Memilih Metode Manufaktur untuk Kandang Elektronik
Perangkat elektronik ada di mana-mana, mulai dari smartphone dan laptop untuk konsumen hingga perangkat medis canggih, kontrol penerbangan pesawat yang penting, serta sistem keselamatan, kinerja, dan hiburan di kendaraan elektronik dan lainnya.
Meskipun aplikasinya sangat beragam, banyak perangkat elektronik memiliki setidaknya satu kesamaan—papan sirkuit dan komponen lain yang membuatnya berfungsi, semuanya ada di dalam penutup.
Kandang yang dirancang khusus dapat membantu konsumen dan produk elektronik komputer menonjol dari pesaing yang dikomoditisasi. Penutup lain menawarkan manfaat yang lebih praktis, seperti melindungi peralatan industri dan lainnya dari kelembapan, panas, atau bahan kimia, di antara bahaya lainnya.
Berbagai proses pembuatan tersedia untuk membuat penutup yang akan memenuhi kinerja dan estetika yang dibutuhkan sebagian besar perangkat elektronik. Layanan ini dapat menjalankan proyek dari pembuatan prototipe hingga produksi bervolume rendah sekaligus mempercepat waktu pemasaran dan menghasilkan penghematan seiring waktu.
Pendahuluan ini mencakup keuntungan dan kerugian dari setiap proses pembuatan penutup, termasuk pertimbangan desain, opsi material dan perakitan, serta teknik manufaktur tingkat lanjut.

Kandang cetakan plastik ini sebenarnya merupakan rakitan dari beberapa bagian.
Cetakan Injeksi
Cetakan injeksi plastik menghasilkan komponen yang kuat dan tahan lama. Itu menjadikannya pilihan yang baik untuk medis dan perangkat genggam kecil lainnya seperti remote control, dok laptop, dan suku cadang untuk badan ponsel cerdas. Selesai berkisar dari hampir mengkilap hingga matte. Anda juga bisa mendapatkan komponen bening untuk tombol, lensa, atau pipa lampu. Bergantung pada geometrinya, suku cadang yang lebih besar dapat menjadi tantangan untuk diproduksi sendiri dan mungkin lebih cocok untuk jaringan manufaktur Hub kami.

Komponen cetakan plastik memberikan opsi yang ringan untuk desain penutup.
Proses cetak injeksi prototipe mengirimkan suku cadang dalam beberapa hari, membantu memangkas siklus pengembangan produk dalam beberapa minggu, terkadang berbulan-bulan. Prototyping dengan cara ini bisa lebih mahal saat melakukan iterasi sebelum produksi tetapi juga bisa berfungsi sebagai jembatan menuju produksi. Saat pelanggan mencari volume suku cadang yang lebih tinggi, proses produksi sesuai permintaan kami menawarkan bidikan tak terbatas dari setiap cetakan.
Endmill permesinan CNC bulat membuat cetakan aluminium yang menghasilkan bagian cetakan injeksi, jadi desain harus menyertakan radius atau jumlah pembulatan tertentu di mana bagian lantai bertemu dengan dinding dan di bagian atas dinding. Desain Protolab untuk analisis manufakturabilitas dapat mengidentifikasi di mana jari-jari berada di suatu bagian. Tinjauan desain standar juga mengevaluasi ketebalan dinding, di mana konsistensi meningkatkan aliran plastik ke dalam cetakan untuk menghasilkan komponen berkualitas tinggi. Tindakan samping akan membuat lubang untuk konektor atau catu daya.
Campuran ABS/PC dan nilon isi kaca adalah beberapa bahan yang memberikan daya tahan terbaik pada komponen cetakan injeksi.
Kotak instrumen medis atau selungkup lain yang menempel pada bagian kawin dengan sekrup atau baut adalah kandidat untuk cetakan sisipan, proses pembuatan lanjutan di mana sisipan logam berulir ditempatkan ke dalam cetakan sebelum injeksi plastik. Proses lanjutan lainnya, overmolding, melibatkan pencetakan komponen plastik lunak atau karet silikon cair ke bagian plastik keras yang sudah dicetak, atau substrat. Kedua bagian tersebut terikat secara kimiawi atau mekanis secara permanen.
Waktu tunggu untuk komponen cetakan injeksi biasanya 15 hari.

