Pencetakan 3D vs. mesin CNC
Pengantar
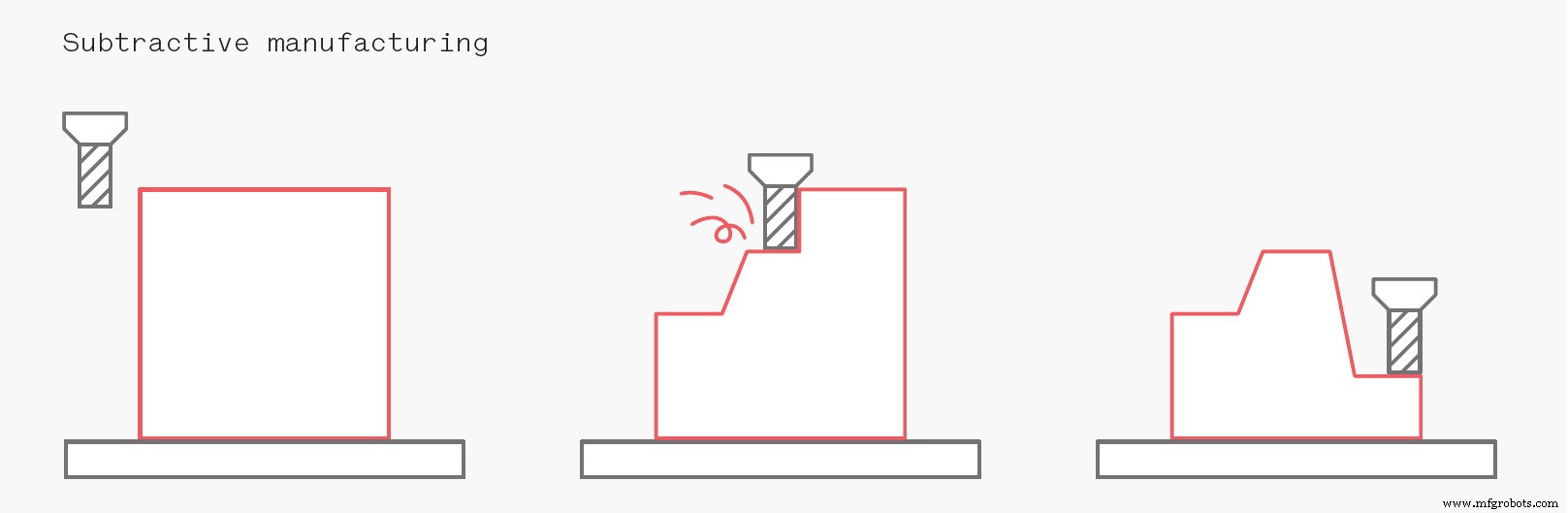
Pemesinan CNC adalah manufaktur subtraktif yang umum teknologi. Tidak seperti pencetakan 3D, prosesnya biasanya dimulai dengan blok material padat (kosong) dan menghilangkan material untuk mencapai bentuk akhir yang diinginkan, menggunakan berbagai alat atau pemotong berputar yang tajam.
CNC adalah salah satu metode manufaktur paling populer untuk pekerjaan kecil sekali pakai dan produksi volume sedang hingga tinggi. Ini menawarkan pengulangan yang sangat baik, akurasi tinggi dan berbagai bahan dan permukaan akhir.
