Haas G72 Type I Rough dan G70 Finish Facing Cycle Program Contoh – Kompatibel dengan Fanuc
Contoh pemrograman bubut Haas untuk mengilustrasikan penggunaan dan pemrograman Haas G72 Tipe I Rough Facing Cycle/ G70 Finish Cycle.
Kode di atas juga akan bekerja pada mesin bubut cnc dengan kontrol Fanuc cnc dengan sedikit atau tanpa perubahan.
Semua G-code / M-code yang digunakan dalam contoh pemrograman bubut Haas ini diberikan di bawah ini dengan deskripsi.
Haas G72 Tipe I Rough G70 Contoh Program Siklus Selesai
Contoh Program Haas G72 Type I Rough dan G70 Finish Facing
O00096
N1 (G72 ROUGHING FACE)
N2 G53 G00 X0. Z0. T0 (Sending home for a tool change)
N3 T101 (O.D. TOOL x .031 TNR) (Select Tool 1 Offset 1)
N4 G50 S3000
N5 G97 S450 M03
N6 G54 G00 X3.1 Z0.1 M08 (Rapid to start point above part stock)
N7 G96 S370
N8 G72 P9 Q18 U0.01 W0.01 D0.06 F0.012 (G72 Rough Facing Cycle with TNC)
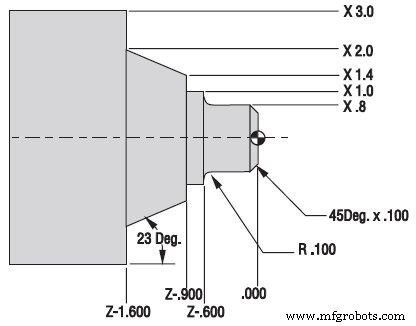
N9 G41 G00 Z-1.6 (Starting sequence number defined by P8 in G72 and G70)
N10 G01 X2. F0.008
N11 X1.4 Z-0.9
N12 X1.
N13 Z-0.6
N14 G03 X0.8 Z-0.5 R0.1
N15 G01 Z-0.1
N16 X0.6 Z0.
N17 X-0.062
N18 G40 G00 Z0.1 (End of part path geometry defined with P17 in G72 and G70)
N19 G97 S450 M09
N20 G53 G00 X0. Z0. T0 (Sending home for a tool change)
N21 M01 (Optional Stop)
N22 (G70 FINISHING FACE)
N23 G53 G00 X0. Z0. T0 (Sending home for a tool change)
N24 T202 (O.D. TOOL x .015 TNR) (Select Tool 2 Offset 2)
N25 G50 S3000
N26 G97 S450 M03
N27 G54 G00 X3.1 Z0.1 M08 (Rapid to start point)
N28 G96 S420
N29 G70 P9 Q18 (Finish Facing with G70 Finish Cycle)
N30 G97 S450 M09
N31 G53 G00 X0. Z0. T0 (Sending home for a tool change)
N32 M30 ( End of Program and Reset)
Kode-G
G00 Gerakan traverse cepat.
G01 Gerakan interpolasi linier.
G03 Interpolasi Melingkar – Berlawanan arah jarum jam.
G41 Kompensasi Nose Alat G41 KIRI dari jalur terprogram.
Kompensasi Nose G40 BATAL.
G50 Batas RPM Maksimum Spindle.
G53 Pergeseran Koordinat Pemosisian Nol Alat Berat.
G54 Koordinat Pemosisian Offset Kerja #1 (Pengaturan 56)
Siklus Penghapusan Stok Wajah Akhir G72.
G70 Siklus Penyelesaian.
G96 Kecepatan Permukaan Konstan Aktif.
G97 Kecepatan Permukaan Konstan Dibatalkan.
Kode-M
M01 Program Opsional Berhenti.
M03 Memulai Spindel MAJU.
Program M30 Berakhir dan Setel Ulang ke awal program.