Lembaran logam adalah opsi populer untuk penutup dan menawarkan berbagai fitur potensial, seperti slot flensa, dan sekrup lubang dengan countersink.
Fabrikasi Lembaran Logam
Proses masuk untuk membuat penutup untuk komponen komputer, kotak panel, dan batang bus elektronik adalah fabrikasi lembaran logam. Selungkup atau bagian lembaran logam dipotong dari potongan logam tipis dan datar, dibengkokkan menjadi bentuk dengan rem tekan atau folder dan, terkadang, dilas. Lubang untuk kabel atau kisi-kisi untuk ventilasi dipotong laser dari lembaran sebelum pembengkokan dimulai. Meskipun ringan, penutup logam sangat tahan lama dan bahannya biasanya terjangkau.
Desain mungkin harus kurang rumit karena keterbatasan dan masalah keamanan yang terlibat dalam menekuk sepotong logam secara manual. Dengan pilihan material yang lebih sedikit dibandingkan proses lainnya, sebagian besar penutup lembaran logam dibuat dari aluminium atau baja tahan karat.
Kami memiliki ribuan opsi hardware lembaran logam untuk mengintegrasikan mur, pin, stud, dan konektor lainnya, atau standoff berulir atau tidak berulir untuk menyediakan ruang di antara bagian yang terhubung.
Pelapisan bubuk—seperti cat kering yang diaplikasikan dan dipanggang pada logam konduktif listrik apa pun, adalah pelapis yang populer untuk penutup logam. Lebih cepat, lebih murah, dan lebih tahan lama daripada cat, terutama di luar ruangan. Selain itu, tampilannya bagus.
Dengan selungkup tipe kotak, lekukan kecil atau relief bengkok dapat mencegah logam menonjol ke luar dan meninggalkan sedikit celah di mana dua flensa menyatu. Atau, area tersebut dapat dihaluskan, dilas, dan dilapisi bubuk sehingga terlihat seperti satu bagian padat. Dua fitur desain yang perlu dipertimbangkan jika Anda ingin menghilangkan tepi tajam pada bagian penutup logam lembaran, radius—atau sudut membulat—atau sudut miring/miring yang dikenal sebagai talang.
Pelanggan mungkin hanya membutuhkan sejumlah kecil penutup lembaran logam. Tapi begitu penyiapan dilakukan untuk memproduksinya, membuat lebih banyak akan lebih murah. Suku cadang dapat tersedia secepat tiga hari kerja, tetapi lapisan bubuk, pemasangan perangkat keras, dan pengelasan dapat menambah satu atau dua hari untuk itu.
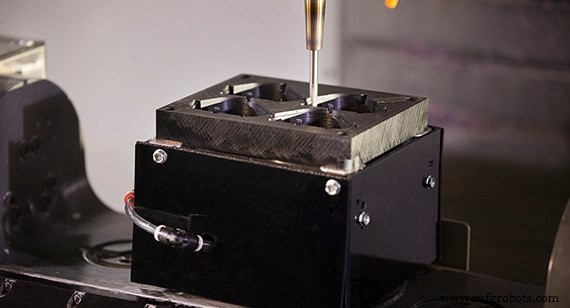
Mesin endmill merupakan enklosur.
Pemesinan CNC
Kecepatan adalah alasan terbesar untuk menggunakan permesinan CNC untuk membuat penutup elektronik, dengan suku cadang siap dalam satu hingga tiga hari kerja. Anda juga dapat mengerjakan desain yang lebih rumit, tetapi mungkin membutuhkan waktu lebih lama untuk diproduksi. Suku cadang mesin tahan lama dan proses pemesinan CNC kami menggunakan sebagian besar plastik yang tersedia untuk cetakan injeksi dan sebagian besar logam yang digunakan dalam fabrikasi lembaran logam.
Sebagian besar enklosur mesin adalah sekali pakai untuk membuat komponen pengganti khusus atau membuat prototipe desain baru. Karena pemesinan adalah proses subtraktif—memotong bagian atau selungkup dari blok material—machining agak lebih mahal. Untuk pesanan 150 suku cadang atau lebih, menggunakan fabrikasi lembaran logam atau cetakan injeksi mungkin lebih murah dalam jangka panjang.
