Jeda dalam pencetakan 3D:sisipan dan perubahan warna

Ketika pengguna printer 3D FDM mencapai pengetahuan rata-rata, dia berusaha meningkatkan kerumitan cetakannya, baik dari segi fungsionalitas maupun finishing. Selanjutnya, serangkaiantips untuk meningkatkan performa printer 3D dibahas berkat penghentian terprogram dan sisipan logam.
Penghentian terjadwal
Penghentian terjadwal adalah tindakan yang sangat sederhana untuk dilakukan dan banyak pengguna takut melakukannya. Langkah pertama untuk berhenti adalah tahu persis berapa ketinggian (dalam milimeter) Andaingin berhenti mencetak untuk alasan apa pun. Tergantung pada perangkat lunak laminasi yang digunakan oleh pengguna, dapat ditemukan secara langsung (nomor lapisan X) atau tidak langsung (X mm). Yang terakhir, Anda harus mencari nomor lapisan di mana Anda ingin berhenti dan mengalikannya dengan ketebalan setiap lapisan untuk mendapatkan tinggi total dalam milimeter.
Setelah tinggi total diketahui, misalnya 14 mm, ada dua cara memprogram stopkontak:langsung di GCode atau di perangkat lunak laminasi.
Pada awal pencetakan 3D, GCode suatu bagian dimodifikasi untuk memprogram penghentian pada ketinggian yang diinginkan. Untuk ini pengguna harus mencari ketinggian lapisan (Layer) dan di baris kode berikutnya masukkan perintah M600 . Perintah ini adalah perubahan filamen yang menghadirkan printer 3D standar yang menggunakan Marlin atau turunannya.
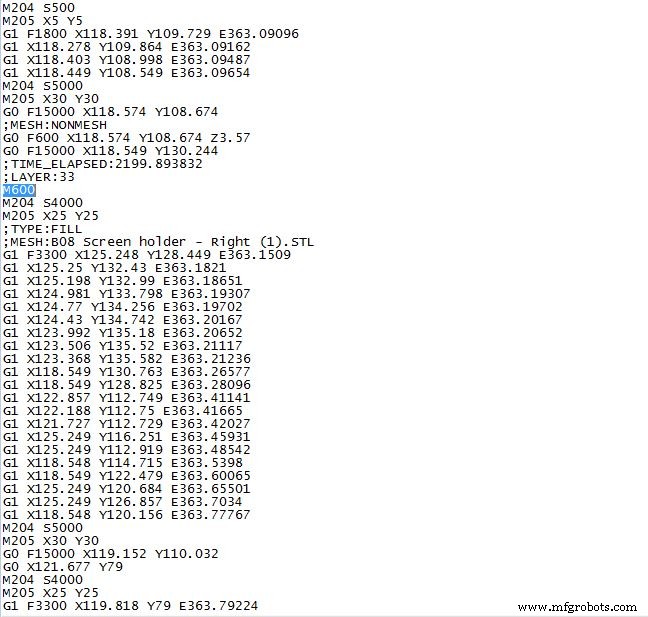
Gambar 1:GCode dengan penghentian M600
Saat ini ada metode lain untuk menghentikan dengan cara yang lebih sederhana . Perangkat lunak laminasi seperti Cura3D memiliki plugin untuk melakukan berbagai jenis penghentian. Karena cara ini sangat mudah untuk melakukan tindakan ini, paragraf berikut menjelaskan kemungkinan jenis penghentian.
Perubahan filamen
Penghenti penggantian filamen adalah tindakan yang ideal saat Anda ingin membuat potongan dalam beberapa warna dengan ekstruder tunggal, meskipun pengguna harus mempertimbangkan saat mendesain bahwa ini hanya berlaku untuk perubahan warna di sepanjang sumbu Z dan pada ketinggian lapisan yang berbeda. Untuk memprogram perubahan filamen dengan Cura3D, buka "Extensions -> Postprocessing -> Modify GCode" dan pilih "Change Filament", di mana Anda harus memilih ketinggian lapisan, panjang retraksi dan penyisipan filamen dan posisi yang diinginkan untuk memindahkan HotEnd selama berhenti. Konfigurasi ini dapat diulangi sebanyak yang diinginkan pengguna.
