Pelat Kisi Pengeboran dengan Siklus Pengeboran G81 – Contoh Program CNC
Bengkel mesin CNC menangani berbagai komponen, tentu saja ahli mesin cnc memprogram dan mengolahnya.
Tetapi seorang ahli mesin cnc juga harus memahami dan mempraktikkan cara-cara baru dan ekonomis untuk mengerjakan suatu komponen.
Contoh pemrograman cnc berikut dapat diprogram dengan berbagai cara, metode pemrograman cnc yang digunakan dalam contoh program cnc ini menggunakan siklus pengeboran G81 dengan mode Pemrograman Inkremental G91, yang memudahkan pemrograman.
Kontrol Fanuc cnc menggunakan K dengan siklus pengeboran G81 untuk mengulangi siklus pengeboran.
Kontrol Haas cnc menggunakan L untuk mengulangi siklus pengeboran G81.
Program cnc berikut ditulis untuk mesin cnc haas tetapi dapat dengan mudah dikonversi untuk kontrol cnc Fanuc.
Anda mungkin membaca contoh pemrograman cnc lainnya yang menunjukkan teknik yang sama untuk kontrol cnc Fanuc
- Siklus Pengeboran G81 – Pengeboran Ulang dalam Kode Contoh Mode Inkremental G91
- Ulangi Pengeboran dengan Siklus Pengeboran G81 dan Program Contoh G91
Program CNC Pelat Kotak Pengeboran
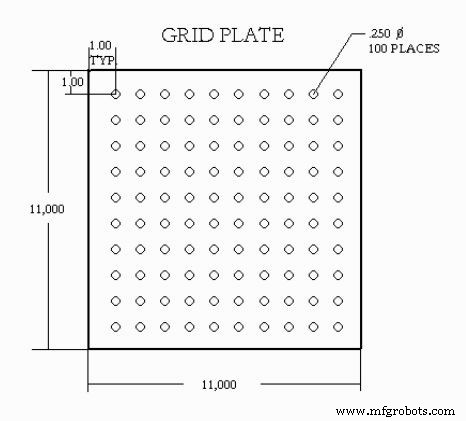
Pelat Kisi Pengeboran dengan Siklus Pengeboran G81
03400 (Drilling grid plate)
T1 M06
G00 G90 G54 X1.0 Y-1.0 S2500 M03
G43 H01 Z.1 M08
G81 Z-1.5 F15. R.1
G91 X1.0 L9
G90 Y-2.0 (Or stay in G91 and repeat Y-1.0)
G91 X-1.0 L9
G90 Y-3.0
G91 X1.0 L9
G90 Y-4.0
G91 X-1.0 L9
G90 Y-5.0
G91 X1.0 L9
G90 Y-6.0
G91 X-1.0 L9
G90 Y-7.0
G91 X1.0 L9
G90 Y-8.0
G91 X-1.0 L9
G90 Y-9.0
G91 X1.0 L9
G90 Y-10.0
G91 X-1.0 L9
G00 G90 G80 Z1.0 M09
G28 G91 Y0 Z0
M30
Dalam program cnc di atas mode pemrograman G90 Absolute digunakan saat memulai baris baru untuk pengeboran. Meskipun pemrograman Incremen0tal G91 dapat digunakan tetapi menggunakan G90 di sana membuat program ini mudah dibaca, dipahami, dan di-debug (jika terjadi kesalahan).


