

Proses manufaktur

Manufaktur industri
Penggulungan Dingin Baja
Tujuan utama cold rolling baja adalah untuk mengurangi ketebalan strip baja canai panas (biasanya dalam kisaran 1,5 mm hingga 5 mm) menjadi ketebalan yang lebih tipis (biasanya dalam kisaran 0,12 mm hingga 2,5 mm) yang tidak dapat secara normal dicapai selama rolling panas di pabrik strip panas. Selain pengurangan ketebalan pengerolan dingin dilakukan untuk meningkatkan permukaan akhir baja, untuk meningkatkan toleransi ketebalan, untuk menawarkan berbagai 'temper', untuk meningkatkan karakteristik fisik, dan untuk mempersiapkan strip untuk pelapisan permukaan.
Penggulungan dingin membuat lembaran canai dingin menjadi produk yang jauh lebih baik. Produk baja canai dingin menawarkan kontrol yang baik dari ketebalan, bentuk, lebar, permukaan akhir, dan fitur kualitas khusus lainnya yang melengkapi kebutuhan aplikasi pengguna akhir yang sangat direkayasa. Untuk memenuhi berbagai persyaratan pengguna akhir, lembaran canai dingin dirancang secara metalurgi untuk memberikan atribut khusus seperti kemampuan bentuk yang tinggi, kemampuan menggambar yang dalam, kekuatan tinggi, ketahanan penyok yang tinggi, sifat magnetik yang baik, kemampuan las, kemampuan enamel, dan kemampuan mengecat, dll.
Penggulungan dingin strip baja canai panas dilakukan di bawah suhu rekristalisasi biasanya pada suhu kamar. Dalam proses pengerolan dingin, biasanya tidak ada panas yang diberikan pada strip canai panas sebelum penggulungan. Namun, energi gesekan pada permukaan kontak dari strip yang digulung akan diubah menjadi panas. Panas ini dapat meningkatkan suhu strip yang digulung dalam proses adiabatik cepat ke tingkat 50 derajat C hingga sekitar 250 derajat C.
Selama proses pengerolan dingin pengurangan ketebalan disebabkan oleh deformasi plastis yang terjadi melalui gerakan dislokasi. Baja mengeras karena penumpukan dislokasi ini. Ini meningkatkan kekuatan dan pengerasan regangan hingga 20%. Dislokasi ini mengurangi keuletan baja canai dingin sehingga tidak berguna untuk operasi pembentukan. Untuk memulihkan daktilitas, baja canai dingin perlu menjalani proses anil untuk menghilangkan tegangan yang menumpuk di dalam struktur mikro selama proses pengerolan dingin.
Ketebalan strip canai panas penting karena sifat dari produk canai dingin dan anil akhir dipengaruhi oleh persentase reduksi dingin. Ini berarti bahwa ketebalan setiap gulungan canai panas dikontrol dengan hati-hati untuk menyediakan pabrik pengerolan dingin dengan ketebalan tertentu untuk mencapai persen pengurangan dingin yang tepat. Antara lain, persentase reduksi dingin mempengaruhi perilaku pembentukan produk setelah anil
Melalui kualitas cold rolling deep drawing, kualitas gambar ekstra dalam dan gambar ekstra dalam plus baja berkualitas diproduksi untuk memenuhi persyaratan deep drawing untuk aplikasi otomotif di industri hilir.
Penggulungan dingin baja karbon biasa melibatkan empat langkah berikut.
Penggulungan acar strip dingin
Penggulungan dingin strip canai panas acar dilakukan dengan memproses strip baja melalui rolling mill yang memiliki gulungan ujung masuk untuk melepaskan gulungan gulungan canai panas acar dan gulungan ujung keluar untuk penggulungan strip canai dingin. Di antaranya, ada satu atau lebih (biasanya hingga 6 nos.) rolling mill singkatan untuk melakukan reduksi dingin. Setiap dudukan pabrik memiliki gulungan yang ditumpuk secara vertikal yang ditenagai oleh motor besar untuk memberikan tekanan tekan yang tinggi ke dalam strip. Dudukan gilingan bisa 2-tinggi, 4-tinggi atau enam-tinggi. Stand 4-tinggi lebih banyak digunakan karena memberikan keuntungan maksimal dibandingkan dua jenis lainnya.
