5 tips desain untuk komponen cetakan injeksi dengan fitur kompleks
Design for manufacturability (DFM) adalah praktik umum merancang bagian-bagian sehingga mereka juga efisien untuk diproduksi. Sementara praktik terbaik spesifik bervariasi menurut teknologi manufaktur, tujuan akhir DFM secara umum adalah mengoptimalkan desain suku cadang untuk meminimalkan biaya produksi — tanpa mengorbankan kinerja atau fungsi. DFM juga membantu Anda mengidentifikasi potensi masalah atau cacat lebih awal dan menghindari desain ulang yang mengganggu di masa mendatang, oleh karena itu menilai kemungkinan metode manufaktur sangat penting selama fase desain awal dan pembuatan prototipe.
Disengaja, desain yang berfokus pada metode sangat penting ketika mencoba memproduksi bagian dengan geometri kompleks atau fitur rumit. Dan meskipun ada banyak metode manufaktur yang layak untuk memproduksi suku cadang dengan geometri kompleks, cetakan injeksi adalah salah satu yang paling umum.
DFM sangat penting untuk bagian cetakan injeksi, karena perkakas keras dan cetakan yang digunakan untuk membuat bagian cetakan injeksi memperkenalkan sejumlah variabel yang dapat memengaruhi desain — termasuk suhu cetakan, suhu material, dan tekanan udara. Terlebih lagi, cetakan injeksi mahal dan memakan waktu untuk perkakas, dan prosesnya biasanya hanya menjadi hemat biaya saat memproduksi suku cadang dalam volume tinggi, sehingga konsistensi dan pengulangan sangat penting saat merancang suku cadang dengan geometri kompleks atau fitur rumit.
Berikut adalah 5 kiat utama tentang cara mendesain komponen cetakan injeksi plastik dengan fitur kompleks.
1. Manfaatkan penutup geser untuk klip dan pas dengan jepret
Klip dan pas jepret adalah dua bentuk mekanisme pengikat yang dapat digabungkan langsung ke dalam desain cetakan injeksi — beberapa contoh umum adalah tutup set alat dan rumah elektronik. Keduanya beroperasi dengan cara yang sama:di satu sisi mekanisme, tab bahan yang fleksibel tersangkut pada slot atau saku di bagian kawin, sehingga mengamankan keduanya.
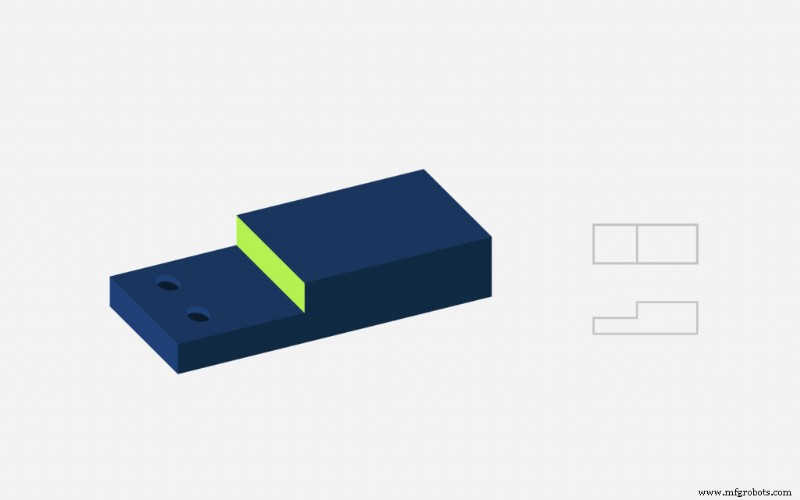
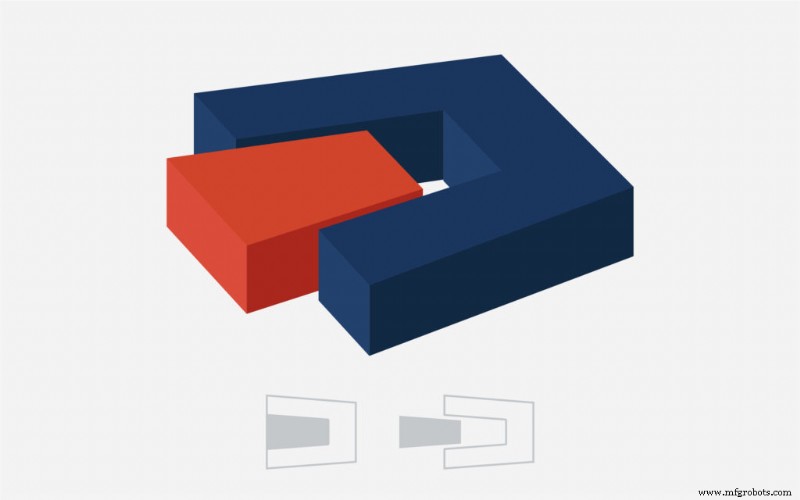
Penutup geser atau telescoping adalah komponen yang dikerjakan ke satu sisi cetakan yang memanjang ke setengah lainnya, meluncur ke tempatnya saat cetakan ditutup. Hal ini mencegah material mengalir ke area tertentu, yang memungkinkan untuk dengan mudah menggabungkan fitur seperti kait dan lubang (termasuk lubang tembus panjang) tanpa memerlukan tindakan samping yang mahal, bumpoff, insert, dan fitur lain yang meningkatkan biaya dan kompleksitas desain cetakan.