Bagian plastik dikirim sebagai gilingan, sehingga beberapa tanda alat mungkin terlihat. Bagian logam dapat diledakkan manik-manik untuk mendapatkan hasil akhir matte. Bagian logam juga dapat dianodisasi atau dilapisi bahan kimia untuk melindunginya dari korosi.
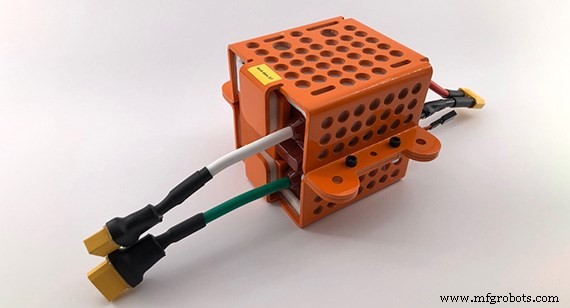
Pencetakan 3D memberikan penutup yang sangat disesuaikan yang terbuat dari bahan yang tahan lama.
Pencetakan 3D
Stereolitografi (SLA), sintering laser selektif (SLS), dan Multi Jet Fusion (MJF) adalah proses pencetakan 3D industri utama yang digunakan untuk membuat penutup untuk produk konsumen elektronik dan peralatan industri. Ketiganya dapat menghasilkan prototipe atau suku cadang penggunaan akhir secepat sehari.
Stereolithography menggunakan laser ultraviolet yang menarik permukaan resin termoset cair untuk membuat bagian menggunakan ribuan lapisan material. Ini menghasilkan penyelesaian permukaan bagian yang halus. Ini menciptakan model konsep, prototipe kosmetik, dan bagian kompleks dengan geometri yang rumit. Saat membuat prototipe, desainer mungkin memiliki penutup bening yang dicetak untuk melihat bagaimana papan sirkuit dan komponen lainnya akan cocok. Beberapa prototipe selungkup elektronik menguji aliran udara dengan memasukkan blok kecil yang mewakili transistor dan komponen lain, mengirimkan asap ke dalam kotak untuk melihat bagaimana sirkulasinya. Sama seperti cetakan injeksi, bagian yang berfungsi jelas untuk tombol, lensa, atau pipa lampu juga dapat dicetak.
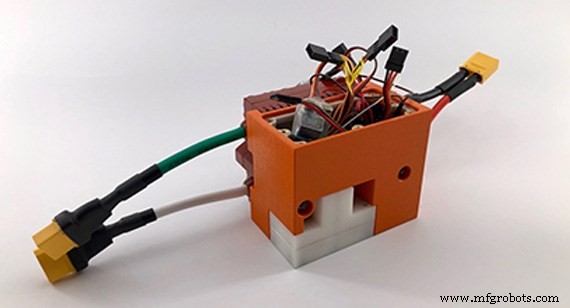
SLS dan MJF mampu mencetak penutup yang tahan lama dengan sifat tahan bahan kimia dan panas.
Meskipun SLS dan MJF menghasilkan penutup nilon yang kuat dan tahan lama, keduanya sedikit berbeda dalam cara pemrosesan bahannya. Sintering laser selektif menggunakan laser C02 yang dikendalikan komputer untuk memadukan lapisan bahan bubuk dari bawah ke atas. Multi Jet Fusion secara selektif menerapkan zat pelebur dan detailing di lapisan bubuk nilon, menggunakan elemen pemanas untuk memadukan lapisan guna membentuk komponen padat. Kedua proses tersebut menghasilkan finishing yang bertekstur, sangat mirip dengan bahan denim blue jean. Sebagian besar opsi material untuk SLS dan MJF (baik material yang diisi maupun yang tidak diisi) menghasilkan sifat tahan kimia dan panas, menjadikannya kandidat yang ideal untuk penutup penggunaan akhir. Selain itu, material ini dapat menghasilkan suku cadang dengan fleksibilitas, seperti engsel hidup atau fitur jepret, menjadikannya ideal untuk penutup satu bagian yang memerlukan sambungan aman.
Sintering laser selektif dan Multi Jet Fusion ideal untuk produksi volume rendah. Ini bisa menjadi ratusan bagian meskipun pesanan untuk penutup yang lebih kecil dapat dengan mudah mencapai ribuan. Teknologi alas bedak nilon adalah beberapa proses pencetakan 3D tercepat, sehingga umumnya memiliki harga per bagian yang paling rendah, terutama dalam jumlah yang lebih besar


