Apakah Anda benar-benar tahu apa itu EDM?
Mungkin Anda terpapar EDM setiap hari dalam produksi, tetapi apakah Anda tahu banyak tentang EDM?
Pertama-tama, apakah Anda tahu bagaimana teknologi EDM muncul? Pada tahun 1943, ketika Lazarenko dan istrinya, akademisi dari Akademi Ilmu Pengetahuan Uni Soviet, mempelajari fenomena dan penyebab kerusakan korosi pelepasan percikan pada kontak sakelar, mereka menemukan bahwa suhu tinggi percikan listrik dapat melelehkan dan menguapkan logam lokal. dan mengikisnya.
Orang-orang juga menggunakan Layanan EDM Kabel melalui metode untuk menyelesaikan proses pengolahan produk secara efisien dan cepat di bidang produk industri dan manufaktur suku cadang.
Jadi, apa prinsip EDM? Mari kita lanjutkan membaca untuk memahami prinsip pemesinan listrik dan proses mekanisme mikroskopisnya.
Metode pemrosesan seperti apa yang bisa disebut EDM?
EDM adalah metode pemrosesan yang melelehkan dan mengikis material melalui suhu tinggi (suhu sesaat hingga 10000°C) yang dihasilkan dalam proses pelepasan pulsa mikroskopis.
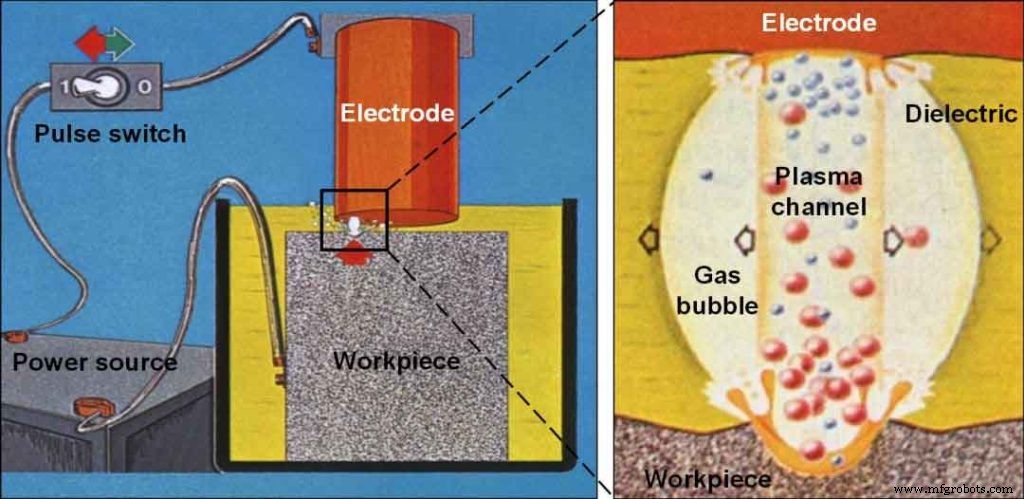
Proses mikroskopis pelepasan pulsa
EDM adalah proses pelepasan logam secara terus menerus melalui pelepasan muatan listrik. Meskipun waktu pelepasan pulsa singkat, ini adalah proses yang kompleks karena aksi gabungan elektromagnetisme, termodinamika, dan mekanika fluida. Singkatnya, proses pelepasan pulsa dapat dibagi menjadi beberapa tahap berikut:
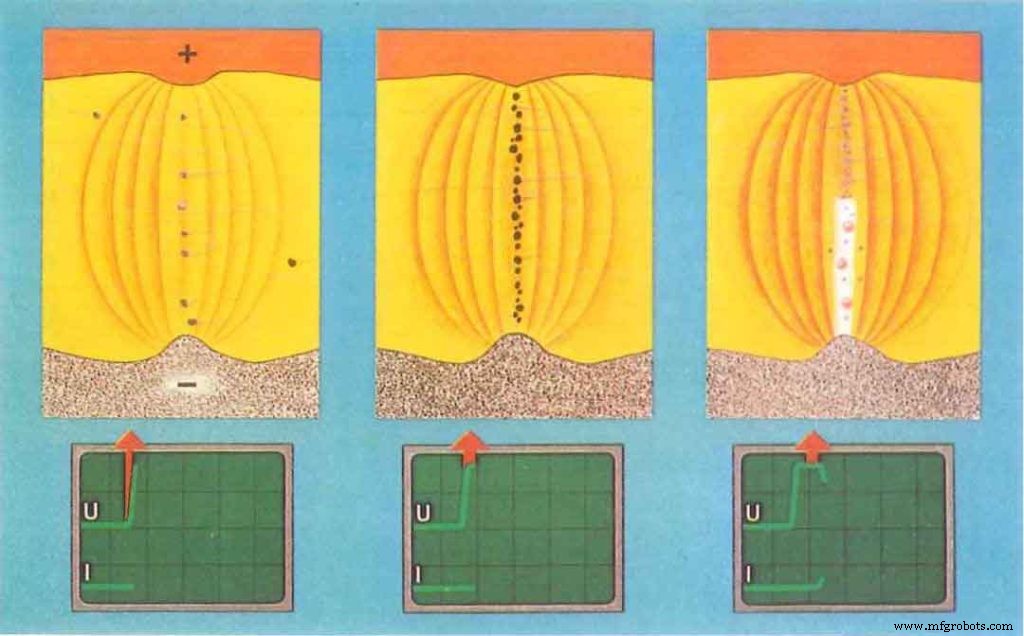
Ionisasi, Pemecahan, dan Pembentukan Saluran Pelepasan Dielektrik Interpolar
Ketika tegangan berdenyut diterapkan antara elektroda pahat dan benda kerja, medan listrik segera terbentuk di antara kedua elektroda. Kuat medan listrik berbanding lurus dengan tegangan dan berbanding terbalik dengan jarak. Dengan bertambahnya tegangan antar elektroda atau berkurangnya jarak antar elektroda maka kuat medan listrik antar elektroda juga akan meningkat.
