G81 Drilling Cycle G83 Peck Drilling dengan Program Contoh G98 G99
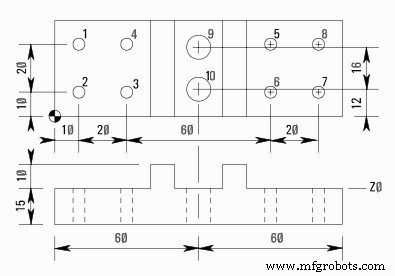
Program komponen cnc lengkap yang menunjukkan cara kerja G98 dan G99 (tingkat pengembalian siklus kalengan) dengan siklus pengeboran G81 dan siklus pengeboran peck G83 untuk mengebor komponen yang memiliki ketinggian berbeda.
Ringkasan G98 G99
G98 dan G99 adalah perintah modal yang mengubah cara siklus terekam (G81,G83 dll.) beroperasi.
Saat G98 aktif, sumbu Z akan kembali ke posisi awal (bidang awal) saat menyelesaikan satu operasi .
Saat G99 aktif, sumbu Z akan dikembalikan ke titik R (bidang) saat siklus kaleng menyelesaikan satu lubang. Kemudian mesin akan pergi ke lubang berikutnya.
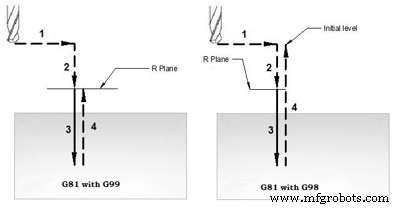
Siklus pengeboran G81 berfungsi – tingkat pengembalian G98 G99
Program Bagian CNC
Siklus Pengeboran G81 dengan Program Contoh Kode G G98 G99
N10 M06 T01
N20 G90 G00 X10 Y30 Z12 S1000 M03
N30 G99 G81 X10 Y30 Z-17 R2 F75 (Hole 1)
N40 Y10 (Hole 2)
N50 X30 (Hole 3)
N60 Y30 (Hole 4)
N70 G98 X90 (Hole 5)
N80 G99 Y10 (Hole 6)
N90 X110 (Hole 7)
N100 G98 Y30 (Hole 8)
N110 G91 G80 G28 X0 Y0 Z0 M05
N120 M06 T02
N130 G90 G00 X60 Y28 Z12 S750 M03
N140 G99 G83 X60 Y28 Z-17 Q6 R2 F60 (Hole 9)
N150 G98 Y12 (Hole 10)
N160 G91 G80 G28 X0 Y0 Z0 M05
N170 M30
Penjelasan
N10- Perubahan alat (M06) ke alat no.1
N20- Traverse cepat ke X10 Y30 Z12, Spindle dimulai searah jarum jam (M03) dengan 1000rpm (S1000).
N30- Pengeboran dimulai (G81) pada X10 Y30 dengan bor umpan potong (F75) akan ditarik kembali ke bidang-R setelah operasi pengeboran.
N40- Posisi pengeboran berikutnya Y10 (karena G99 adalah bor kode-g modal akan terus ditarik ke bidang-R hingga G98 diberikan).
N50- Latihan selanjutnya di X30.
N60- Bor di Y30
N70- Bor di X90 &Tarik ke Pesawat Awal.
N80- Bor di Y10 &Tarik ke bidang-R.
N90- Bor di X110
N100- Bor di Y30 &Tarik ke Bidang Awal.
N110- Siklus pengeboran dibatalkan (G80), kembali ke titik referensi (G28) untuk penggantian pahat, hentikan spindel (M05).
N120- Perubahan alat (M06) ke alat nomor 2.
N130- Traverse cepat ke X60 Y28 Z12, mulai spindel pada 750rpm (S750) searah jarum jam (M03).
N140- G83 Peck pengeboran dimulai pada X60 Y28, kedalaman bor Z-17 dan ukuran bor peck Q6, umpan pengeboran F60
N150- Latihan dalam berikutnya di Y12 (kembali ke titik awal).
N160- G83 Siklus pengeboran Peck dibatalkan dengan G80, alat dikembalikan ke titik referensi (G28), spindel berhenti (M05).
N170- Bagian-program diakhiri dengan kembali ke awal program (M30)
Kode G &M
| Kode | Deskripsi |
|---|
| T | Alat no. digunakan. |
| M06 | Perintah perubahan alat. |
| G90 | Pemrograman mutlak |
| G00 | Melintasi cepat |
| S | Kecepatan pemotong |
| M03 | Rotasi pemotong searah jarum jam |
| M08 | Pendingin aktif. |
| G81 | Siklus pengeboran Fanuc. |
| G83 | Siklus pengeboran fanuc peck. |
| G98 | Kembali ke titik awal dalam siklus kalengan. |
| G99 | Kembali ke titik R dalam siklus kalengan. |
| F | Memotong umpan. |
| G80 | Pembatalan siklus kalengan. |
| M09 | Pendingin mati. |
| G28 | Kembali ke posisi referensi. |
| G91 | Pemrograman tambahan. |
| M05 | Penghentian rotasi pemotong. |
| M30 | CNC part-program diakhiri dengan kembali ke program-start. |


