Merancang Rakitan Lembaran Logam yang Sesuai dengan Toleransi Manufaktur
Rakitan lembaran logam sering terlihat saat memproduksi produk skala besar karena ini merupakan cara yang sangat hemat biaya untuk membuat struktur besar, karena peralatan pemrosesan sudah mapan dan tidak perlu membuat alat besar yang mahal yang diperlukan untuk membuat bagian plastik. Namun karena suku cadang dibuat dari perakitan suku cadang daripada dibentuk bersama-sama, ada masalah toleransi tertentu yang perlu dipertimbangkan yang dapat dihindari dengan menggunakan lebih banyak proses sekali pakai seperti injeksi keras, RIM, atau busa struktural.
Untuk memahami mengapa hal ini terjadi, seseorang perlu lebih memahami proses pembuatan bagian lembaran logam; ada beragam teknologi pemrosesan mulai dari menggambar, memotong, mencap, dan menekuk. Namun untuk desainer yang bekerja pada bagian besar dengan jumlah yang relatif rendah (<10k) sebagian besar bagian lembaran logam akan dicap atau dipotong menggunakan pengepres CNC atau laser kemudian dibentuk pada rem semi-otomatis. Ini karena investasi perkakas untuk cetakan stamping besar dan perkakas pembentuk tidak akan pernah diamortisasi dalam jumlah yang relatif rendah.
Namun karena proses mesin ini membungkuk satu langkah pada satu waktu, pertimbangan toleransi tidak sama dengan bagian yang memiliki semua fitur yang terbentuk sekaligus (RIM/Structural Foam, Progressive Die membentuk bagian). Dengan demikian cara bagian-bagian ditoleransi dan bagaimana toleransi itu diperhitungkan sangat penting; semakin banyak tikungan atau fitur yang Anda tambahkan, semakin buruk toleransi di antara mereka. Sebagai konsultan desain, kami telah melihat beberapa kasus suku cadang yang dirancang untuk toleransi manufaktur normal tetapi dengan terlalu banyak bengkokan yang menumpuk sehingga suku cadang tersebut akhirnya bengkok parah atau tidak pas sama sekali.
 Gambar 1:Bagian lembaran logam yang tertekuk disebabkan oleh penumpukan 4 toleransi tekukan
Gambar 1:Bagian lembaran logam yang tertekuk disebabkan oleh penumpukan 4 toleransi tekukan
Saat mendesain bagian lembaran logam, hal yang paling penting untuk diingat adalah bahwa bentuk awal biasanya dipotong dari lembaran datar dalam satu pengaturan, ini berarti bahwa fitur yang tetap dalam satu bidang akan memiliki toleransi tertinggi karena tidak akan ada tikungan. . Karena itu, saat mendesain bagian yang perlu disatukan, sebaiknya gunakan fitur yang semuanya ada dalam satu bidang.
Misalnya saat membuat divisi vertikal untuk sesuatu seperti rak drive, mungkin tergoda untuk mencoba memposisikan pembagi menggunakan baut yang sama yang akan menahannya di tempatnya. Namun akan ada setidaknya dua tikungan di antara dua lubang baut; oleh karena itu toleransi di antara mereka akan cukup longgar yang mengarah ke pembagi miring. Sebagai gantinya, tab di pembagi vertikal bisa masuk ke dalam slot di bagian atas dan bawah, ini akan memberikan toleransi yang lebih ketat karena fitur yang memberikan keselarasan semuanya dibentuk sebagai lembaran datar. Untuk mengencangkan pembagi, flensa dengan lubang besar dapat dibentuk, lubang berukuran lebih besar akan memperhitungkan toleransi yang disebabkan oleh flensa bengkok.
