Bantalan Bola
Latar Belakang
Sejak manusia mulai perlu memindahkan barang, ia telah menggunakan rol bulat untuk mempermudah pekerjaan. Mungkin rol pertama adalah tongkat atau batang kayu, yang merupakan peningkatan besar dibandingkan menyeret benda-benda di tanah, tapi masih cukup kerja keras. Orang Mesir menggunakan kayu gelondongan untuk menggulung balok batu besar mereka untuk piramida. Akhirnya, seseorang datang dengan ide untuk mengamankan roller ke apa pun yang sedang dipindahkan, dan membangun "kendaraan" pertama dengan "roda". Namun, ini masih memiliki bantalan yang terbuat dari bahan yang saling bergesekan alih-alih berguling satu sama lain. Baru pada akhir abad kedelapan belas desain dasar bantalan dikembangkan. Pada tahun 1794, ahli besi Welsh Philip Vaughan mematenkan desain bantalan bola untuk menopang poros kereta. Perkembangan berlanjut pada abad kesembilan belas dan awal abad kedua puluh, didorong oleh kemajuan sepeda dan mobil .
Ada ribuan ukuran, bentuk, dan jenis bantalan gelinding; bantalan bola, bantalan rol, bantalan jarum, dan bantalan rol tirus adalah jenis utama. Ukuran mulai dari yang cukup kecil untuk menjalankan motor mini hingga bantalan besar yang digunakan untuk menopang bagian yang berputar di pembangkit listrik tenaga air; bantalan besar ini dapat berdiameter sepuluh kaki (3,04 meter) dan memerlukan derek untuk dipasang. Ukuran yang paling umum dapat dengan mudah dipegang dengan satu tangan dan digunakan dalam hal-hal seperti motor listrik.
Artikel ini hanya akan menjelaskan bantalan bola. Dalam bantalan ini, bagian yang menggelinding adalah bola, yang menggelinding di antara cincin dalam dan luar yang disebut balapan. Bola dipegang oleh sangkar, yang menjaga jaraknya tetap merata di sekitar balapan. Selain suku cadang ini, ada banyak suku cadang opsional untuk bantalan khusus, seperti segel untuk menahan oli atau gemuk dan kotoran keluar, atau sekrup untuk menahan bantalan di tempatnya. Kami tidak akan khawatir di sini tentang tambahan mewah ini.
Bahan Baku
Hampir semua bagian dari semua bantalan bola terbuat dari baja. Karena bantalan harus tahan terhadap banyak tekanan, bantalan itu harus terbuat dari baja yang sangat kuat. Klasifikasi industri standar untuk baja dalam bantalan ini adalah 52100, yang berarti memiliki satu persen kromium dan satu persen karbon (disebut paduan bila ditambahkan ke baja dasar). Baja ini dapat dibuat sangat keras dan tangguh dengan perlakuan panas. Jika karat mungkin menjadi masalah, bantalan dibuat dari baja tahan karat 440C.
Sangkar untuk bola secara tradisional terbuat dari baja tipis, tetapi beberapa bantalan sekarang menggunakan sangkar plastik yang dicetak, karena biaya pembuatannya lebih murah dan gesekannya lebih sedikit.
Manufaktur
Proses
Ada empat bagian utama dari bantalan bola standar:lintasan luar, bola bergulir, lintasan dalam, dan sangkar.
Balapan
- 1 Kedua balapan dibuat dengan cara yang hampir sama. Karena keduanya adalah cincin baja, prosesnya dimulai dengan pipa baja dengan ukuran yang sesuai. Mesin otomatis yang mirip dengan mesin bubut menggunakan alat pemotong untuk memotong bentuk dasar balapan, meninggalkan semua dimensi yang sedikit terlalu besar. Alasan membiarkannya terlalu besar adalah karena balapan harus diberi perlakuan panas sebelum selesai, dan baja
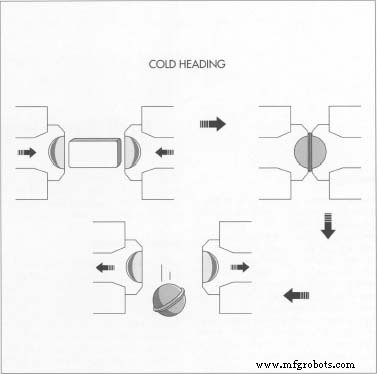 Anehnya, bola yang menggelinding dimulai sebagai kawat baja tebal. Kemudian, dalam proses pos dingin, kawat dipotong menjadi potongan-potongan kecil yang dihancurkan di antara dua cetakan baja. Hasilnya adalah bola yang terlihat seperti planet Saturnus, dengan cincin di tengahnya yang disebut "flash". biasanya melengkung selama proses ini. Mereka dapat dikerjakan kembali ke ukuran jadinya setelah perlakuan panas.