Satu atau dua stand cold rolling mill biasanya merupakan pabrik pembalik. Reversing mill adalah tempat baja memasuki rolling mill dari satu sisi, melewati ke sisi lain dan kemudian kembali melalui mill lagi. Selama setiap melewati penggilingan arah gerakan gulungan dibalik. Dalam operasi gilingan pembalik ini, strip acar dilewatkan bolak-balik antara mandrel di setiap sisi gilingan berdiri tunggal atau dua. Strip dikurangi ketebalannya pada setiap lintasan sampai ketebalan akhir yang dibutuhkan tercapai.
Pabrik multi stand (biasanya tiga hingga enam stand) biasanya merupakan pabrik tandem kontinu. Strip acar canai panas dimasukkan ke dalam pabrik pengerolan dingin tandem dari gulungan ujung masuk dan secara bertahap dikurangi ketebalannya dengan persentase yang telah ditetapkan di setiap dudukan untuk mencapai ketebalan akhir yang diinginkan saat strip keluar dari dudukan terakhir. Setelah stand terakhir, strip digulung kembali ke dalam coiler.
Untuk penggulungan baja paduan tinggi dan baja tahan karat, digunakan pabrik A Z atau pabrik Sendzimir yang beroperasi dengan gulungan kerja berdiameter sangat kecil, biasanya sekitar 50 mm, didukung oleh sejumlah gulungan (berjumlah 6 hingga 20) dalam bentuk piramida tumpukan. Pengaturan gulungan ini memungkinkan kekuatan yang sangat tinggi untuk dikeluarkan melalui gulungan kerja namun menjaga gulungan kerja dari pelenturan yang ekstrem. Gulungan pengambil di pabrik Sendzimir juga memberikan tegangan pada koil saat melewati pabrik. Kombinasi tekanan dan tegangan tinggi membuat gilingan mampu menggulung material menjadi tipis dan rata.
Pengurangan khas strip canai panas di cold rolling mill dapat berkisar dari 50% hingga 90%. Pengurangan pada setiap tegakan atau lintasan harus didistribusikan secara merata tanpa jatuh jauh di bawah pengurangan maksimum untuk setiap lintasan. Biasanya pengurangan persentase terendah diambil pada lintasan terakhir untuk memungkinkan kontrol yang lebih baik terhadap kerataan, ukuran, dan penyelesaian permukaan.
Penggulungan dingin mengurangi ketebalan strip dengan kompresi di dalam roller. Di sisi input, drive gulungan membutuhkan pasokan energi yang sesuai. Karena gaya rol yang diterapkan tinggi, strip dipanaskan oleh panas pembentukan hingga tingkat 250 derajat C. Untuk mendinginkan gulungan dan juga strip yang digulung, gulungan dilumasi dan didinginkan dengan minyak, air, atau emulsi. Contoh untuk minyak linting adalah minyak lemak, minyak mineral atau minyak sawit; minyak linting bebas air harus memiliki titik nyala di atas 300 derajat C. Alasan utama pelumasan adalah pengurangan gaya gulung dan momen rol, pengurangan keausan pahat, dan peningkatan permukaan strip.
Pabrik penggilingan tandem dingin modern mampu menggulung strip canai panas acar hingga ketebalan minimum 0,12 mm pada kecepatan penggilingan hingga 2500 m/menit. Pabrik tandem berkelanjutan dapat memiliki kapasitas hingga 2,5 juta ton per tahun.
Pabrik tandem kontinyu cold rolling modern biasanya dilengkapi dengan fitur berikut.
Setelah penggulungan dingin, strip bekerja sangat dingin dan tidak terlalu berguna untuk sebagian besar aplikasi. Perlu dianil untuk melunakkan baja, dan membuatnya lebih mudah dibentuk.
Skema tipikal dari cold rolling mill tandem 5 berdiri ditunjukkan pada Gambar 1.
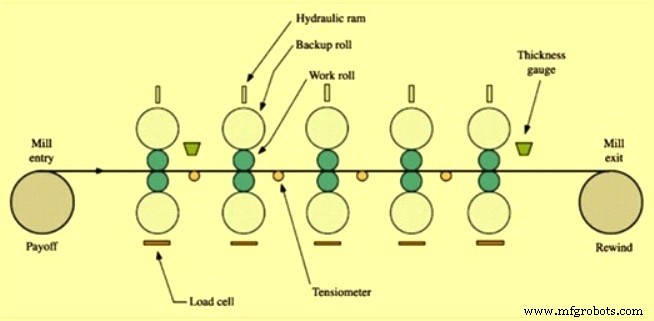
Gbr 1 Skema tipikal cold rolling mill tandem 5 berdiri
Temper rolling atau skin pass rolling strip anil
Kumparan canai dingin setelah dikeluarkan dari tungku anil berada dalam kondisi lunak yang mati dan oleh karena itu menjalani pengerolan pas kulit atau penggulungan temper di pabrik pas kulit. Ini melibatkan pengurangan cahaya terkontrol dari lembaran baja canai dingin dan dilakukan karena alasan berikut.
