NCT G81 Drilling, Spot Boring Cycle
Siklus pengeboran NCT G81 digunakan untuk operasi pengeboran/pengeboran titik sederhana.
Pemrograman
G17 G81 X... Y... Z... R... F.. L...
G18 G81 Z... X... Y... R... F... L...
G19 G81 Y... Z... X... R... F... L..
Parameter
Tabel berikut X,Y,Z definisi akan bekerja untuk G17 Plane, untuk pesawat lain ini akan berubah seperti untuk
G18 plane Z X akan menjadi posisi lubang dan Y akan menjadi sumbu pengeboran
G19 plane Y Z akan menjadi posisi lubang dan X akan menjadi sumbu pengeboran
| Parameter | Deskripsi |
|---|
| X | Posisi lubang di sumbu x. |
| Y | Posisi lubang di sumbu y. |
| Z | Kedalaman, alat akan bergerak dengan umpan ke kedalaman Z mulai dari bidang R. |
| R | Posisi bidang R. |
| L | Jumlah pengulangan siklus (jika diperlukan) . |
| F | Rata umpan. |
Operasi
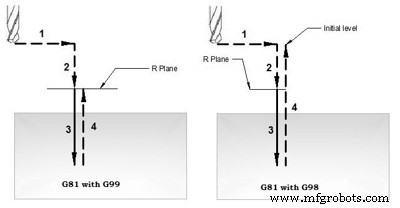
Operasi siklus G81 adalah
- Pemosisian lintasan cepat di bidang yang dipilih
- Pergerakan lintas cepat sejauh titik R
- Pengeboran sejauh titik Z, dengan umpan F
- Pencabutan
- Jika G99, retraksi ke titik R, dalam traverse cepat
- Jika G98, retraksi lintasan cepat ke titik awal
Contoh Pemrograman
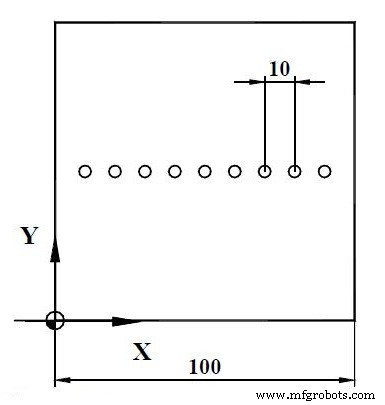
Memprogram Serangkaian Bor
Pemrograman lubang berjarak 10 mm satu sama lain dengan siklus pengeboran NCT G81, di sini
%O7071(7.1)
N100 T1
N110 G54 G0 X0 Y50
N120 G43 Z50 H1
N130 S1000 M3 M8
N140 G81 XI10 Y50 R2 Z-10 L9
N150 G80
N160 G0 Z100
N170 M30
%
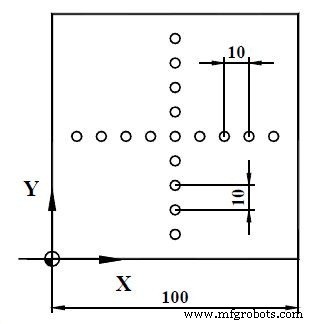
Contoh Seri Bore Pemrograman
Seri lubang kedua diprogram sebagai siklus pengeboran baru, di mana ukurannya ditentukan lagi secara bertahap. Karena kedua siklus akan mencakup lubang tengah, rangkaian kedua harus dibagi menjadi bagian bawah dan atas.
%O7072(7.2)
N100 T1
N110 G54 G0 X0 Y50
N120 G43 Z50 H1
N130 S1000 M3 M8
N140 G81 XI10 Y50 R2 Z-10 L9
N150 G80
N160 G0 X50 Y0
N170 G81 X50 YI10 R2 Z-10 L4
N180 G80
N190 G0 X50 Y50
N200 G81 X50 YI10 R2 Z-10 L4
N210 G80
N220 G0 Z100
N230 M30
%