Penutup geser dapat dirancang untuk memiliki tab dan slot yang sama agar sesuai dengan klip dan snap bagian yang pas, menciptakan fitur yang cocok bersama dengan aman dan mempertahankan fleksibilitas yang cukup untuk dipisahkan tanpa putus. Shutoff dapat mengurangi desain cetakan dan biaya pengoperasian dan juga umumnya digunakan sebagai solusi untuk fitur undercut dan tersembunyi.
Secara umum, bagian dan cetakan harus memiliki gaya angin minimal 3 derajat untuk mencegah logam bergesekan dengan logam, yang dapat menimbulkan kilatan dan merusak penutup.
2. Pilih bahan yang tepat untuk engsel hidup
Engsel hidup, fitur tutup fleksibel lainnya, adalah cara terbaik untuk memasang dua bagian komponen plastik cetakan injeksi (misalnya tutup pada wadah individual dispenser vitamin mingguan).
Meskipun pertimbangan material selalu menjadi pertimbangan kritis dalam desain dan pengembangan produk, hal itu harus menjadi perhatian utama Anda saat mendesain engsel hidup. Polypropylene, misalnya, lebih cocok untuk fitur ini daripada polikarbonat (yang bisa menjadi bahan yang sangat baik untuk klip dan snap fit). Bergantung pada rentang gerakan yang diharapkan dari penutup, Anda mungkin perlu memasukkan jari-jari di titik tengah engsel agar kedua bagian dapat menutup dengan lebih mudah.
3. Perhatikan ketebalan dinding
Ketebalan dinding harus tetap seragam bila memungkinkan, karena variasi ketebalan dapat menimbulkan komplikasi serius. Bagian dengan ketebalan dinding yang tidak konsisten berisiko melengkung (disebabkan oleh bagian yang berbeda dari pendinginan bagian pada tingkat yang berbeda, yang menciptakan tekanan internal yang membengkokkan bagian secara permanen).
Selain itu, jika dinding bagian terlalu tebal atau tipis, masalah lebih lanjut mungkin muncul. Misalnya, dinding tipis dan rusuk penopang yang dirancang dengan buruk dapat menghambat aliran, menyebabkan celana pendek (atau pengisian cetakan yang tidak lengkap). Di sisi lain, bagian dengan dinding tebal dan rusuk yang dirancang dengan buruk cenderung mengembangkan tanda wastafel, atau kesan pada permukaan bagian yang disebabkan oleh pendinginan resin interior lebih cepat daripada bahan eksterior. Jika Anda melihat tanda-tanda salah satu cacat, mungkin sudah waktunya untuk memeriksa kembali desain cetakan Anda.
