Siklus Pengeboran Fanuc G83 Peck
Siklus pengeboran peck G83 melakukan operasi pengeboran dalam beberapa peck, teknik ini membuat pengeboran lubang dalam menjadi mudah dan ekonomis.
Pemotongan umpan dilakukan sesekali ke dasar lubang sementara keripik dibuang.
Saat pengeboran dilakukan ke dasar lubang dengan umpan dalam beberapa langkah kecil, setiap kali kedalaman yang ditentukan dibuat dan kemudian bor ditarik kembali, kemudian bor membuat pukulan berikutnya, operasi ini diulangi lagi dan lagi hingga kedalaman bor tercapai. .
Sintaks
G83 X... Y... Z... R... Q... F... K...
| Parameter | Deskripsi |
|---|
| X | Posisi lubang di sumbu x. |
| Y | Posisi lubang di sumbu y. |
| Z | Kedalaman, alat akan bergerak dengan umpan ke kedalaman Z mulai dari bidang R. |
| R | Posisi bidang R. |
| Q | Kedalaman pemotongan untuk setiap pakan pemotongan (Peck). |
| K | Jumlah pengulangan siklus (jika diperlukan) . |
| F | Rata umpan. |
Setelah diberikan dalam program G83, siklus peck drilling diulangi pada setiap gerakan sumbu hingga G80 diberikan dalam program untuk mengakhiri siklus peck drilling.
Penggunaan
N150 M06 T02
N160 G90 G00 X60 Y28 Z12 S750 M03
N170 G99 G83 X60 Y28 Z-17 Q6 R2 F60
N180 G98 Y12
N190 G91 G80 G28 X0 Y0 Z0 M05
N200 M30
Dalam kode contoh di atas, bor pertama dilakukan di X60 Y28 dan kedua di Y12, lalu peck drilling diakhiri dengan G80.
Peck 6mm diambil untuk menyelesaikan total kedalaman pengeboran 17mm.
Bekerja
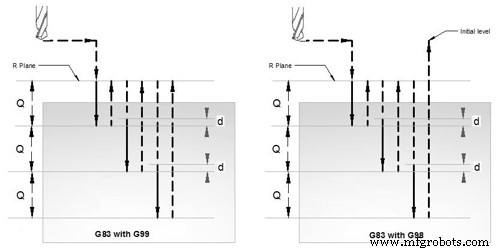
Berikut dijelaskan secara singkat cara kerja siklus pengeboran peck G83,
1- Lintasan cepat ke posisi pengeboran X, Y.
2- Lintasan cepat ke bidang-R.
3- Pengeboran dengan kedalaman feed Q.
4- Retraksi dengan Lintasan cepat ke bidang-R .
5- Lintasan cepat ke kedalaman Q-d (nilai d ditentukan dalam parameter).
6- Pengeboran dengan umpan Q+d kedalaman.
7- Retraksi dengan Lintasan cepat ke bidang-R
– seluruh prosedur ini diulangi hingga bor mencapai posisi kedalaman Z,
– kemudian bor ditarik kembali ke bidang-R atau Level awal bergantung pada G99 atau G98 mana yang diberikan dalam program.
Siklus pengeboran peck G83 berfungsi
Mode G98 G99
Setelah menyelesaikan kedalaman pengeboran, pengembalian dilakukan dengan umpan cepat, ketinggian pengembalian dapat dikontrol menggunakan G98 atau G99.
G98 Drill akan kembali ke level Awal
G99 Drill akan kembali ke R-plane.
G98, G99 dapat digunakan beberapa kali selama siklus pengeboran peck G83.
Contoh
N30 G83 X10 Y30 Z-17 Q5 R2 F75
N40 Y10
N50 G98 X30
N60 G99 Y30
N70 X90
N80 Y10
N90 G80
Ulangi Pengeboran
Siklus pengeboran peck G83, operasi pengeboran dapat diulang beberapa kali. Pengeboran diulang K kali jika nilai K diberikan dengan G83.
Pengeboran berulang biasanya digunakan dengan mode Inkremental G91, dan contoh yang baik untuk pengeboran berulang adalah Pengeboran pelat kisi. Untuk contoh kerja, lihat siklus pengeboran G81.
Contoh Kerja
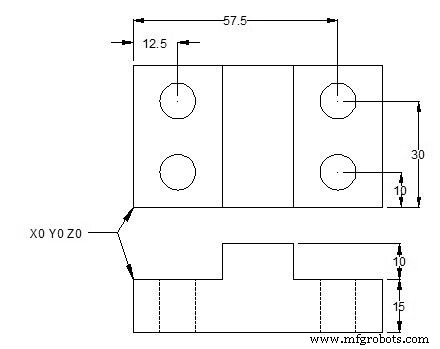
Contoh siklus pengeboran G83 Peck
N10 M06 T1
N20 G90 G00 X12.5 Y10 Z12 S1000 M03
N30 G99 G83 X12.5 Y10 Z-17 R2 Q4 F75
N40 Y30
N50 G98 X57.5
N60 G99 Y10
N70 G91 G80 G28 X0 Y0 Z0 M05
N80 M30


