Pentingnya jenis isian dalam pencetakan 3D
Semua pengguna printer 3D mengetahui bahwa bagian cetakan 3D memiliki dua zona berbeda, cangkang dan pengisi (infill). Parameterisasi yang benar dari kedua nilai ini memengaruhi ketahanan mekanis, hasil akhir, waktu pencetakan, dan biaya. Cangkang adalah dinding luar dari potongan di mana kedua lapisan yang bersentuhan dengan dasar pencetakan dan lapisan atas yang mencakup penyelesaian akhir permukaan disertakan.
Dalam artikel ini, kita akan berfokus pada bagian dalam bagian, yaitu pengisian . Program laminasi (Cura3D, Simplify3D, dll) memungkinkan kami untuk memilih bentuk dan persentase isi yang kita inginkan. Selanjutnya kami mengutip kemungkinan konfigurasi yang paling penting.
Persentase isi dalam pencetakan 3D
Isi jumlah bahan yang mengisi bagian dalam karya . Biasanya, program bergulir memungkinkan persentase materi dimodifikasi dari 0% (bagian kosong) hingga 100% (bagian yang benar-benar solid) . Selalu berbicara tentang konfigurasi yang sama dari tinggi dan lebar lapisan rumahan, nilai ideal dari persentase pengisi tergantung pada aplikasi akhir dari potongan yang dimaksud. Persentase yang paling sering digunakan, yang digunakan banyak program laminasi sebagai data standar , adalah 20% . Dengan persentase ini Anda bisa mendapatkan potongan dengan kekuatan sedang / tinggi, bobot rendah dan waktu pencetakan yang sangat efisien , yang berubah menjadi bagian dengan rasio resistansi/biaya yang baik.
Untuk prototipe non-fungsional, model dan objek paparan sederhana lainnya, pengisi yang disarankan adalah 10%. Dengan persentase yang rendah, waktu pencetakan yang lama dari figur atau objek kompleks yang tidak membutuhkan ketahanan terhadap tekanan apa pun berkurang. Sebaliknya, setiap pengguna jelas bahwa untuk mencapai kekuatan tarik maksimum mereka harus membuat potongan mereka pada 100% isi, tetapi ini menyiratkan biaya yang lebih tinggi, baik dalam hal waktu dan bahan dan potongannya lebih berat. Di luar nilai yang telah disebutkan, kami merekomendasikan untuk mempelajari setiap kasus secara detail sesuai dengan resistansi / waktu pencetakan dengan mempertimbangkan bahwa dari 25% hingga 50% pengisian, resistansi dinaikkan sebesar 25% dan dari 50% hingga 70% resistensi pengisian hanya ditingkatkan sebesar 10%.
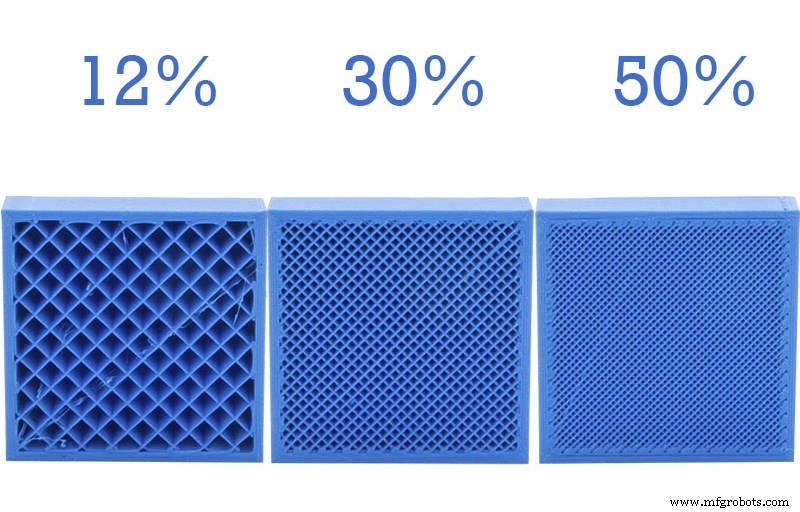
Gambar 1:Persentase isi yang berbeda
Rekomendasi kami adalah menggunakan 10% isian untuk figur dan objek yang tidak mendukung beban, 20% untuk potongan penggunaan normal dengan beban sedang/rendah, 60% jika Anda perlu membuat karya akhir dengan resistansi sedang dan valid untuk dilubangi atau disekrup, dan akhirnya 100% untuk mencapai kekuatan material yang maksimal. Kami ingin menekankan bahwa orientasi pembuatan suku cadang memengaruhi resistansi akhir, yaitu, orientasi sama pentingnya dengan persentase pengisi.
Jenis isian
Bergantung pada perangkat lunak laminasi yang digunakan, ada berbagai jenis pengisi, tetapi empat yang paling banyak digunakan (Persegi Panjang, Segitiga atau Diagonal, Goyangan dan Sarang Lebah) muncul di semua (Simplify3D, Cura3D, Slic3r, dll).

Isi persegi panjang
Secara default, perangkat lunak ini menggunakan pengisi persegi panjang, yang logis karena memiliki struktur yang kuat ke segala arah dan relatif cepat saat membuat lapisan tegak lurus di atas satu sama lain.

Isi segitiga
Pengisi segitiga diterapkan, seperti dalam struktur kehidupan sehari-hari, untuk mencapai ketahanan maksimum ke arah dinding, hal ini disebabkan dekomposisi setengah dari gaya yang diterapkan dengan berada pada 45° garis yang membentuk setiap lapisan.

Goyang isi
Sebaliknya, jika kebutuhan kita adalah untuk mendapatkan bagian yang fleksibel, dapat dimampatkan, dan selembut mungkin, pengisi terbaik adalah Wiggle. Pengisi zigzag ini meningkatkan gaya pantulan dan memberikan dukungan yang cukup untuk memastikan lapisan total bagian atas potongan.

Sarang lebah isi (Tri-heksagonal)
Terakhir, dengan mengandalkan sifat bijak, pengisi sarang lebah (panel lebah) berbentuk heksagonal banyak digunakan sebagai inti untuk memberi kekuatan pada bagian yang terbuat dari serat karbon dan jenis serat lainnya. Dalam pencetakan 3D, FDM / FFF menawarkan resistansi yang besar pada potongan ke segala arah, lebih besar dari pengisi persegi panjang, tetapi dengan waktu pencetakan yang lebih lama.
Dalam pandangan kami, pengisian persegi cukup kuat untuk 90% aplikasi pencetakan 3D , 10% sisanya adalah kasus di mana pengisian yang sangat spesifik harus digunakan.
Rekomendasi kami untuk memilih infill
Konfigurasi pengisian yang benar merupakan langkah yang sangat penting untuk mendapatkan resistansi yang diinginkan pada bagian yang dibuat dengan pencetakan 3D FDM / FFF. Our recommendation is to use the rectangular infill with a 10% density for non-functional parts, models or prototypes, 20% infill for parts with normal use subjected to low / medium loads and 60% for elements that have to withstand high loads. The type of infill and percentage values must also be adjusted to each type of 3D printer , and , if the material to be used is rigid (PLA, ABS, PETG, Nylon, etc) or flexible (Filaflex TPE or TPU) to get the best possible result.