Karena permukaan mikroskopis elektroda alat dan benda kerja tidak rata, dan jarak antar elektroda sangat kecil, kuat medan listrik antar elektroda sangat tidak merata, dan kuat medan listrik pada titik atau ujung yang menonjol yang paling dekat dengan dua elektroda umumnya yang terbesar. Ketika kekuatan medan listrik meningkat ke jumlah tertentu, dielektrik rusak, resistansi celah pelepasan dengan cepat berkurang dari keadaan isolasi menjadi sepersekian ohm, dan arus celah dengan cepat naik ke nilai maksimum.
Karena diameter saluran yang kecil, kerapatan arus di saluran tinggi. Tegangan celah turun dengan cepat dari tegangan tembus ke tegangan penahan percikan (umumnya sekitar 20~30V), dan arus naik dari 0 ke arus puncak tertentu.
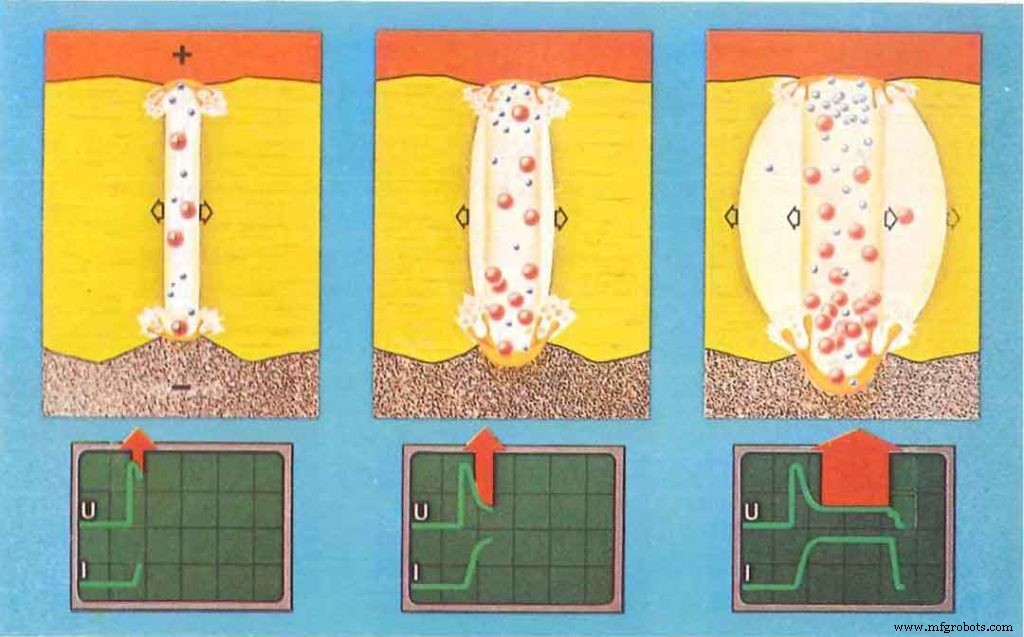
Dekomposisi termal medium, pelelehan bahan elektroda, ekspansi termal penguapan
Setelah media antar-elektroda terionisasi dan dipecah untuk membentuk saluran pelepasan, catu daya berdenyut membuat elektron antara saluran di EDM berjalan ke elektroda positif dengan kecepatan tinggi, dan ion positif mengalir ke elektroda negatif.
Energi listrik menjadi energi kinetik, dan energi kinetik diubah menjadi energi panas melalui tumbukan. Oleh karena itu, permukaan elektroda positif dan negatif di saluran menjadi sumber panas seketika, masing-masing, mencapai suhu yang sangat tinggi. Suhu tinggi saluran menguapkan media fluida kerja, dan kemudian retak termal terurai dan menguapkannya.
Fluida kerja dan uap logam yang diuapkan ini tiba-tiba bertambah volumenya dan menjadi gelembung-gelembung di celah pelepasan. Gelembung-gelembung ini mengembang dengan cepat dan termal dan memiliki karakteristik ledakan.
