Siklus Profil Persegi Panjang Anilam G172
Siklus Profil Persegi Panjang Anilam G172
Anilam G172 Rectangular Profile Cycle membersihkan bagian dalam atau luar profil persegi panjang.
Pemrograman
G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn
Parameter
| Parameter | Deskripsi |
|---|
| X | X koordinat pusat. Jika tidak ada koordinat yang dimasukkan, CNC memusatkan kantung pada posisinya saat ini. |
| Y | Koordinat Y dari pusat. Jika tidak ada koordinat yang dimasukkan, CNC memusatkan kantung pada posisinya saat ini. |
| H | Posisi Absolute Z sebelum mulai menggiling kantong. Ini harus 0,1 inci (atau 2 mm) di atas permukaan. |
| M | Panjang persegi panjang jadi. Wajib. |
| W | Menyelesaikan lebar persegi panjang. Wajib. |
| Z | Kedalaman absolut dari profil akhir. Diperlukan nilai. |
| A | 0 =Di dalam
1 =Di luar |
| R | Radius gerakan ramping. Wajib. |
| U | Pengaturan radius sudut. Jika pemrogram memasukkan nilai negatif, kedua arah pemotongan dan titik awal dan titik akhir dibalik. Opsional. |
| B | Peningkatan sumbu Z maksimum yang digunakan untuk setiap lintasan. Opsional. |
| S | Jumlah stok yang tersisa dari mesin sebelum lintasan selesai. Default:0. Jika pemrogram memasukkan nilai negatif, CNC akan meninggalkan stok tanpa melakukan penyelesaian akhir. Opsional. |
| Saya | laju gerak makan sumbu Z. Opsional. |
| J | laju gerak makan kasar. Opsional. |
| K | Fish-pass feedrate. Opsional. |
| P | Cabut Hgt. |
Operasi
Saat dijalankan, CNC bergerak cepat ke posisi awal Ramp #1, bergerak cepat ke H (Z StartHgt), lalu mengumpan ke kedalaman potongan pertama.
Mesin mengumpan ke profil di sepanjang Ramp #1, memotong persegi panjang ke M (Panjang) dan W (Lebar) yang ditentukan, lalu meluncur menjauh dari pekerjaan di sepanjang Ramp #2.
Saat memotong profil bagian dalam, Menu Grafik menampilkan gerakan tanjakan.
Saat memotong profil luar, pahat akan mengarah ke profil di sepanjang Ramp #1 dan menjauh dari profil di sepanjang Ramp #2, seperti yang diilustrasikan pada Gambar
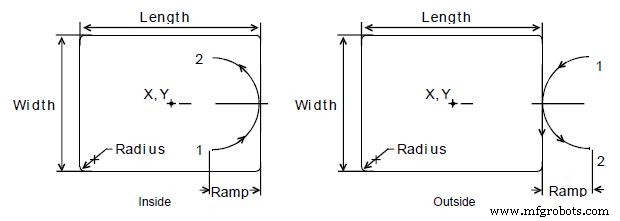
Gerakan Tanjakan Profil Dalam dan Luar
Siklus Profil Persegi Panjang secara otomatis mengkompensasi diameter pahat. Aktifkan diameter alat yang benar sebelum blok G172.
Catatan
Saat Anda memasukkan nilai, CNC mengeksekusi jumlah lintasan yang diperlukan untuk mendapatkan dari H (Z Mulai HGT) ke Z (Kedalaman Z), memotong B (Z Max.cut) pada setiap lintasan.
Saat Anda memasukkan nilai S (Finish Stock), CNC meninggalkan stok yang ditentukan pada profil dan kedalaman untuk lintasan akhir. CNC memotong persegi panjang ke dimensi M (Panjang), W (Lebar), dan Z (Kedalaman Z) pada lintasan akhir. Masukkan negatif S (Stok Selesai) untuk meninggalkan stok akhir tanpa melakukan langkah akhir.
Saat Anda tidak memasukkan J (Rough Feed) atau K (Finish Feed), CNC mengeksekusi gerakan feed pada feedrate saat ini. J (RoughFeed) mengontrol laju gerak makan dari siklus roughing. K (Finish Feed) mengontrol feedrate dari siklus finishing