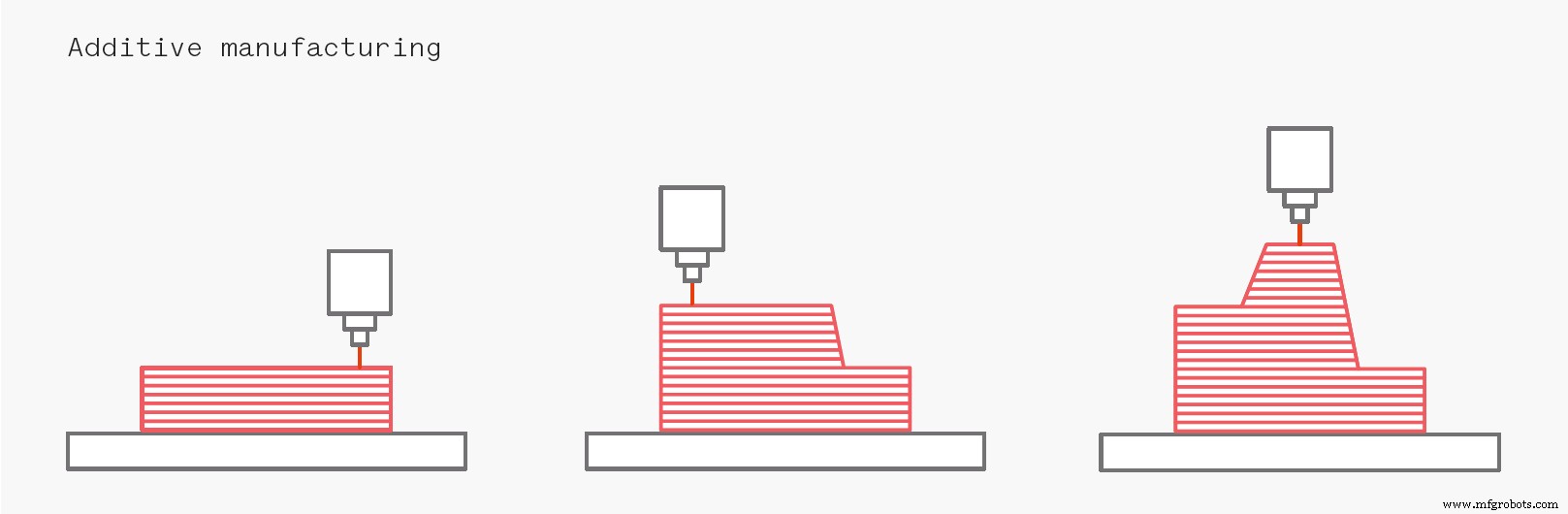
Proses Additive Manufacturing (AM) atau 3D Printing membangun komponen dengan menambahkan material satu lapis dalam satu waktu. Proses AM tidak memerlukan perkakas atau perlengkapan khusus, sehingga biaya penyiapan awal ditekan seminimal mungkin.
Dalam artikel ini, kami menyajikan pertimbangan teknologi utama untuk membantu Anda memilih teknologi yang tepat untuk aplikasi Anda. Kami fokus pada komponen dan prototipe fungsional terbuat dari logam atau plastik. Proses pencetakan 3D yang paling sesuai untuk tujuan ini adalah SLS atau FDM untuk plastik dan SLM/DMLS atau Binder Jetting untuk logam.
Memilih teknologi yang tepat
Saat memilih antara CNC dan Additive Manufacturing (AM), ada beberapa panduan sederhana yang dapat diterapkan pada proses pengambilan keputusan.
Sebagai aturan praktis, semua bagian yang dapat diproduksi dengan upaya terbatas melalui proses pengurangan umumnya harus dibuat dengan mesin CNC. Biasanya hanya masuk akal untuk menggunakan pencetakan 3D dalam kasus berikut:
- Ketika metode tradisional tidak dapat menghasilkan bagian, misalnya untuk yang sangat kompleks, dioptimalkan topologi geometri.
- Saat berputar cepat waktu sangat penting; Komponen cetakan 3D dapat dikirimkan dalam waktu 24 jam.
- Saat berbiaya rendah sangat penting; untuk volume kecil, pencetakan 3D umumnya lebih murah daripada CNC.
- Bila ada angka kecil bagian identik yang diperlukan (kurang dari 10).
- Saat materi diperlukan yang tidak dapat dikerjakan dengan mudah, seperti superalloy logam atau TPU fleksibel.
CNC menawarkan akurasi dimensi yang lebih besar dan menghasilkan suku cadang dengan sifat mekanik yang lebih baik di semua 3 dimensi, tetapi ini biasanya membutuhkan biaya yang lebih besar, terutama jika volumenya kecil.
