Fanuc G71 G72 G70 Contoh Pemesinan Internal Bubut CNC Siklus Kalengan (Membosankan &Menghadap )
Contoh pemrograman Fanuc yang menunjukkan penggunaan beberapa siklus kaleng fanuc dalam pemrograman cnc, Siklus kaleng berikut digunakan dalam contoh pemrograman bubut cnc ini
- Siklus Belok Kasar G71
- G72 Menghadapi Siklus
- Siklus Selesai G70
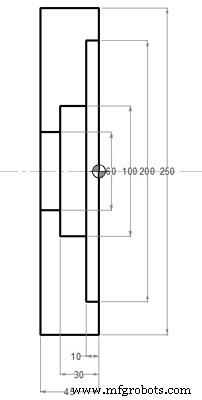
Fanuc G71 untuk Operasi Membosankan
Contoh pemrograman ini juga mengilustrasikan bagaimana siklus balik G71 dapat digunakan untuk pemesinan internal (operasi bor). Jadi, jika Anda ingin membuang stok tambahan dari dalam komponen, Anda juga dapat menggunakan siklus balik Fanuc G71 untuk penghilangan stok internal.
Contoh Pemrograman Fanuc
Contoh Siklus Kalengan Fanuc
G28 U0 W0
G50 S1500
N1 T0101 M8 (OD FACING)
G96 S180 M3
G0 X255.0 Z5.0
G72 W2.0 R0.5
G72 P100 Q200 F0.25
N100 G0 Z0 G41
G1 X-2.0 F0.18
N200 G0 Z5.0
G40
X255.0
G28 U0 W0
N2 T0404 M8 (ID ROUGH)
G96 S180 M3
G0 X50.0 Z5.0
G71 U2.0 R0.5
G71 P500 Q600 U-0.5 W0.1 F0.25
N500 G0 X202.0 G41
G1 Z0 F0.12
X200.0
Z-10.0
X100.0
Z-30.0
X60.0
Z-45.0
N600 X50.0
G40
G0 Z5.0
G28 U0 W0
N3 T0505 M8 (ID FINISH)
G96 S220 M3
G0 X50.0 Z5.0
G70 P500 Q600
G0 X50.0 Z5.0
G28 U0 W0
M5 M9
M30