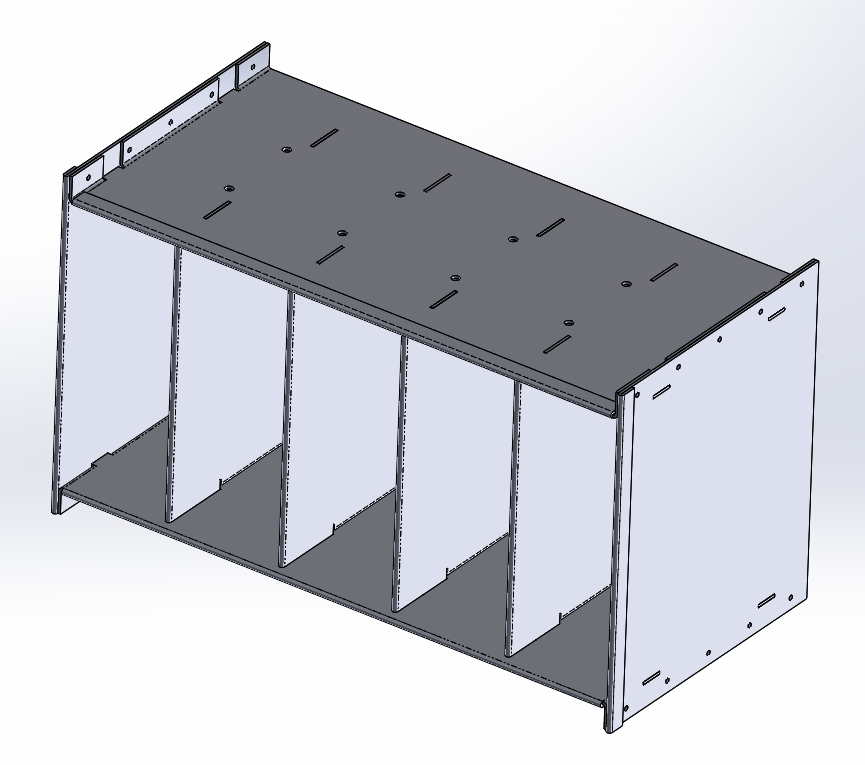 Gambar 2:Rak Drive Teoretis
Gambar 2:Rak Drive Teoretis
Ini bekerja lebih baik daripada melipat tab dari anggota horizontal karena setiap lipatan akan memiliki toleransi relatif satu sama lain, yang akan lebih besar daripada toleransi dari slot ke slot. Bahu tab harus selalu dirancang untuk berada di atas flensa sehingga fitur yang lebih akurat adalah yang memberikan keselarasan.
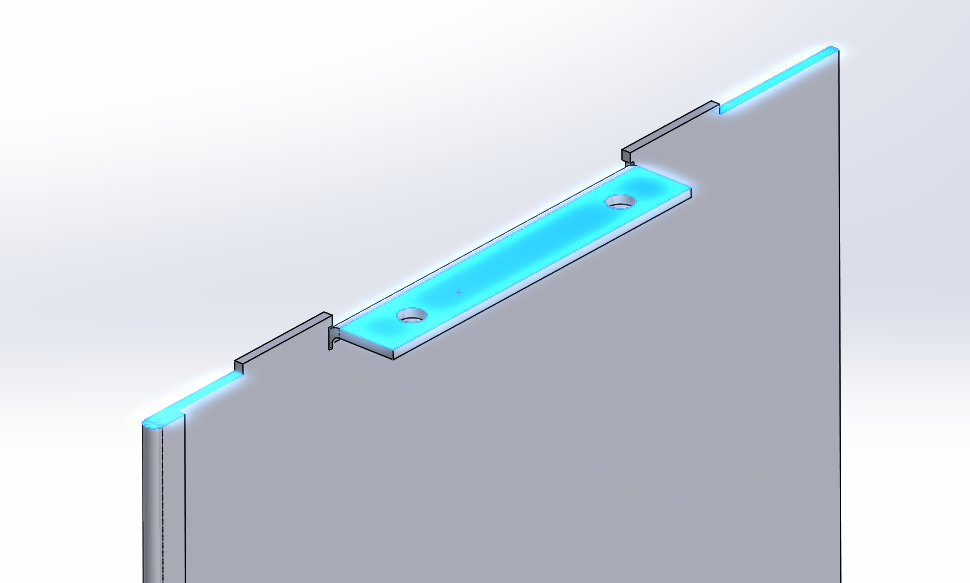 Gambar 3:Bahu digunakan untuk memberikan ketinggian vertikal pembagi karena akan lebih akurat daripada tab terlipat
Gambar 3:Bahu digunakan untuk memberikan ketinggian vertikal pembagi karena akan lebih akurat daripada tab terlipat
Logika yang sama ini berlaku untuk menemukan dua potongan planar bersama-sama, jika Anda dapat menggunakan semua fitur yang dibentuk rata maka Anda akan mendapatkan keselarasan yang lebih baik. Item seperti klip Cleco (sementara) atau paku keling (permanen) sangat efektif dalam menggunakan lubang berlubang untuk menemukan lembaran relatif satu sama lain.