4. Tambahkan draf dan kurangi ketinggian fitur tinggi
Fitur tinggi seperti bos, rusuk, dan kebuntuan mungkin mengharuskan Anda untuk memasukkan sudut draf yang lebih besar (umumnya hingga 3°) untuk memastikan bagian tersebut meninggalkan cetakan tanpa garis seret atau masalah ejeksi lainnya. Bos dan fitur tinggi memungkinkan sisipan berulir dan kekuatan komponen tambahan, tetapi meningkatkan risiko timbulnya tanda tenggelam.
Selain itu, meningkatkan tinggi rusuk dan fitur lainnya juga meningkatkan kedalaman cetakan, meningkatkan kebutuhan untuk pabrik akhir yang lebih panjang, lebih banyak ventilasi, dan laju pemotongan yang lebih lambat selama proses pemesinan. Salah satu cara untuk menyiasatinya adalah dengan menyangga bos dengan rusuk vertikal periferal, yang memiliki dinding lebih tipis, sehingga mengurangi kemungkinan tenggelam.
Bos miring dan fitur lainnya meningkatkan kerumitan produksi, karena sumbu bos tidak lagi sejajar dengan garis perpisahan atau garis tarikan — yang semuanya mengharuskan sisipan harus dimuat secara manual ke dalam cetakan sebelum setiap tembakan.
5. Bersikaplah strategis tentang teks dan logo
Teks (seperti nama produk atau perusahaan) atau logo biasanya ditambahkan ke produk cetakan injeksi. Kabar baiknya adalah ukuran font yang kecil sebenarnya cukup mudah dicapai melalui injection molding — selama Anda mengikuti beberapa panduan utama.
Pertama, teks harus berupa font sans-serif dan panjang goresan terpendek (misalnya, palang dari T atau A, misalnya) harus memiliki panjang setidaknya 0,020”. Teks yang dimunculkan lebih mudah dibaca dan dihasilkan daripada teks yang ditenggelamkan ke permukaan bagian. Kecuali jika teksnya terlalu besar, tingginya tidak boleh lebih dari 0,015”.
Terakhir, kecuali Anda bekerja dengan bahan fleksibel seperti karet silikon atau elastomer termoplastik (TPE), teks harus menghadap ke arah tarikan jika memungkinkan — jika tidak, sisipan yang dimuat secara manual atau tindakan samping mungkin diperlukan untuk memastikan pengeluaran yang lancar.
Mulai sempurnakan desain cetakan injeksi Anda hari ini
Geometri kompleks dan kompleksitas fitur tingkat tinggi bukanlah akhir dari dunia untuk suku cadang yang dicetak dengan injeksi. Dengan memperhatikan faktor desain utama seperti desain cetakan, pemilihan material, orientasi bos, serta gaya dan ukuran teks, Anda akan dapat meningkatkan kemampuan manufaktur komponen Anda (dan karenanya efektivitas biaya) dan kualitas pada saat yang bersamaan.
Tentu saja, bermitra dengan produsen berpengalaman adalah cara lain yang pasti untuk merampingkan fase desain dan produksi pengembangan produk. Fast Radius menghadirkan pengalaman rekayasa dan desain selama puluhan tahun, dan kami bekerja dengan rajin bersama setiap pelanggan untuk memastikan bahwa suku cadang Anda tidak hanya dibuat dengan baik — tetapi juga dibuat dengan cara yang paling efisien dan hemat biaya. Hubungi kami hari ini untuk mengetahui bagaimana kami dapat mewujudkan desain Anda.