Anehnya, bola yang menggelinding dimulai sebagai kawat baja tebal. Kemudian, dalam proses pos dingin, kawat dipotong menjadi potongan-potongan kecil yang dihancurkan di antara dua cetakan baja. Hasilnya adalah bola yang terlihat seperti planet Saturnus, dengan cincin di tengahnya yang disebut "flash". biasanya melengkung selama proses ini. Mereka dapat dikerjakan kembali ke ukuran jadinya setelah perlakuan panas.
- 2 Balapan potongan kasar dimasukkan ke dalam tungku perlakuan panas pada sekitar 1.550 derajat Fahrenheit (843 derajat Celcius) hingga beberapa jam (tergantung pada ukuran bagian), kemudian dicelupkan ke dalam penangas minyak untuk mendinginkannya dan membuat mereka sangat sulit. Pengerasan ini juga membuat mereka rapuh, jadi langkah selanjutnya adalah melunakkannya. Ini dilakukan dengan memanaskannya dalam oven kedua hingga sekitar 300 derajat Fahrenheit (148,8 derajat Celcius), dan kemudian membiarkannya dingin di udara. Seluruh proses perlakuan panas ini membuat bagian-bagian yang keras dan tangguh.
- 3 Setelah proses heat treatment, balapan siap untuk finishing. Namun, balapan sekarang terlalu sulit untuk dipotong dengan alat pemotong, sehingga pekerjaan lainnya harus dilakukan dengan roda gerinda. Ini sangat mirip dengan apa yang akan Anda temukan di toko mana pun untuk mengasah mata bor dan alat, kecuali bahwa beberapa jenis dan bentuk yang berbeda diperlukan untuk menyelesaikan balapan. Hampir setiap tempat di balapan diselesaikan dengan penggilingan, yang meninggalkan permukaan yang sangat halus dan akurat. Permukaan tempat bantalan masuk ke dalam mesin harus sangat bulat, dan sisi-sisinya harus rata. Permukaan tempat bola menggelinding digiling terlebih dahulu, lalu ditumpuk. Ini berarti bahwa bubur abrasif yang sangat halus digunakan untuk memoles balapan selama beberapa jam untuk mendapatkan hasil akhir yang hampir menyerupai cermin. Pada titik ini, balapan selesai, dan siap untuk disatukan dengan bola.
Bola
- 4 Bolanya sedikit lebih sulit dibuat, meskipun bentuknya sangat sederhana. Anehnya, bola awalnya berupa kawat tebal. Kawat ini diumpankan dari gulungan ke mesin yang memotong potongan pendek, dan kemudian menghancurkan kedua ujungnya ke tengah. Proses ini disebut pos dingin. Namanya berasal dari fakta bahwa kawatnya tidak
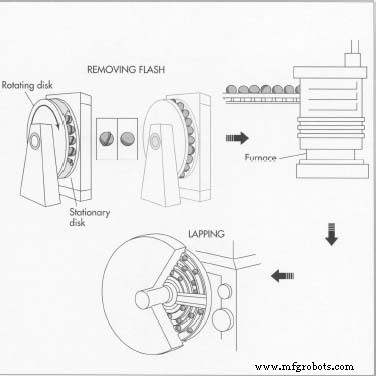 Tonjolan di sekitar bagian tengah bola yang menggelinding dihilangkan dalam proses pemesinan. Bola ditempatkan di alur kasar antara dua cakram besi cor. Satu piringan berputar sementara yang lain diam; gesekan menghilangkan flash. Dari sini, bola diberi perlakuan panas, digiling, dan disusun, sehingga menghasilkan hasil akhir yang sangat halus. dipanaskan sebelum dihancurkan, dan bahwa penggunaan asli untuk proses ini adalah untuk meletakkan kepala di atas paku (yang masih dilakukan). Bagaimanapun, bola-bola itu sekarang terlihat seperti planet Saturnus, dengan cincin di tengahnya yang disebut "kilat".