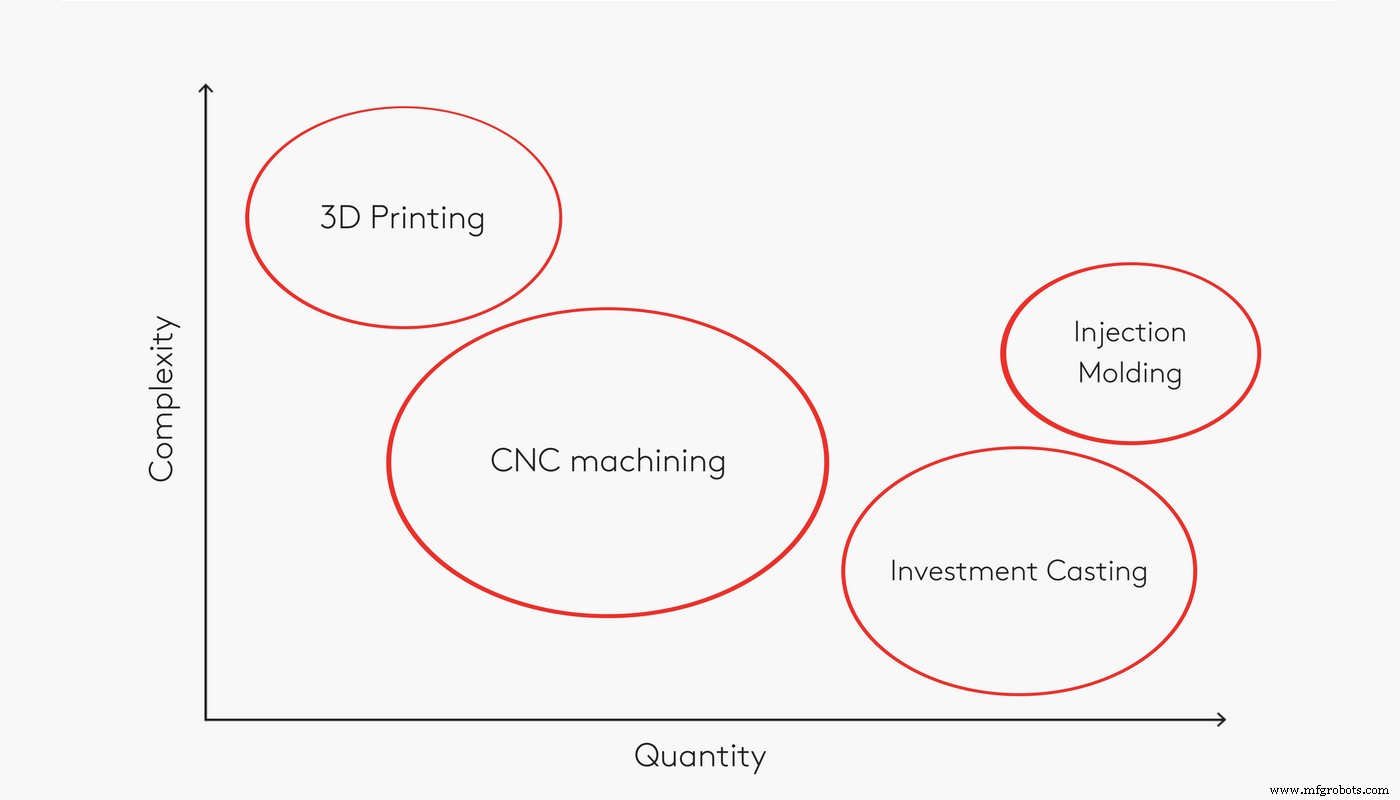
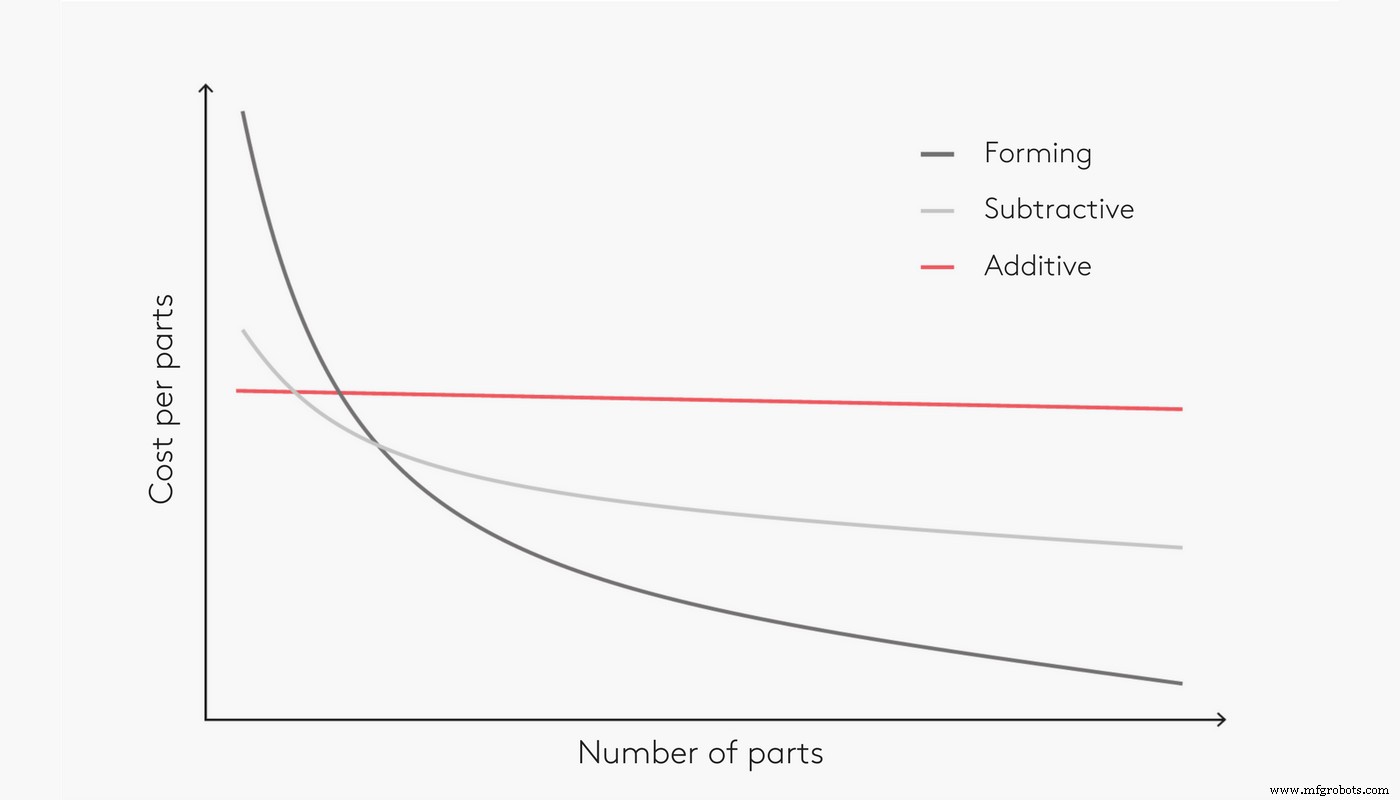
Jika diperlukan jumlah suku cadang yang lebih tinggi, (ratusan atau lebih), maka baik CNC maupun AM tidak dapat menjadi pilihan yang kompetitif secara biaya. Teknologi pembentukan tradisional, seperti casting investasi atau injection molding, umumnya merupakan pilihan yang paling ekonomis, karena mekanisme skala ekonomi (lihat gambar).
Tabel referensi proses yang direkomendasikan
Tidak. bagian |
1 |
10an |
100-an |
1000-an |
Plastik |
Pencetakan 3D |
Pencetakan 3D (pertimbangkan:CNC) |
CNC(pertimbangkan:Cetakan Injeksi) |
Cetakan Injeksi |
Logam |
Pencetakan 3D &CNC* |
CNC(pertimbangkan:Pencetakan 3D) |
CNC(pertimbangkan:Casting Investasi) |
Investasi atau Die Casting |
*:sangat bergantung pada geometri bagian
Penasaran dengan biaya mesin CNC dan 3D Printing? Unggah file CAD Anda ke penawaran instan sekarang!
Dapatkan penawaran CNCDapatkan penawaran pencetakan 3D
Karakteristik proses
Akurasi dimensi
Pemesinan CNC menawarkan toleransi ketat dan pengulangan yang sangat baik . Bagian yang sangat besar hingga sangat kecil dapat dikerjakan dengan mesin CNC secara akurat. Karena bentuk pahat pemotong, sudut dalam akan selalu memiliki radius, tetapi permukaan luar dapat memiliki tepi yang tajam dan dapat dikerjakan dengan sangat tipis.
Sistem pencetakan 3D yang berbeda menawarkan akurasi dimensi yang berbeda. Mesin industri dapat memproduksi suku cadang dengan toleransi yang sangat baik . Jika jarak bebas yang ketat diperlukan, dimensi kritis dapat dicetak 3D berukuran besar dan kemudian dikerjakan dengan mesin selama pemrosesan pasca.
