White Paper:Memahami Kekuatan dalam Gerinda Creepfeed untuk Mengurangi Biaya dan Meningkatkan Konsistensi
Salah satu manfaat utama penggilingan creepfeed adalah kombinasi penghilangan material yang cepat dengan kemampuan untuk menghasilkan permukaan tanah yang presisi pada material yang sulit digiling. Biasanya, penggilingan creepfeed menghasilkan ketebalan chip yang tidak terdeformasi relatif terhadap penggilingan permukaan, sehingga meningkatkan penyelesaian permukaan pada benda kerja dan mengurangi keausan roda. Namun, keuntungan ini datang dengan beberapa kelemahan. Aplikasi penggilingan creepfeed cenderung menarik lebih banyak daya dan memiliki gaya yang lebih tinggi. Oleh karena itu, diperlukan spindel daya yang lebih tinggi serta mesin dan perlengkapan yang direkayasa lebih kokoh daripada aplikasi penggerindaan permukaan tradisional.
Saat mengembangkan aplikasi penggilingan creepfeed baru, memperhitungkan gaya penggilingan dapat bermanfaat untuk memastikan desain perlengkapan yang memadai, tekanan penjepitan, dan dukungan suku cadang. Mereka juga mempengaruhi spesifikasi roda dan kondisi proses. Artikel ini akan menyoroti beberapa gaya dasar yang dapat dihitung dalam penggilingan creepfeed, dan akan diakhiri dengan contoh aplikasi.
Kekuatan dalam Gerinda Creepfeed
Pertimbangkan penggilingan creepfeed 2D sederhana seperti yang ditunjukkan pada Gambar 1 . Dalam aplikasi ini, ada dua gaya utama yang bekerja pada roda – gaya tangensial dan gaya normal. Gaya normal (fn) adalah gaya yang diterapkan tegak lurus terhadap bidang kontak antara roda dan benda kerja, dan gaya tangensial (ft) adalah gaya yang diterapkan sejajar dengan bidang kontak antara roda dan benda kerja. Besar dan arah gaya gerinda mendorong persyaratan desain untuk pemasangan, penjepitan benda kerja, dan kekakuan sistem. Arah gaya ini merupakan pertimbangan yang sangat penting untuk proses di mana titik singgung antara roda dan benda kerja mungkin berubah selama proses penggilingan, yang mengakibatkan perubahan arah gaya penggilingan, misalnya dalam operasi penggilingan 5 sumbu.
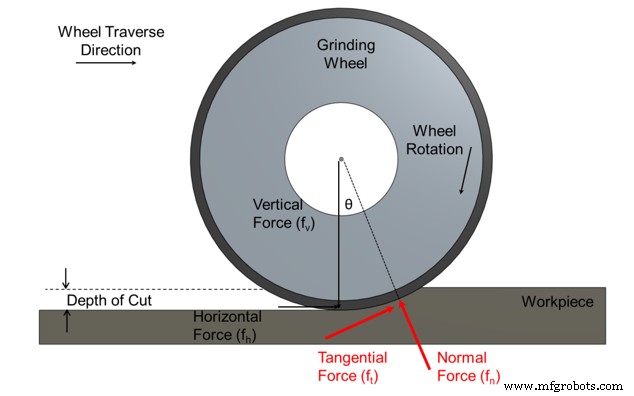
Gaya tangensial adalah gaya yang diperlukan untuk mempertahankan kecepatan roda saat bekerja dengan benda kerja di bawah gaya gesek dan gaya potong yang diberikan. Ini adalah jumlah dari gaya potong abrasif (yaitu gaya yang dibutuhkan untuk menghilangkan material) dan gaya gesek antara butiran, swarf dan material ikatan roda. Gaya tangensial dipengaruhi oleh pelumasan cairan pendingin, ketajaman roda gerinda, kerapatan butir abrasif, sifat material benda kerja, dan profil roda.
