Bagaimana membuat program untuk Helical Milling ?
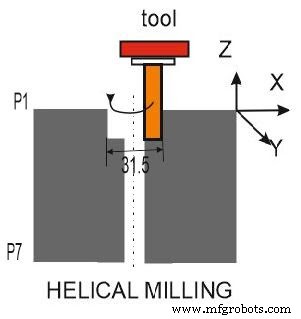
Dalam program helicalmilling kita pelebaran diameter lubang hingga 31.5mm. Mari kita lihat cara membuat program untuk helical milling;
O1234
N10 M06T0606;
N20 G91G54 G21 G17 G80 G43;
N30 M03S1200;
N40 G00X0.0 Y0.0 ‘
N50 G00Z10 M08;
N60 G01Z0 G95 F0.2;
N70 G01X15.5 G41;
N80 G03I=-15.75 Z=IC (-4);
N90 G03I=-15.75 Z=IC (-4);
N100 G03I=-15.75 Z=IC (-4);
N110 G03I=-15.75 Z=IC (-4);
N120 G03I=-15.75 Z=IC (-4);
N130 G03I=-15.75 Z=IC (-4);
N140 G03I=-15.75 Z=IC (-4);
N150 G01X0.0 G40;
N160 G00Z50;
N170 M09M05 M30;
DESKRIPSI
O1234;
N10 - Perintah pergantian alat, pilih no pemotong. 6 .
N20 -Program dalam sistem koordinat inkremental, koordinat kerja mesin penggilingan tujuan, semua dimensi dalam "mm", pilih bidang xy, siklus kaleng dibatalkan jika diterapkan, kompensasi offset ketinggian alat negatif;
N30 – Putar searah jarum jam dengan kecepatan 1200 r.p.m.
N40 – Lintasan cepat dimana pada posisi X0 &Z0 .
N50 - Lintasan cepat dimana pahat bergerak pada posisi Z10 , pendingin menyala .
N60- perintah interpolasi linier di mana Z is0 . (alat sentuh ke benda kerja ), laju umpan per putaran adalah 0,2
N70 - perintah interpolasi linier di mana alat mengambil posisi 15,75 pada sumbu X, kompensasi radius pahat kiri.
N80 - Interpolasi melingkar berlawanan arah jarum jam di mana I =-15.75 &kedalaman potong pada sumbu Z adalah -4 .( titik imajiner potongan pertama P0 ke P1)
saya =Jarak dan arah tambahan dari titik awal busur ke pusat busur sepanjang sumbu X.
N90 - Interpolasi melingkar berlawanan arah jarum jam di mana I =-15,75 &kedalaman potong pada sumbu Z adalah -4 . ( Potongan kedua dari titik P1 ke P2)
N100 - Interpolasi melingkar berlawanan arah jarum jam di mana I =-15,75 &kedalaman potong pada sumbu Z adalah -4 . ( Potongan ketiga dari titik P2 ke P3)
N110 - Interpolasi melingkar berlawanan arah jarum jam di mana I =-15,75 &kedalaman potong pada sumbu Z adalah -4 . ( Potongan keempat dari titik P3 ke P4)
N120 - Interpolasi melingkar berlawanan arah jarum jam di mana I =-15,75 &kedalaman potong pada sumbu Z adalah -4 . ( Potongan kelima dari titik P4 ke P5)
N130 - Interpolasi melingkar berlawanan arah jarum jam di mana I =-15,75 &kedalaman potong pada sumbu Z adalah -4 . ( Potongan keenam dari titik P5 ke P6)
N140 - Interpolasi melingkar berlawanan arah jarum jam di mana I =-15,75 &kedalaman potong pada sumbu Z adalah -4 . ( Potongan ketujuh dari titik P6 ke P7)
N150 - perintah interpolasi linier di mana alat kembali pada posisi awal X =0, kompensasi hidung alat mati.
N160 - Lintasan cepat di mana alat bergerak pada posisi Z50 .
N170 - Pendingin mati , spindel mati , program utama berakhir .


