Filamen larut untuk dukungan
Salah satu batasan utama pencetakan 3D FFF dibandingkan dengan teknologi manufaktur aditif lainnya adalah perlunya area cetakan dari setiap lapisan didukung oleh lapisan cetakan sebelumnya. Ini berarti bahwa setiap bagian dari bagian dengan overhang lebih besar dari 45º atau jembatan lebih panjang dari 10mm membutuhkan struktur pendukung.
Pada printer 3D FFF ekstruder tunggal, satu-satunya opsi untuk menghasilkan struktur pendukung adalah menggunakan bahan cetak yang sama dengan komponen tersebut. Penopang ini harus dilepas secara mekanis setelah pencetakan selesai, dan berbagai strategi digunakan untuk memfasilitasi ini, seperti membuat penopang ini dengan struktur kerapatan rendah dan meninggalkan lapisan pemisah antara penopang dan bagiannya. Hal ini memungkinkan penopang dilepas secara manual tanpa menggunakan alat, meskipun lapisan akhir permukaan yang bersentuhan dengan penopang sering kali tidak selesai dengan baik.

Gambar 1:Mendukung komponen cetak 3D. Sumber:3DHub
Pada printer 3D FFF dengan ekstruder ganda, rentang opsi diperluas, karena tidak perlu menggunakan bahan yang sama untuk bagian dan untuk penyangga. Ini membuka pintu untuk menggunakan bahan yang larut dalam pelarut yang tidak melarutkan bahan bagian . Hal ini memungkinkan untuk menggunakan penopang padat yang bersentuhan dengan benda kerja yang menjamin hasil akhir yang sangat baik pada permukaan kontak.
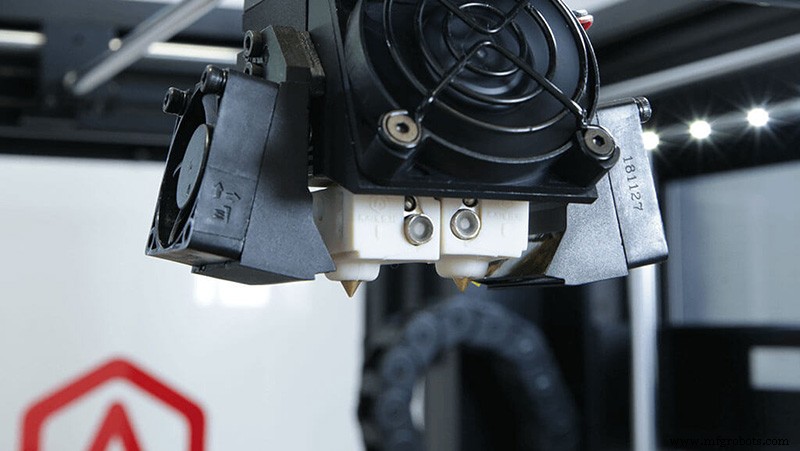
Gambar 2:Extruder ganda Raise3D Pro2. Sumber:Raise3D
Ada banyak filamen pendukung terlarut berbeda yang tersedia, tetapi tidak semuanya sama, juga tidak semuanya memiliki kompatibilitas yang sama. Saat memilih bahan pembawa yang larut, penting untuk mempertimbangkan sejumlah karakteristik untuk memastikan kompatibilitas dengan bahan cetak yang digunakan. Karakteristik tersebut adalah:
Saat ini ada tiga jenis utama bahan pendukung yang dapat larut:
- Filamen larut pelarut organik
- Filamen larut air menggunakan aktivator
- Filamen larut air
FILAMEN LARUT DALAM PELARUT ORGANIK.
Ini adalah bahan dengan sifat yang mirip dengan bahan yang digunakan pada bagian tersebut tetapi dapat dilarutkan dalam pelarut yang tidak menyerang atau melarutkan bahan pelengkapnya.
Saat ini tidak banyak pilihan untuk jenis filamen ini, terutama karena dua masalah:di satu sisi, bahan dengan sifat fisikokimia serupa yang membuatnya kompatibel satu sama lain juga umumnya berperilaku serupa dengan sebagian besar pelarut, sehingga sulit menemukan pelarut yang cocok. Di sisi lain, banyak dari pelarut organik ini sangat beracun atau tidak dapat diakses oleh sebagian besar pengguna dan memerlukan pengolahan limbah khusus.