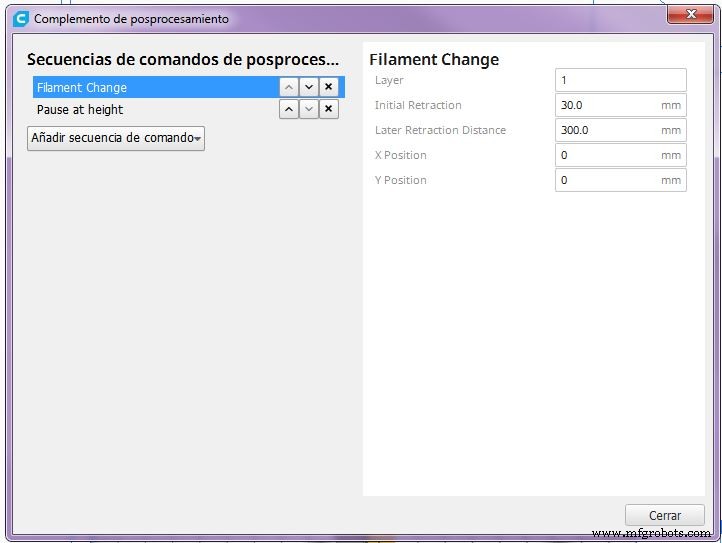
Gambar 2:Ganti filamen dengan penyembuhan 3D. Sumber:Kura 3D
Berhenti pada ketinggian yang diinginkan
Melakukan stop pada ketinggian tertentu sangat berguna untukmemasukkan beberapa elemen ke dalam bagian yang sedang dicetak, seperti bagian cetakan lainnya, magnet atau mur. Memasukkan mur ke dalam komponen cetak adalah tindakan yang sangat menarik dan produktif saat membuat komponen fungsional. Untuk itu, desain harus dilakukan dengan mempertimbangkan ukuran mur (panjang antara muka pada dua sumbu), jarak yang diperlukan dari rumahan dan posisi penempatan mur itu sendiri. Jika posisi mur meninggalkan ruang tanpa bahan, sesuatu yang umum ketika mur tidak ditempatkan sejajar dengan alas cetak, disarankan untuk mencetak potongan untuk menempatkannya di atas mur itu sendiri, yang berhasil menempati ruang kosong sampai ketinggian lapisan yang telah dihentikan. Gambar berikut menunjukkan apa yang dijelaskan di atas; bagian ungu adalah bagian dasar, bagian oker adalah mur dan bagian biru adalah bagian cetakan untuk mengisi celah yang tidak diinginkan.
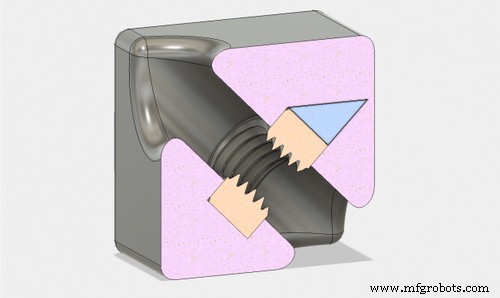
Gambar 3:Cara memasukkan mur pada bidang miring. Sumber:Markforged
Jenis perhentian ini diprogram dalam Cura3D di bagian:"Extensions -> Postprocessing -> Modify GCode" dan pilih "Pause at height" . Baik dengan jenis penghentian ini maupun dengan "Perubahan Filamen", saat printer 3D mencapai ketinggian yang dipilih, printer akan berhenti mencetak hingga pengguna melanjutkannya lagi dengan menekan salah satu tombol di layar.
sisipan logam
Alternatif untuk memasukkan mur di tengah cetakan adalah dengan menggunakan sisipan logam. Terlepas dari jenis sisipan, pengguna harus mengetahui dengan jelas tentang dua faktor utama sisipan:ketahanan terhadap ekstraksi dan ketahanan terhadap rotasi . Ketahanan terhadap ekstraksi adalah perlawanan sisipan untuk meninggalkan rumahannya saat sekrup dikencangkan. Ini adalah nilai yang dapat ditingkatkan dengan menambah panjang sisipan. Ketahanan terhadap rotasi adalah perlawanan sisipan untuk berputar sendiri saat mengencangkan sekrup. Dalam hal ini resistansi meningkat dengan bertambahnya diameter lubang. Aspek lain yang harus dipertimbangkan secara umum adalah diameter yang diperlukan untuk setiap jenis dan ukuran sisipan, yang perlu dikonsultasikan dengan lembar data teknis pabrikan untuk mendapatkan diameter lubang yang disarankan.