Ketebalan dinding minimum bagian cetakan 3D dibatasi oleh ukuran efektor akhir (misalnya diameter nosel dalam FDM atau ukuran titik laser dalam SLS). Karena bagian dibuat satu lapis pada satu waktu, garis lapisan mungkin terlihat, terutama pada permukaan melengkung. Ukuran bagian maksimum relatif kecil, karena pemrosesan pencetakan 3D seringkali memerlukan kontrol lingkungan yang ketat.
| Toleransi | Min. ketebalan dinding | Ukuran bagian maksimum |
| CNC | ± 0,025 - 0,125 mm * | 0,75 mm | Penggilingan:2000 x 800 x 1000 mm Bubut:500 mm |
| SLS | ± 0,300 mm | 0,7 - 1,0 mm | 300 x 300 x 300 mm |
| FDM | Industri:± 0,200 mm Desktop:± 0,500 mm | 0,8 - 1,0 mm | Industri:900 x 600 x 900 mm Desktop:200 x 200 x 200 mm |
| SLM/DMLS | ± 0.100 mm | 0,40 mm | 230x150x150mm |
| Pengaliran Pengikat | ± 0,200 mm | 2,0 mm | 380 x 355 x 735 mm |
* :Sesuai dengan tingkat toleransi yang ditentukan.
Bahan
CNC terutama digunakan untuk permesinan logam. Ini juga dapat digunakan untuk pemesinan termoplastik, akrilik, kayu lunak dan kayu keras, busa pemodelan dan lilin pemesinan.
- Sifat mekanik dan termal yang hebat dengan perilaku isotropik sepenuhnya.
- Pembatasan dimensi karena ukuran kosong (menggunakan ukuran kosong non-standar akan meningkatkan biaya).
| Material CNC yang umum |
| Plastik | ABS, Nylon, Polycarbonate, MENGINTIP |
| Logam | Aluminium, Baja Tahan Karat, Titanium, Kuningan |
Pencetakan 3D sebagian besar digunakan dengan plastik dan pada tingkat yang lebih rendah untuk logam. Beberapa teknologi dapat menghasilkan suku cadang dari keramik, lilin, pasir, dan komposit. Materi pencetakan 3D adalah topik kompleks yang dibahas lebih lanjut dalam artikel khusus di Basis Pengetahuan.
- Berbagai bahan dengan berbagai sifat fisik.
- Bahan yang sulit untuk dikerjakan (seperti TPU dan superalloy logam) dapat dicetak 3D.
- Mungkin memiliki sifat mekanik yang lebih rendah dibandingkan dengan komponen CNC (biasanya tidak sepenuhnya isotropik).
| Materi pencetakan 3D umum |
| Plastik | Nilon, PLA, ABS, ULTEM, ASA, TPU |
| Logam | Aluminium, Baja Tahan Karat, Titanium, Inconel |
Kompleksitas model
Ada sejumlah batasan yang harus dipertimbangkan saat merancang suku cadang untuk pemesinan CNC, termasuk akses dan jarak bebas pahat, titik penahan atau pemasangan, serta ketidakmampuan untuk membuat sudut persegi mesin karena geometri pahat.
Beberapa geometri tidak mungkin untuk mesin CNC (bahkan dengan sistem CNC 5-sumbu) karena alat tidak dapat mengakses semua permukaan komponen. Sebagian besar geometri memerlukan rotasi bagian untuk mengakses sisi yang berbeda. Reposisi menambah waktu pemrosesan dan tenaga kerja dan jig dan perlengkapan khusus mungkin diperlukan, yang memengaruhi harga akhir.

Pencetakan 3D memiliki sedikit batasan geometri dibandingkan dengan CNC. Struktur pendukung diperlukan di sebagian besar teknologi, seperti FDM atau SLM/DMLS, dan dihapus selama pemrosesan pasca.
Plastik bentuk bebas, geometri organik dapat dengan mudah diproduksi dengan proses fusi unggun serbuk berbasis polimer, seperti SLS atau Multi Jet Fusion (MJF), karena tidak memerlukan dukungan. Kemampuan untuk menghasilkan geometri yang sangat kompleks adalah salah satu kekuatan utama pencetakan 3D.
Alur kerja manufaktur
Inilah yang terjadi di balik layar saat menempatkan pesanan pencetakan CNC atau 3D:
Di CNC, operator ahli atau insinyur harus terlebih dahulu mempertimbangkan pemilihan pahat, kecepatan spindel, jalur pemotongan, dan pemosisian ulang bagian. Semua faktor ini sangat memengaruhi kualitas bagian akhir dan waktu pembuatan. Proses pembuatannya padat karya, karena blok harus dipasang secara manual di dalam mesin. Setelah pemesinan, komponen siap digunakan atau pasca-pemrosesan.