Gambar 3:D-Limoneno. Sumber:Filament2print
Filamen jenis ini yang paling umum digunakan adalah HIPS, yang sifatnya membuatnya kompatibel dengan sebagian besar bahan berbasis ABS dan ASA. Selain memiliki sifat termal yang serupa, ia memiliki daya rekat yang baik terhadap ABS dan ASA. Saat ini salah satu materi pendukung yang paling banyak digunakan, bukan hanya karena kompatibilitasnya dengan ABS, tetapi juga karenabiayanya yang rendah dan karena larut dalam D-Limonene, pelarut organik yang mudah diakses, murah, dan toksisitas rendah.
FILAMEN LARUT AIR MELALUI PENGGUNAAN AKTIVATOR.
Ini adalah polimer berbasis ATP (akrilat terpolimer). Bahan-bahan ini memiliki karakteristik larut dalam larutan alkali. Mereka memiliki kompatibilitas yang sangat baik dengan bahan berbasis ABS dan ASA, dan juga dapat digunakan dengan polikarbonat (walaupun kompatibilitasnya agak lebih rendah).
Mereka tidak langsung larut dalam air, karena membutuhkan air untuk memiliki pH basa, jadi penggunaan aktivator penyangga, seperti 3DWash, diperlukan.

Gambar 4:3DWash. Sumber:Traxer
Mereka adalahalternatif sempurna untuk HIPS , tidak hanya karena mereka tidak memerlukan penggunaan pelarut organik, tetapi juga karena mereka adalah filamen yang dikembangkan dan ditambahkan secara khusus untuk digunakan sebagai bahan pendukung, sehingga mereka umumnya larut lebih cepat dan meninggalkan lebih sedikit residu pada bagian tersebut.
Video 1:Presentasi video PolyDissolve S2. Sumber:Pembuat poli
Beberapa perwakilan filamen adalah PolyDissolve S2 dan Z-SUPPORT ATP.
FILAMEN LAUT AIR
Salah satu tujuan utama pabrikan adalah mendapatkan filamen pendukung yang larut langsung dalam air. Hal ini karena tidak memerlukan pelarut organik atau larutan basa, menjadikannya alternatif yang paling aman danpaling mudah diakses oleh sebagian besar pengguna.
Inilah sebabnya mengapa ini adalah kategori dengan variasi material terluas, dan dengan opsi yang kompatibel dengan berbagai macam filamen.
Di dalam filamen yang larut dalam air, dua jenis dapat dibedakan:
Filamen larut air kompatibel dengan bahan suhu rendah: Ini adalah filamen berdasarkan PVA (polivinil alkohol) atau BVOH (butenediol vinyl alcohol) . Kedua material tersebut memiliki kompatibilitas yang sangat baik dengan PLA dan dapat digunakan dengan PA (walaupun kompatibilitasnya tidak sebaik itu). BVOH dapat dianggap sebagai evolusi PVA dan memiliki sejumlah keunggulan dibandingkan PVA, seperti kompatibilitas yang lebih baik dengan PETG atau bahkan dengan beberapa filamen fleksibel dan laju disolusi yang lebih tinggi dalam air dingin. Beberapa filamen PVA adalah LAY-PVA atau PVA Raise, sedangkan Mowiflex atau Z-SUPPORT Premium didasarkan pada BVOH.
Video 2:Perbandingan antara PVA dan BVOH. Sumber:BCN3D
Filamen larut air yang kompatibel dengan bahan bersuhu tinggi:Ini adalah filamen pendukung tercanggih yang tersedia saat ini. Mereka terbuat dari bahan yang terdiri dari campuran polimer yang larut dalam air (mirip dengan yang sebelumnya) dan gula, umumnya trehalosa, polisakarida yang cepat larut dalam air dan dengan stabilitas termal yang tinggi. Proporsi antara polimer dan gula, bersama dengan penggunaan aditif tertentu yang spesifik untuk masing-masing produsen, memungkinkan diperolehnya berbagai formulasi bahan yang larut dalam air yang kompatibel dengan bahan dalam berbagai suhu, dari ABS hingga PEEK atau ULTEM.