Temper rolling memang memberikan sedikit reduksi dingin, biasanya dalam kisaran 0,25% hingga 1,0%. Penggulungan temper menghasilkan permukaan yang halus dan fenomena titik luluh (peregangan dan kerutan berlebihan pada operasi selanjutnya) dihilangkan. Ini membuat baja lebih ulet untuk operasi pembentukan dan peregangan lebih lanjut. Setelah temper rolling, lembaran canai dingin diminyaki dengan minyak pencegah karat.
Sebuah pabrik pass kulit tunggal adalah fasilitas rolling independen yang biasanya mengikuti tahap anil batch dan dapat diimplementasikan dengan sangat fleksibel. Pabrik ini dapat memproses strip keras dan strip ultra ringan. Ini juga memberikan hasil akhir yang sempurna untuk strip baja canai dingin.
Sebuah kasus khusus diwakili oleh apa yang dikenal sebagai rolling mill DCR, atau pabrik temper DCR. DCR adalah singkatan dari 'Pengurangan dingin ganda'. Fasilitas dua stand ini menggabungkan pengurangan ketebalan pada stand pertama dengan skin passing di stand kedua. Dimungkinkan juga untuk menggunakan kedua singkatan untuk skin passing. Dalam hal ini sifat baja, seperti titik leleh yang ditentukan, ditetapkan pada penyangga pertama sedangkan pada penyangga kedua, karakteristik permukaan yang diinginkan dipindahkan ke strip.
Pabrik skin pass juga dapat dipasang langsung di jalur keluar dari jalur anil kontinu. Strip dapat diselesaikan di jalur proses dan ini memiliki beberapa keuntungan karena upaya dan pengeluaran untuk penanganan koil berkurang secara substansial.
Strip canai dingin dapat diproduksi dalam berbagai kondisi seperti gulungan kulit, seperempat keras, setengah keras, dan keras penuh tergantung pada seberapa banyak pekerjaan dingin telah dilakukan. Pengerjaan dingin (kekerasan) ini sering disebut temper, meskipun ini tidak ada hubungannya dengan temper perlakuan panas.
Seperempat lembaran keras dapat ditekuk (tegak lurus dengan arah penggulungan) dengan sendirinya tanpa retak. Lembaran setengah keras dapat ditekuk 90 derajat sedangkan lembaran keras penuh dapat ditekuk 45 derajat. Dengan demikian, bahan ini dapat digunakan untuk aplikasi yang melibatkan sejumlah besar pembengkokan dan deformasi, tanpa retak.
Proses manufaktur
Anil Baja Ketika logam dikerjakan dingin (terdeformasi pada suhu kamar), struktur mikro menjadi sangat terdistorsi karena kepadatan dislokasi yang meningkat akibat deformasi. Pengerjaan dingin juga disebut sebagai pengerasan kerja atau pengerasan regangan. Sebagai logam pengerjaan dingin, kekuatan
Korosi pada Baja Karbon Sesuai ISO 8044:2010, korosi adalah interaksi fisiko-kimiawi antara logam dan lingkungannya, yang mengakibatkan perubahan sifat logam dan yang dapat menyebabkan gangguan fungsional yang signifikan dari logam, lingkungan, atau sistem teknis yang mereka bentuk menjadi bagiann
Perkembangan Bersejarah Rolling Mills Dalam pengerjaan logam, pengerolan adalah proses pembentukan logam di mana logam dilewatkan melalui satu atau lebih pasangan gulungan untuk mengurangi ketebalan, membuat ketebalan seragam, memberikan bentuk yang diinginkan, dan/atau memberikan sifat mekanik ya
Kontrol Bentuk dan Ukuran Strip di Cold Rolling Mill Efisiensi ekonomi dari proses penggulungan logam sangat berkorelasi dengan tingkat kualitas produk canai akhir. Upaya terbaru untuk meningkatkan kualitas produk akhir canai dalam proses rolling terutama difokuskan pada aplikasi skala besar dan p