Mengontrol Sudut Infeed Threading dengan Siklus Threading Fanuc G76
Dijelaskan secara singkat cara mengontrol sudut masuk ulir saat melakukan pemesinan ulir pada mesin cnc dengan kontrol fanuc cnc.
Lebih baik Anda menonton video (Tips Infeed Thread dari Sandvik Coromant a Video) yang secara singkat menjelaskan perbedaan sudut infeed thread serta manfaat dan kelemahan sudut infeed thread yang berbeda.
Siklus threading Fanuc G76 memberi kita fleksibilitas penuh untuk melakukan threading sesuai keinginan kita.
Siklus Threading Fanuc G76
N5 G76 P010060 Q100 R0.05
N6 G76 X30 Z-20 P1024 Q200 F2
Mengontrol Sudut Masuk Thread dengan Fanuc Threading Cycle G76
G76 :Parameter Siklus Penguliran P P sebenarnya terdiri dari beberapa nilai yang mengontrol perilaku utas,
- 01 :Jumlah potongan pegas, Anda dapat mengubahnya sesuka Anda.
- 00 :Thread habis pada 45 derajat
- 60 :Thread Infeed Angle / Flank angle
Semua parameter siklus threading Fanuc G76 dijelaskan sepenuhnya di sini. Nilai dengan P sebenarnya adalah 03 pasang nilai, pasangan terakhir adalah untuk mengontrol sudut masuk utas setiap lintasan untuk penguliran, Anda dapat melihat garis tebal di atas dengan nilai 60.
Siklus Threading G76 dengan Sudut Infeed 60 Derajat untuk Thread 60 Derajat (Infeed Kompon/Infeed Sisi)
Jika Anda menempatkan 60 untuk sudut masuk, ini akan menempatkan sebagian besar beban di tepi depan sisipan penguliran.
Siklus Threading G76 dengan Sudut Infeed 55 Derajat untuk Thread 60 Derajat
Jika Anda menempatkan 55 untuk sudut infeed untuk utas 60 derajat standar, ini akan menempatkan sebagian besar beban di tepi depan atau tepi depan sisipan penguliran dan juga akan menempatkan beban kecil di tepi belakang sisipan penguliran.
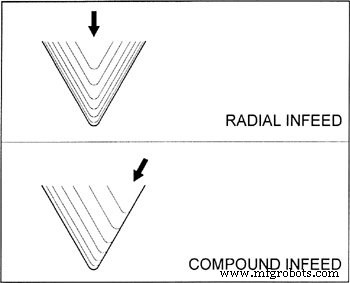
Siklus Threading G76 dengan Sudut Infeed 0 Derajat (Infeed Radial)
Jika Anda menempatkan 0 untuk sudut infeed, ini akan menempatkan beban pada profil penuh sisipan penguliran.
Thread persegi selalu membutuhkan infeed radial lurus (infeed terjun ).
G76 Threading Cycle Rekomendasi Sudut Infeed
Sudut indeef berikut harus digunakan sebagai sudut infeed dengan siklus threading fanuc G76. 80, 60, 55, 30, 29, 00