Tonjolan di sekitar bagian tengah bola yang menggelinding dihilangkan dalam proses pemesinan. Bola ditempatkan di alur kasar antara dua cakram besi cor. Satu piringan berputar sementara yang lain diam; gesekan menghilangkan flash. Dari sini, bola diberi perlakuan panas, digiling, dan disusun, sehingga menghasilkan hasil akhir yang sangat halus. dipanaskan sebelum dihancurkan, dan bahwa penggunaan asli untuk proses ini adalah untuk meletakkan kepala di atas paku (yang masih dilakukan). Bagaimanapun, bola-bola itu sekarang terlihat seperti planet Saturnus, dengan cincin di tengahnya yang disebut "kilat".
- 5 Proses pemesinan pertama menghilangkan flash ini. Bantalan bola diletakkan di antara permukaan dua piringan besi tuang, di mana mereka bergerak dalam alur. Bagian dalam alurnya kasar, yang merobek kilatan bola. Satu roda berputar, sementara yang lain tetap diam. Roda stasioner memiliki lubang sehingga bola dapat dimasukkan ke dalam dan dikeluarkan dari alur. Konveyor khusus memasukkan bola ke dalam satu lubang, bola berderak di sekitar alur, dan kemudian keluar dari lubang lainnya. Mereka kemudian diumpankan kembali ke konveyor untuk banyak perjalanan melalui alur roda, sampai mereka dipotong menjadi cukup bulat, hampir ke ukuran yang tepat, dan lampu kilat benar-benar hilang. Sekali lagi, bola dibiarkan terlalu besar sehingga dapat digiling hingga ukurannya selesai setelah perlakuan panas. Jumlah baja yang tersisa untuk finishing tidak banyak; hanya sekitar 8/1000 inci (0,02 sentimeter), yang kira-kira setebal dua lembar kertas.
- 6 Proses perlakuan panas untuk bola mirip dengan yang digunakan untuk balapan, karena jenis bajanya sama, dan yang terbaik adalah membuat semua bagiannya aus dengan kecepatan yang hampir sama. Seperti balapan, bola menjadi keras dan keras setelah perlakuan panas dan temper. Setelah perlakuan panas, bola dimasukkan kembali ke dalam mesin yang bekerja dengan cara yang sama seperti flash remover, kecuali bahwa roda adalah roda gerinda, bukan roda pemotong. Roda ini menggiling bola ke bawah sehingga bulat dan dalam beberapa seperseribu inci dari ukuran akhirnya.
- 7 Setelah ini, bola dipindahkan ke mesin pemukul, yang memiliki roda besi tuang dan menggunakan senyawa pemukul abrasif yang sama seperti yang digunakan pada balapan. Di sini, mereka akan tersusun selama 8-10 jam, tergantung pada
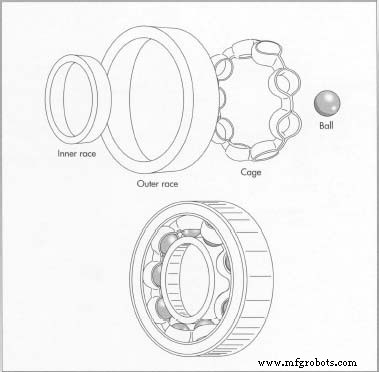 Empat bagian bantalan bola yang sudah jadi:balapan dalam, balapan luar, sangkar, dan bola. seberapa tepat bantalan mereka dibuat. Sekali lagi, hasilnya adalah baja yang sangat halus.