Gambar 5:Bagian PA-CF dengan penyangga terbuat dari Aquatek X1. Sumber:3DXTech
Beberapa filamen seperti Aquasys 120 atau Aquatek X1 kompatibel dengan PLA serta ABS, ASA, PA, PETG atau filamen fleksibel tertentu . Aquasys 120 dapat juga digunakan dengan PC atau PP. Selain itu, kedua bahan tersebut dapat menahan suhu ruang hingga 120°C dan karenanya juga cocok untuk digunakan pada printer industri.
Satu langkah di atas adalah Aquasys 180, mungkin materi pendukung paling canggih dan paling kompatibel yang tersedia saat ini. Selain kompatibel dengan bahan yang sama dengan Aquasys 120, dapat digunakan dengan PEKK, PEEK, ULTEM, dan PPSU karena dapat menahan suhu ruang hingga 180°C.

Gambar 6:Bagian dengan penyangga yang diproduksi di Aqusys 180. Sumber:Infinite Material Solutions
Namun, keuntungan utama dari jenis filamen ini (kelarutannya yang tinggi dalam air) juga kerugian utamanya, karena sangat sensitif terhadap kelembapan lingkungan . Hal ini mengharuskan untuk menyimpan filamen ini dalam wadah khusus, baik selama penyimpanan maupun penggunaan . Selain itu, karena filamen ini menyerap kelembapan, daya rekatnya memburuk dan risiko penyumbatan meningkat.
CARA MEMILIH FILAMEN LARUTAN YANG PALING COCOK.
Saat memilih filamen larut yang paling cocok, perlu menganalisis bahan yang akan dilengkapi.
ABS/ASA :Secara umum disarankan untuk menghindari penggunaan HIPS karena melibatkan penanganan pelarut organik dan menghasilkan limbah yang tidak dapat dibuang secara langsung. Dalam hal ini, filamen ATP yang larut dalam air dengan menggunakan aktivator adalah opsi yang paling direkomendasikan. Mereka memiliki kompatibilitas yang sangat baik dengan bahan-bahan ini dan memiliki kepekaan yang rendah terhadap kelembapan, membuatnya lebih mudah disimpan dan digunakan, serta meminimalkan risiko kegagalan pencetakan.
-
PLA :Bahan dengan kompatibilitas terbaik dengan PLA adalah yang berbasis PVA dan BVOH. Di dalamnya, bahan berbasis BVOH kurang sensitif terhadap kelembapan, meskipun secara umum bahan berbasis PVA harganya sedikit lebih murah.
PETG/PA: Meskipun dimungkinkan untuk menggunakan PVA dan BVOH sebagai bahan pendukung dengan PETG dan PA, kompatibilitasnya tidak terlalu baik. Dalam hal ini, opsi terbaik adalah filamen larut air yang kompatibel dengan bahan bersuhu tinggi seperti Aquasys 120.
INTIP/PEKKK/PEI/PPSU: Dalam hal ini, opsi terbaik adalah menggunakan Aquasys 180, karena merupakan bahan yang menjamin kompatibilitas terbaik dengan bahan jenis ini dan memiliki stabilitas termal terbaik pada suhu tinggi.
Jika Anda biasanya menggunakan penyangga yang dapat larut dengan bahan yang berbeda, opsi yang ideal adalah menggunakan satu bahan yang kompatibel dengan semua bahan, seperti Aquasys 120 atau Aquatek X1, daripada memiliki bahan yang berbeda untuk setiap bahan.
Meskipun filamen larut sering disebut sebagai satu kelompok, mereka sebenarnya terdiri dari bahan yang berbeda, dengan karakteristiknya sendiri yang sangat spesifik. Saat ini, Anda dapat menemukan filamen larut berkualitas tinggi yang kompatibel dengan hampir semua bahan di pasaran, mulai dari PLA hingga PEEK.


