sisipan pencetakan 3D
Pembuatan aditif memiliki banyak keuntungan, termasuk kemungkinan mencetak set bagian dalam satu cetakan atau geometri kompleks seperti benang. Namun, dalam kasus terakhir, desain ulir tidak dibuat sehingga ada kemungkinan perakitan biasa karena terbuat dari plastik, dapat berubah bentuk dan kehilangan dimensi atau bahkan patah.
Saat Anda ingin membuat jenis suku cadang tertentu di dunia pencetakan 3D, ada banyak kesempatan ketika perlu menggunakan sambungan yang kuat untuk membuat suku cadang yang dapat dilepas atau untuk memastikan pengikatan permanen elemen volume besar.
Komponen mekanis yang diproduksi dengan menggunakan teknologi tradisional menjadi pendukung pembuatan komponen aditif. Dan dalam kasus khusus penyambungan bagian, sisipan sangat penting.
Apa itu sisipan?
Alternatif untuk memasukkan mur di tengah cetakan adalah dengan menggunakan sisipan logam. Sisipan logam adalah pengencang berulir yang dimasukkan ke dalam lubang untuk memberikan kemungkinan sambungan ulir sekrup pada bagian tersebut.

Gambar 1:Sisipan. Sumber:Filament2print.
Ada dua faktor utama yang perlu dipertimbangkan saat memilih jenis sisipan terbaik: ketahanan tarik dan ketahanan puntir.
Biasanya, faktor seperti diameter dan ukuran sisipan akan diperhitungkan (yang perlu mengacu pada lembar data teknis pabrikan). Dan bahan, baik sisipan maupun plastik tempat pemasangan akan dilakukan. Ada berbagai macam sisipan untuk dipasang di semua jenis material, baik untuk logam, kayu, plastik atau sejenisnya. Bahan yang paling umum dalam pembuatan sisipan adalah kuningan, meskipun bahan lain seperti baja tahan karat (tahan korosi) atau aluminium (lebih ringan) juga muncul.
Untuk FDM (saat memproduksi dengan bahan termoplastik) hampir semua sisipan akan cocok, namun saat diproduksi oleh SLA (yang menggunakan bahan termoseting dan oleh karena itu setelah dicetak tidak dapat diubah dengan panas atau tekanan) hanya insert self-tapping atau helicoil yang dapat dipasang.
Sangat penting untuk ditekankan bahwa meskipun dalam FDM insert yang terbuat dari hampir semua jenis material dapat digunakan, prosedur untuk menempatkan insert ini akan selalu lebih bermasalah daripada di bagian SLA. Hal ini disebabkan oleh non-isotropi bagian tersebut, yang berarti bahwa saat berhadapan dengan sisipan yang ditempatkan dingin, tekanannya sedemikian rupa sehingga bagian tersebut mengelupas.
Ada banyak jenis sisipan, dan klasifikasi umumnya berdasarkan bentuk sisipannya.
Jenis sisipan
Pemasukan panas: Sisipan panas digunakan dengan bahan termoplastik, yang meleleh pada suhu rendah. Metode penggunaannya sangat sederhana dan hanya membutuhkan besi solder atau sumber panas lainnya (Modifi3D Pro), yang menyebabkan insert memanas melalui kontak melalui transmisi panas. Untuk memasang insert jenis ini, harus ada lubang pada bagian yang diameternya sedikit lebih kecil dari diameter luar insert. Menggunakan alat penyisipan, dan mengendalikan tekanan (karena bagian di sekitar lubang dapat meleleh), tekan sisipan di tepi lubang untuk melebarkan plastik. Sisipan akan terjepit di antara serat plastik saat mendingin. Sisipan akan berada di posisi yang tepat saat kedua sisi, bagian dan sisipan, berada pada level yang sama. Dengan posisi yang benar dari insert jenis ini, kekuatan tarik 15 kg dan kekuatan torsional 2,5 kg dapat dicapai. Selain itu, heat tapped insert memiliki kedua lubang terbuka sehingga dapat dipertimbangkan melalui lubang, artinya panjang insert tidak akan menjadi batasan meskipun sekrup yang akan diketuk harus dimasukkan lebih dalam dari panjang insert itu sendiri.