 Gambar 4:Pengencang “Cleco” digunakan untuk penyelarasan sementara panel sebelum pengelasan atau paku keling
Gambar 4:Pengencang “Cleco” digunakan untuk penyelarasan sementara panel sebelum pengelasan atau paku keling
Namun, orang yang cenderung mekanis mungkin melihat masalah mencolok dengan solusi tab yang diusulkan; urutan perakitan benar-benar salah. Semua pembagi harus dipasang ke pelat atas dan bawah sebelum memasang pelat samping, dan untuk melepaskan salah satunya, Anda harus melepas pelat samping dan pelat atas. Ini menghasilkan unit yang buruk untuk dirakit dan diservis jika diperlukan. Tapi seperti yang telah kita diskusikan hanya menggunakan lubang tidak memberikan keselarasan yang cukup karena toleransi tikungan, jadi apa yang harus kita lakukan? Dalam kasus seperti ini, gunting setengah atau celah bisa sangat efektif, dengan membuat tonjolan di pelat atas dan bawah, Anda bisa mendapatkan kesejajaran yang rapat karena gunting dibuat saat lembaran rata sehingga Anda tidak kehilangan toleransi terhadap pembengkokan.
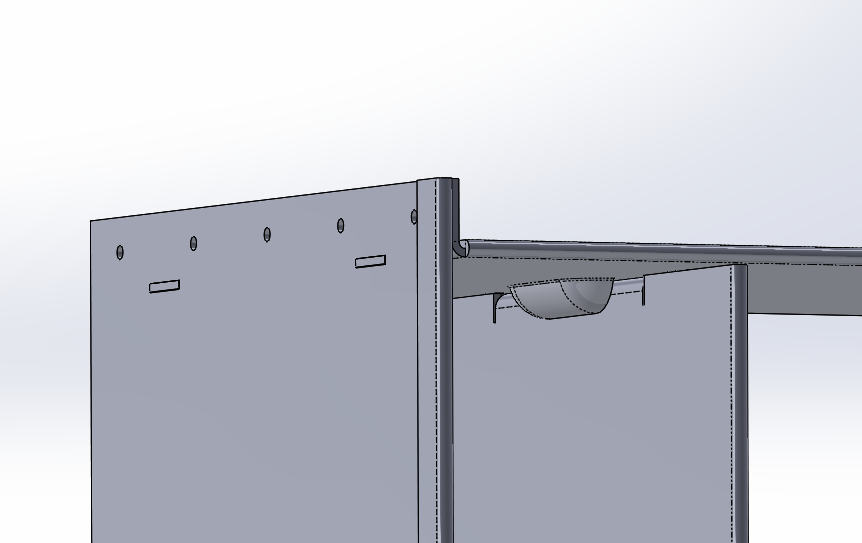 Gambar 5:Celah yang digunakan untuk penjajaran, selama perakitan pembagi akan ditekan ke atas terhadap geser sebelumnya untuk mengikat
Gambar 5:Celah yang digunakan untuk penjajaran, selama perakitan pembagi akan ditekan ke atas terhadap geser sebelumnya untuk mengikat
Batasan toleransi ini berlaku tidak hanya saat memasang dua bagian lembaran logam bersama-sama, tetapi juga saat memasang lembaran logam ke komponen lain seperti pengelasan, atau kulit busa plastik/struktural. Oleh karena itu bila memungkinkan Anda harus memiliki penyelarasan toleransi tinggi yang terjadi dalam satu bidang lembaran logam, kekuatan dapat berasal dari belokan dan flensa dengan lubang berlubang/kebesaran sehingga tidak terlalu membatasi perakitan.
Dengan mengingat kendala manufaktur lembaran logam volume rendah/sedang, Anda akan berada di jalur yang tepat untuk merancang bagian-bagian yang cocok satu sama lain terlepas dari bagian mana yang termasuk dalam kisaran toleransi. Dengan bekerja sama dengan vendor, Anda dapat memahami realitas manufaktur dan mendesain sesuai dengan itu.