Empat bagian bantalan bola yang sudah jadi:balapan dalam, balapan luar, sangkar, dan bola. seberapa tepat bantalan mereka dibuat. Sekali lagi, hasilnya adalah baja yang sangat halus.
Sangkar
- 8 Sangkar baja dicap dari lembaran logam yang cukup tipis, mirip seperti pemotong kue, dan kemudian dibengkokkan ke bentuk akhirnya dalam cetakan. Sebuah dadu terbuat dari dua potong baja yang disatukan, dengan sebuah lubang berbentuk bagian yang telah diukir di dalamnya. Ketika sangkar diletakkan di antara dan dadu ditutup, sangkar dibengkokkan ke bentuk lubang di dalamnya. Mati kemudian dibuka, dan bagian yang sudah jadi dikeluarkan, siap untuk dirakit.
- 9 Kandang plastik biasanya dibuat dengan proses yang disebut injection molding. Dalam proses ini, cetakan logam berongga diisi dengan menyemprotkan plastik cair ke dalamnya, dan membiarkannya mengeras. Cetakan dibuka, dan sangkar yang sudah jadi dikeluarkan, siap untuk dirakit.
Majelis
- 10 Sekarang setelah semua bagian dibuat, bantalan harus disatukan. Pertama, inner race diletakkan di dalam outer race, hanya ke satu sisi sejauh mungkin. Ini membuat ruang di antara mereka di sisi yang berlawanan cukup besar untuk memasukkan bola di antara mereka. Jumlah bola yang dibutuhkan dimasukkan, kemudian balapan dipindahkan sehingga keduanya terpusat, dan bola didistribusikan secara merata di sekitar bantalan. Pada titik ini, sangkar dipasang untuk menahan bola satu sama lain. Kandang plastik biasanya hanya dijepit, sedangkan sangkar baja biasanya harus dimasukkan dan dipaku menjadi satu. Sekarang bantalan telah dirakit, dilapisi dengan pencegah karat dan dikemas untuk pengiriman.
Kontrol Kualitas
Pembuatan bantalan adalah bisnis yang sangat tepat. Pengujian dilakukan pada sampel baja yang datang ke pabrik untuk memastikan bahwa ia memiliki jumlah logam paduan yang tepat di dalamnya. Uji kekerasan dan ketangguhan juga dilakukan pada beberapa tahap proses perlakuan panas. Ada juga banyak inspeksi di sepanjang jalan untuk memastikan bahwa ukuran dan bentuknya sudah benar. Permukaan bola dan tempat mereka menggelinding pada balapan harus sangat halus. Bola tidak bisa keluar dari putaran lebih dari 25 sepersejuta inci, bahkan untuk bantalan yang murah. Bantalan kecepatan tinggi atau presisi hanya diperbolehkan lima persejuta inci.
Masa Depan
Bantalan bola akan digunakan selama bertahun-tahun yang akan datang, karena sangat sederhana dan menjadi sangat murah untuk diproduksi. Beberapa perusahaan bereksperimen dengan membuat bola di luar angkasa di pesawat ulang-alik. Di luar angkasa, gumpalan baja cair dapat dimuntahkan ke udara, dan gravitasi nol memungkinkan mereka mengapung di udara. Gumpalan secara otomatis membuat bola sempurna saat mendingin dan mengeras. Namun, perjalanan ruang angkasa masih mahal, sehingga banyak pemolesan dapat dilakukan di lapangan dengan biaya satu "bola luar angkasa".
Jenis bantalan lain ada di cakrawala. Bantalan di mana kedua benda tidak pernah bersentuhan sama sekali efisien untuk dijalankan tetapi sulit dibuat. Satu jenis menggunakan magnet yang saling menjauh dan dapat digunakan untuk memisahkan benda-benda. Beginilah cara kereta "mag-lev" (untuk levitasi magnetik) dibangun. Jenis lain memaksa udara masuk ke ruang antara dua permukaan yang pas, membuat mereka mengapung terpisah satu sama lain di atas bantalan udara terkompresi. Namun, kedua bantalan ini jauh lebih mahal untuk dibuat dan dioperasikan daripada bantalan bola yang sederhana dan tepercaya.