Gambar 2:Sisipan panas. Sumber:Filament2print.
Tekanan :Sisipan tekanan, atau paku keling, membutuhkan lubang dengan diameter yang sama dengan paku keling. Pemasangannya sangat sederhana karena, seperti paku keling lainnya, paku keling hanya perlu ditekan ke tempatnya dengan alat kompresi. Seperti pada kasus sebelumnya, sisipan akan berada pada posisi yang benar jika kedua tepi berada pada level yang sama. Sangat penting untuk diperhatikan bahwa selama pemasangan, sisipan harus ditekan dengan benar karena bagian-bagiannya dapat hancur di dekat lubang.
Self-threading :Untuk bahan tertentu yang digunakan dalam pencetakan SLS dan resin 3D yang meleleh pada suhu yang sangat tinggi atau tidak menunjukkan perilaku stabil saat dipanaskan, insert self-threading sangat ideal. Ditandai dengan utas internal dan eksternal untuk kemudahan pemasangan di bagian tersebut, sisipan ini ditempatkan menggunakan alat ulir tipe ensat. Bagian tersebut harus dibuat dengan lubang yang memiliki diameter nominal yang sama dengan sisipan, karena sisipan ini membuat ulir pada plastik saat dipasang, sehingga menghasilkan rakitan yang dapat mengalami tekanan yang jauh lebih besar dibandingkan dengan sisipan panas. Selain itu, sisipan ini terbuat dari baja tahan karat, bahan yang sangat tahan aus dan lingkungan yang agresif.

Gambar 3:Sisipan dan alat sadap otomatis. Sumber:Filament2print.
Helicoil :Seperti sisipan self-tapping, sisipan helicoil juga memiliki 2 utas dan berfungsi dengan cara yang sama. Ukuran lubang pada benda kerja harus sesuai dengan standar helicoil yang dipilih. Agar pas dengan sisipan, benang harus dibuat terlebih dahulu di dalam lubang menggunakan keran lalu dipasang menggunakan alat. Akhirnya, flensa kecil di bagian bawah sisipan, yang berfungsi sebagai penahan alat pemasangan, putus. Meskipun benar bahwa sisipan ini tidak murah, tampilan dan kepraktisannya luar biasa.
Rekomendasi
Berkenaan dengan diameter lubang, harus diperhatikan bahwa saat mencetak part akan ada variasi dimensi antara desain 3D dan part, oleh karena itu saat mendesain lubang itu akan diperlukan untuk menerapkan toleransi kepada mereka. Selain itu, lubang harus cukup panjang untuk pemasangan sisipan, juga dengan mempertimbangkan panjang tambahan tonjolan sekrup. Hal lain yang perlu diperhatikan terkait desain adalah ketebalan dinding; coba terapkan nilai yang cukup tinggi sehingga saat pemesinan lubang, tidak masuk ke pengisi bagian.
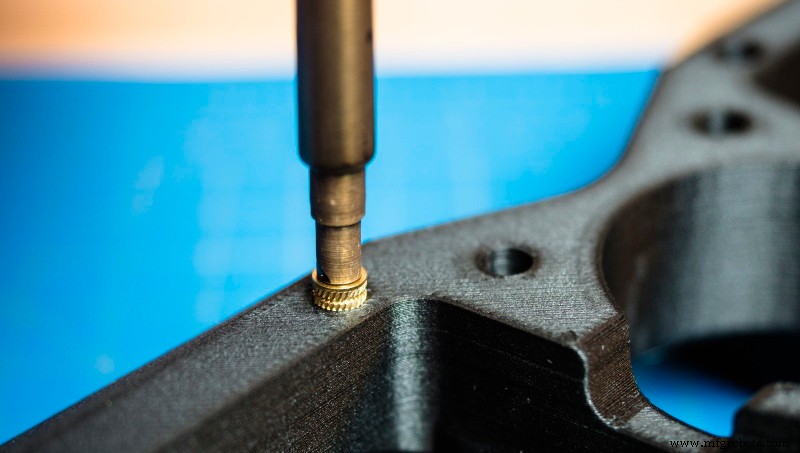 Gambar 4:Penyisipan insert dengan panas. Sumber:Markforged.
Gambar 4:Penyisipan insert dengan panas. Sumber:Markforged.
Dalam hal pemasangan, sangat penting untuk memastikan aspek-aspek tertentu seperti pemosisian dan kecepatan pengoperasian. Selalu pastikan sisipan, sejauh mungkin, berada di tengah dan tegak lurus terhadap lubang . Hal ini berlaku untuk panas, tekanan atau insert berulir, karena memasukkan insert dapat menyebabkan cross-threading dan kerusakan pada thread atau bahkan mengakibatkan kesalahan pemasangan sekrup penghubung berikutnya. Perlu diingat bahwa bagian-bagiannya terbuat dari plastik dan sisipannya adalah elemen logam akan mempengaruhi kecepatan pemasangan, karena kekerasan logam dapat merusak bagian yang dicetak. Inilah mengapa kecepatan harus dikontrol agar tidak merusak dinding lubang.
Seperti yang kita ketahui, pencetakan 3D sedang dalam evolusi penuh dan solusi seperti inilah yang membuat perbedaan dalam hal mendapatkan suku cadang dengan kompleksitas yang lebih besar dan yang merespons kebutuhan industri dengan lebih akurat.