Dimungkinkan untuk menghitung gaya tangensial (Ft ) bekerja pada roda dalam penggilingan creepfeed dalam dua cara. Yang pertama langsung dari daya spindel gerinda dan kecepatan roda seperti yang ditunjukkan:

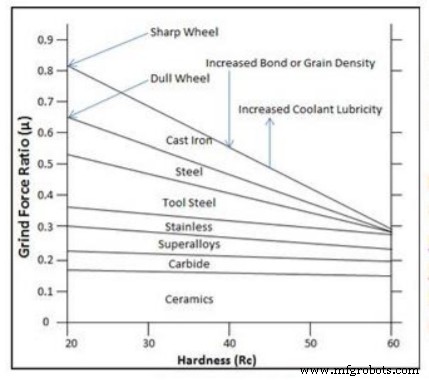
Dimana daya dalam Hp, Ft ada di lbf , Vs adalah kecepatan roda (dalam sfpm) dan 33000 (lb*ft/min/hp) adalah faktor konversi. Pada titik kontak, gaya normal dan tangensial pada roda sama besar dan berlawanan dengan gaya yang bekerja pada benda kerja, sehingga persamaan ini juga dapat digunakan untuk menghitung gaya pada benda kerja. Setelah gaya tangensial diketahui, gaya normal dapat diperkirakan dengan rasio koefisien gesekan gerinda. Bagan di Gambar 2 menunjukkan koefisien gesekan gesekan sebagai fungsi kekerasan untuk beberapa bahan. Mayoritas superalloy dan baja berkekuatan tinggi memiliki koefisien gesekan gerinda antara 0,25 dan 0,40.
Sekali dan Ft diketahui, gaya normal dapat diperkirakan melalui persamaan: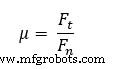
Metode kedua untuk mengukur gaya tangensial adalah dengan menggunakan dinamometer dan mengukur gaya vertikal dan horizontal selama penggilingan. Kemudian, mengetahui sudut vektor gaya normal (θ - lihat Gambar 1 ), gaya normal dan tangensial dapat dihitung dari persamaan berikut:
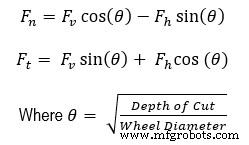
Penting untuk dicatat bahwa gaya normal dan tangensial pada penggilingan creepfeed tidak sama dengan gaya vertikal dan horizontal. Meskipun hal ini dapat berguna dalam lingkungan jenis laboratorium, sering kali tidak praktis dalam penggilingan produksi dan karenanya metode alternatif untuk menghitung fn dan ft kemungkinan akan lebih sering digunakan.
Mengukur Daya
Untuk menghitung Ft . secara akurat , kekuatan spindel gerinda harus diketahui. Sangat disarankan agar monitor daya digunakan dan dihubungkan langsung ke sistem penggerak spindel. Melakukannya akan memastikan daya gerinda tidak dipengaruhi oleh sumber eksternal seperti pompa pendingin atau gerakan sumbu mesin lainnya. Norton menggunakan beberapa sistem pemantauan daya canggih yang dikombinasikan dengan perangkat lunak LabVIEW yang disesuaikan untuk memantau daya spindel secara real time selama penggilingan. Contoh sistem ditunjukkan pada Gambar 3 .
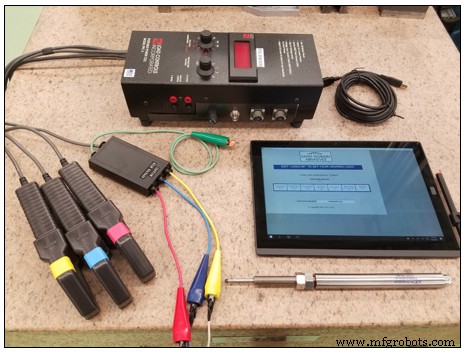
Sistem ini memanfaatkan input arus dan tegangan dari penggerak spindel untuk menghitung dan memplot daya gerinda secara real time. Dari grafik ini, daya gerinda idle, puncak, dan rata-rata bersama dengan waktu proses semuanya dapat diukur dan digunakan untuk menentukan gaya tangensial dan normal, serta informasi seperti energi pemotongan dan penggerindaan spesifik dari proses. Nilai-nilai ini dapat digunakan untuk lebih memahami perilaku proses yang bergantung pada waktu dan menyoroti interaksi mikroskopis yang dominan dalam aplikasi penggilingan.
Untuk melanjutkan membaca buku putih ini secara keseluruhan, unduh PDF di sini.


