


Mesin CNC
- Cara Melepas Sekrup atau Baut yang Berkarat
- Cara Menyetel Frekuensi untuk Pemeriksaan Pemeliharaan Pencegahan
- Bagaimana Cara Mengatur, Men-debug, dan Menggunakan Pemotong Plasma Untuk Pemula?
- Cara Mengatur Titik Nol Router Cnc pada Benda Kerja
- Cara Menyiapkan Gudang (dengan Daftar Periksa)
- Bagaimana cara menyiapkan Lean Six Sigma?
- Cara Memotong Besi Sudut
- Contoh Pemrograman CNC dengan Fanuc G71 Rough Turning Cycle dan G70
- Fanuc G70 G71 Contoh Program Rough and Finish Turning Cycle
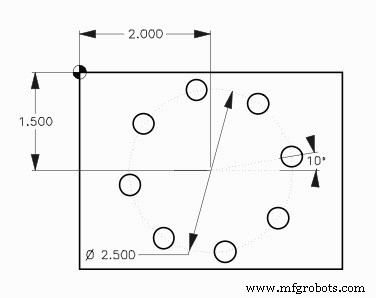
- Lubang Baut G72 Sepanjang Sudut – Pemrograman Penggilingan CNC