Dalam pencetakan 3D, operator mesin pertama-tama menyiapkan file digital (memilih orientasi dan menambahkan dukungan) dan kemudian mengirimkannya ke mesin, di mana ia dicetak dengan sedikit campur tangan manusia. Saat pencetakan selesai, bagian tersebut perlu dibersihkan dan pasca-pemrosesan, yang merupakan aspek paling padat karya dari alur kerja manufaktur pencetakan 3D.
Pemrosesan pasca
Sejumlah metode pasca-pemrosesan dapat diterapkan pada komponen cetak CNC dan 3D yang meningkatkan fungsionalitas atau estetika komponen yang dibuat. Teknik pasca-pemrosesan yang paling umum tercantum di bawah ini:
| Metode pasca pemrosesan |
| CNC | Bead blasting, anodizing (tipe II atau tipe III), powder coating |
| Pencetakan 3D | Media blasting, pengamplasan dan pemolesan, pemolesan mikro, pelapisan logam |
Studi kasus:membuat prototipe penutup plastik

Saat merancang alat elektronik baru, membuat prototipe untuk enklosur adalah kunci untuk menyelesaikan produk sebelum pembuatan massal. Untuk mempercepat waktu pengembangan, waktu tunggu yang cepat dan biaya rendah adalah tujuan utama.
Selungkup elektronik sering kali memiliki pas snap, engsel hidup atau sambungan dan pengencang yang saling terkait lainnya. Semua fitur ini dapat berupa mesin CNC atau dicetak 3D dengan FDM atau SLS.
CNC dan SLS dapat digunakan untuk membuat prototipe dengan akurasi tinggi dan daya tarik estetika, tetapi FDM desktop memiliki waktu pengerjaan yang jauh lebih singkat dan biaya yang lebih rendah. Karena kinerja mekanis bukanlah tujuan utama proyek ini, manfaat CNC dan SLS biasanya tidak sebanding dengan biaya dan waktu tambahan.
| CNC | FDM Desktop | SLS |
| Biaya | $$ | $ | $$ |
| Materi umum | ABS, Nilon | PLA, ABS, Nilon | Nilon |
| Waktu pengerjaan | 1 - 2 minggu | 1 - 3 hari | Kurang dari seminggu |
| Akurasi | ± 0,125 mm | ± 0,500 mm | ± 0,300 mm |

Braket logam dan komponen mekanis lainnya dapat menahan beban tinggi dan beroperasi pada suhu tinggi. Dalam hal ini, akurasi dimensi dan sifat material yang baik adalah tujuan utama.
Jika model geometrinya sederhana (seperti komponen pada gambar di atas), maka CNC adalah pilihan terbaik dalam hal akurasi, sifat mekanik, dan biaya.
Ketika kompleksitas geometris meningkat atau ketika material yang lebih eksotis diperlukan, pencetakan 3D logam harus dipertimbangkan. Komponen yang dioptimalkan untuk bobot dan kekuatan (seperti tanda kurung pada gambar di bawah) memiliki struktur organik yang sangat sulit dan mahal untuk dikerjakan.
Pencetakan 3D CNC dan logam dapat digabungkan untuk memproduksi suku cadang dengan bentuk organik dan toleransi yang sangat ketat di lokasi kritis.
| CNC | SLM/DMLS | Pengaliran Binder |
| Biaya | $$ | $$$$ | $$$ |
| Materi umum | Aluminium Stainless Steel Kuningan | Stainless Steel Aluminium Titanium Inconel Cobalt-Chrome | Baja Tahan Karat Inconel Cobalt-Chrome Tungsten carbide |
| Akurasi | ± 0,025 mm | ± 0.100 mm | ± 0,200 mm |
| Sifat mekanis | Bagus sekali | Bagus sekali | Bagus |

Aturan praktis
Memilih teknologi yang tepat untuk aplikasi Anda sangat penting dan dapat diringkas menjadi aturan praktis berikut:
- Permesinan CNC paling cocok untuk jumlah sedang hingga tinggi (kurang dari 250-500 bagian) dan geometri yang relatif sederhana.
- Pencetakan 3D umumnya paling baik untuk kuantitas rendah (atau prototipe sekali pakai) dan geometri kompleks.
- Saat mempertimbangkan logam, CNC dapat bersaing dengan harga bahkan untuk kuantitas rendah, namun batasan geometri tetap berlaku.
- Bila jumlahnya tinggi (lebih dari 250 - 500 bagian) teknologi pembentukan lain lebih cocok.