Mengamati proses EDM, terlihat gelembung-gelembung yang muncul dari celah pelepasan, fluida kerja berangsur-angsur berubah menjadi hitam, dan terdengar suara ledakan yang ringan dan renyah.
Ini karena EDM terutama bergantung pada ekspansi termal dan ledakan mikro lokal untuk melelehkan dan menguapkan material elektroda dan menimbulkan korosi pada permukaan material, untuk mencapai tujuan pemotongan.
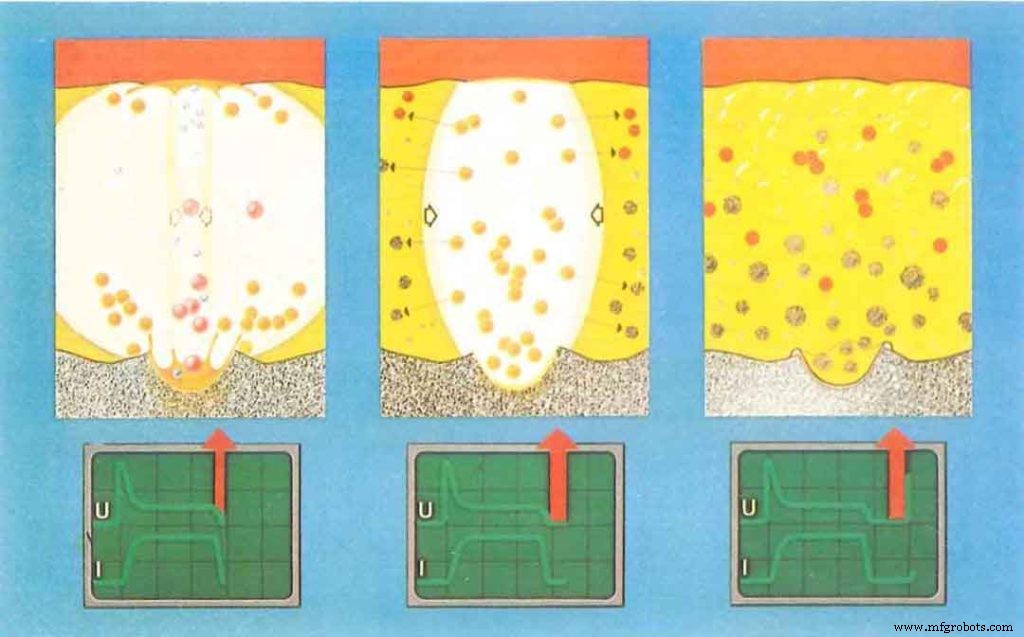
Penanganan bahan elektroda
Selama proses kerja EDM, suhu tinggi seketika dari titik pelepasan pada permukaan saluran EDM dan elektroda positif dan negatif membuat cairan kerja menguap dan bahan logam meleleh dan menguap. Ekspansi termal seperti itu akan menghasilkan tekanan transien yang tinggi.
Tekanan di tengah saluran adalah yang tertinggi sehingga gas yang menguap mengembang terus menerus ke luar, dan cairan logam cair dan uap pada tekanan tinggi didorong keluar dan dibuang ke fluida kerja.
Karena aksi tegangan permukaan dan kohesi, material yang dilempar memiliki luas permukaan terkecil dan mengembun menjadi partikel bulat halus saat dipadatkan.
Ketika logam cair dan menguap dibuang dari permukaan elektroda, percikan di mana-mana. Kecuali sebagian besar dibuang ke fluida kerja dan menyusut menjadi partikel kecil, sebagian kecil terciprat, berlapis, dan teradsorpsi pada permukaan elektroda yang berlawanan.
Fenomena saling percikan, pelapisan, dan adsorpsi ini dapat digunakan untuk mengurangi atau mengkompensasi hilangnya elektroda pahat selama pemrosesan dalam kondisi tertentu.
Proses etsa dan pelemparan bahan logam jauh lebih rumit dari ini.
Ionisasi medium interpolar
Dengan berakhirnya tegangan pulsa, arus pulsa juga turun dengan cepat ke nol, tetapi masih ada waktu yang singkat setelah ini untuk media interstisial untuk deionisasi, yaitu partikel bermuatan dalam saluran pelepasan untuk bergabung kembali menjadi partikel netral.
Dengan memulihkan kekuatan dielektrik media dengan cepat di saluran pelepasan, dan mengurangi suhu permukaan elektroda dan tindakan lainnya, pelepasan busur yang disebabkan oleh pelepasan berulang di lokasi yang sama pada waktu berikutnya dapat dihindari.
Dapat dilihat bahwa untuk memastikan proses EDM berjalan normal, umumnya harus ada interval waktu pulsa yang cukup antara dua pelepasan pulsa.
Selain itu, titik tembus dan pelepasan harus memiliki ruang untuk dispersi dan transfer, jika tidak, hanya pelepasan di dekat satu titik, dan mudah untuk membentuk busur.


