G86 Boring Cycle – Pemrograman Fanuc Mill
Siklus Membosankan G86
Fanuc G86 Boring Cycle digunakan untuk mengebor lubang.
Alat bergerak ke dasar lubang dengan umpan lalu ditarik kembali keluar dari lubang dengan laju gerak makan yang cepat.
Format Siklus Membosankan G86
G86 X Y Z R F K
Parameter
X Y – Data posisi lubang.
Z – Kedalaman bor (Absolut).
R – Posisi awal alat di atas lubang.
F – Laju pemakanan pemotongan.
K – Jumlah pengulangan (jika diperlukan).
G86 Siklus Membosankan
Operasi Siklus Membosankan G86
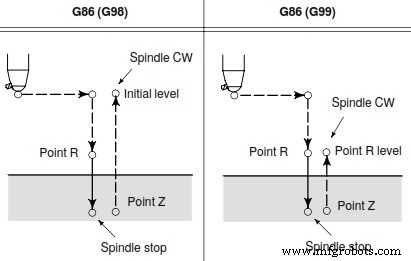
1 – Setelah pemosisian di sepanjang sumbu X– dan Y, traverse cepat dilakukan ke titik R.
2 – Pengeboran dilakukan dari titik R ke titik Z.
3 – Ketika poros berhenti di bawah lubang, pahat ditarik kembali dengan traverse cepat.
Posisi Pengembalian Alat
Kembali pesawat bergantung pada kode-G G98, G99.
Jika G98 ditentukan dengan siklus membosankan G86 pahat kembali ke tingkat Awal.
Jika G99 ditentukan maka pahat akan kembali ke R tingkat.
Contoh Program G86 Boring Cycle
M3 S2000
G90 G99 G86 X300. Y–250. Z–150. R–100. F120.
Y–550.
Y–750.
X1000.
Y–550.
G98 Y–750.
G80 G28 G91 X0 Y0 Z0
M5


