Haas G73 Siklus Penghapusan Stok Jalur Tidak Teratur Mesin Bubut CNC
Siklus Penghapusan Stok Jalur Tidak Teratur Haas G73
Siklus pengulangan pola G73 paling baik digunakan saat Anda ingin membuang jumlah material yang konsisten di sumbu X dan Z.
Format
G73 P80 Q180 U.01 W.005 I0.3 K0.15 D4 F.012
Haas G73 Siklus Penghapusan Stok Jalur Tidak Teratur Mesin Bubut CNC
Parameter
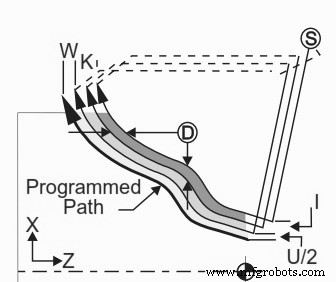
D – Jumlah lintasan pemotongan, angka positif
I – jarak dan arah sumbu X dari pemotongan pertama hingga terakhir, radius
K – jarak dan arah sumbu Z dari pemotongan pertama hingga terakhir
P – Jumlah Blok Awal jalur ke kasar
Q – Jumlah Blok Akhir jalur ke jalur kasar
U – Ukuran sumbu X dan arah kelonggaran penyelesaian G73, diameter
W – Ukuran sumbu Z dan arah kelonggaran penyelesaian G73
F – Laju umpan untuk digunakan di seluruh blok PQ G73
S – Kecepatan spindel untuk digunakan di seluruh blok PQ G73
T – Alat dan offset untuk digunakan di seluruh blok PQ G73
Contoh Haas G73
O0815 (Example)
T101 (Select Tool 1)
G50 S1000
G00 X3.5 Z.1 (Move to start point)
G96 S100 M03
G73 P80 Q180 U.01 W0.005 I0.3 K0.15 D4 F.012 (Rough P to Q with T1 using G73)
N80 G42 G00 X0.6
G01 Z0 F0.1
X0.8 Z-0.1 F.005
Z-0.5
G02 X1.0 Z-0.6 I0.1
G01 X1.4
X2.0 Z-0.9
Z-1.6
X2.3
G03 X2.8 Z-1.85 K-0.25
G01 Z-2.1
N180 G40 X3.1
G00 Z0.1 M05
(******Optional Finishing Sequence*****)
G53 X0 (Zero for tool change clearance)
G53 Z0
M01
T202 (Select tool 2)
N2 G50 S1000
G00 X3.0 Z0.1 (Move to start point)
G96 S100 M03
G70 P80 Q180 (Finish P to Q with T2 using G70)
G00 Z0.5 M05
G28
M30