Dengan jelas poin di atas, dalam pencetakan 3D biasanya digunakan dua jenis insert:heat threaded insert dan insert threaded self-tapping.
Panaskan sisipan berulir
Jenis sisipan ini digunakan dengan bahan termoplastik , yang meleleh pada suhu rendah. Cara penggunaannya sangat sederhana dan hanya membutuhkan tukang las panas atau sumber panas lainnya, yaitu dengan kontak panas sisipan. Geometri dari komponen-komponen ini dirancang sedemikian rupa sehingga ketika plastik meleleh dari dinding lubang, sebuahpenyatuan yang tahan terbentuk, yang mencegahnya keluar atau menyala sendiri.
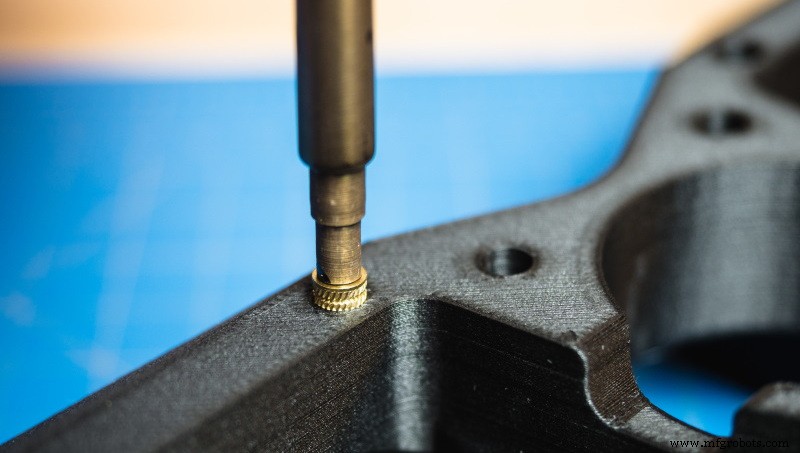
Gambar 4:Memperkenalkan sisipan panas. Sumber:Markforged
Jenis sisipan ini ideal untuk sebagian besar komponen dan bahan yang digunakan dalam pencetakan FDM 3D.
Sisipan berulir yang dapat disadap sendiri ketik ensat
Bahan tertentu yang digunakan dalam SLS 3D dan pencetakan resin meleleh pada suhu yang lebih tinggi atau tidak berperilaku stabil saat dipanaskan. Dalam kasus ini, sebaiknya gunakan sisipan berulir self-tapping (semak Ensat).
Sisipan jenis ini memungkinkan penyatuan dengan sekrup dengan kapasitas beban dan suhu tinggi . Bentuknya yang mengerucut di ujung bawah disertai alur pemotongan, membuat benang otomatis masuk ke dalam lubang. Untuk memasukkannya, Anda hanya memerlukan sekrup dengan diameter dalam sisipan dan dua mur untuk membuat mur pengunci.
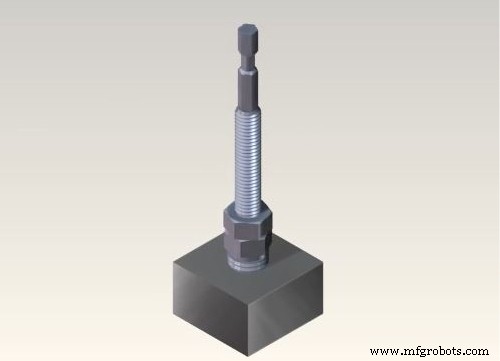
Gambar 5:Sistem mur pengunci. Sumber:Norelem
Untuk kedua jenis sisipan ini juga terdapat alat khusus, direkomendasikan untuk pengguna yang melakukan proses jenis ini seperti biasa.
Kesimpulan
Dengan mengikuti saran yang disebutkan di atas, setiap pengguna Printer 3D dapat meningkatkan bidang aplikasinya berkat peningkatan fungsionalitas bagian-bagiannya.


