adalah proses pembuatan inti produksi yang sederhana dan tinggi, dan sangat cocok untuk coran berukuran kecil yang dibutuhkan dalam jumlah besar.
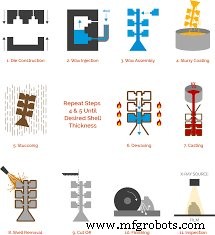
7. Investasikan Pencetakan
Investasi Cetakan :Proses pembuatan casting ini sering disebut dengan “proses lilin yang hilang ” dan “proses pengecoran presisi ”. Pengecoran dapat dilakukan dengan toleransi yang sangat dekat dalam proses ini dan tidak memerlukan pemesinan berikutnya.
Ini terutama terdiri dari dua tahap yang ditunjukkan pada gambar. Pertama, pola utama terbuat dari kayu atau logam di mana cetakan dibentuk. Ini tidak terdiri dari pasir cetakan tetapi dari gelatin atau paduan dengan titik leleh rendah yang dituangkan di atas pola induk. Cetakan master ini terdiri dari dua bagian biasa dan dapat dibuka. Ini digunakan untuk membuat “pola yang hilang “.
8. Cetakan Plester
Pencetakan Plester :Dalam metode ini, cetakan disiapkan dalam gipsum atau plester paris. Dalam prakteknya, plester paris dicampur dengan bedak, asbes, serat, tepung silika, dan sejumlah air untuk membentuk bubur. Bubur plester ini dituangkan di atas pola logam yang dikurung dalam labu.
Cetakan digetarkan dan bubur dibiarkan mengeras. Pola dihilangkan setelah sekitar 30 menit ketika pengaturan selesai dan cetakan dikeringkan dan disokong dengan memanaskannya secara perlahan hingga sekitar 200 °C dalam oven konveyor. Sisipan dan inti ditempatkan, mengatasi dan menyeret dicocokkan dengan pin pemandu. Logam cair kemudian dituangkan ke dalam cetakan. Akhirnya, coran didinginkan dalam cetakan, dikocok dan cetakan dihancurkan. Casting kemudian dipangkas dari gate, sprue, dan flash.
9. Cetakan Keramik
Dalam cetakan keramik proses, bubur kental, yang terdiri dari agregat keramik yang dikembangkan secara khusus dan pengikat kimia cair (silikon ester berbasis alkohol) dihaluskan di atas pola logam yang dapat digunakan kembali dan tertutup yang biasanya dipasang pada pelat korek api. Bubur mengisi semua rongga dan ceruk dengan sendirinya dan tidak diperlukan serudukan atau getaran cetakan. Pola ditarik setelah terbentuk sekitar 3 hingga 5 menit. Massa keramik kemudian dikeluarkan dari labu, diolah dengan pengeras untuk meningkatkan stabilisasi kimia dan dipanaskan hingga sekitar 980 °C dalam tungku untuk menghilangkan pengikat cair. Cetakan kemudian siap untuk menuangkan logam cair.
10. Cetakan Hisap
Cetakan HisapProses : Dalam metode ini, vakum dibuat dengan menarik udara dari ruang cetakan. Selanjutnya pasir cetakan disedot, dan rongga diisi. Pasir selanjutnya dapat ditabrak dalam pola. Proses ini digunakan untuk pengecoran besi, baja dan aluminium.
Kami mencoba untuk mencakup semua poin penting yang berkaitan dengan Proses Moulding dan jenis serta klasifikasinya. Semoga Anda menikmati artikel ini. Silakan berikan tanggapan Anda di komentar di bawah.