Menghindari Desain Buruk yang Menakutkan:12 Hal yang Tidak Boleh Dilakukan
Biasanya, kami suka menulis tentang praktik desain terbaik untuk membantu memastikan bagian Anda sempurna. Dalam semangat semua hal yang menyeramkan dan Halloween-y, mari kita bahas beberapa tip khusus saluran layanan tentang "apa yang tidak boleh dilakukan" untuk menghindari bagian buruk yang benar-benar menakutkan. Setelah memproduksi ratusan ribu suku cadang setiap tahun, kami telah melihat beberapa yang membuat kami merinding! Inilah yang harus dihindari.
Kecelakaan Cetakan Injeksi
Meletakkannya di Tebal
Ketebalan dinding adalah pertimbangan utama untuk bagian cetakan. Dinding yang terlalu tebal cenderung tenggelam, melengkung, dan membentuk rongga internal (kantong udara). Namun jangan takut, kami siap membantu Anda. Mematuhi pedoman ketebalan dinding kami akan membantu menghindari masalah ini. Catatan:Perlu diingat, ini hanya aturan umum karena tidak semua bagian memiliki ketebalan dinding di ujung atas dan bawah yang ditunjukkan pada bagan.
| RESIN | INCI |
|---|
| ABS | 0,045 - 0,140 |
| Asetal | 0,030 - 0,120 |
| Akrilik | 0,025 - 0,500 |
| Polimer Kristal Cair | 0,030 - 0,120 |
| Plastik yang diperkuat serat panjang | 0,075 - 1,000 |
| Nilon | 0,030 - 0,115 |
| Polikarbonat | 0,040 - 0,150 |
| Poliester | 0,025 - 0,125 |
| Polietilena | 0,030 - 0,200 |
| Polipropilena Sulfida | 0,020 - 0,180 |
| Polipropilena | 0,025 - 0,150 |
| Polistirena | 0,035 - 0,150 |
| Poliuretan | 0,080 - 0,750 |
Tidak Mengimplementasikan Draf dan Radii
Draf dan jari-jari sangat penting untuk bagian cetakan injeksi yang dirancang dengan baik. Draf membantu pelepasan bagian dari cetakan dengan lebih sedikit hambatan pada permukaan bagian karena bahan menyusut ke inti cetakan. Draf terbatas membutuhkan tekanan yang berlebihan pada sistem ejeksi. Itu dapat merusak bagian dan mungkin cetakan. Aturan praktis yang baik adalah menerapkan 1 derajat draf per 1 inci (25,4 mm) kedalaman rongga, tetapi itu mungkin masih belum cukup tergantung pada bahan yang dipilih dan kemampuan cetakan. Selalu periksa dengan tim desain kami untuk memastikan draf yang Anda buat untuk bagian Anda sudah cukup.
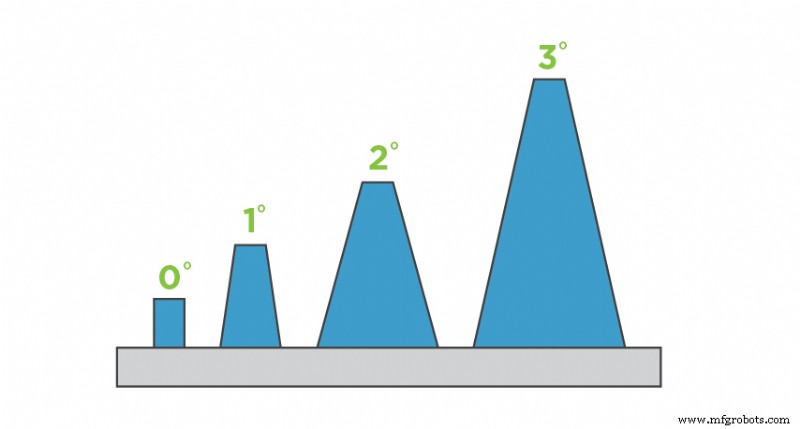
Draf membantu pelepasan bagian dari cetakan. Berbagai tingkat draf diilustrasikan di sini.
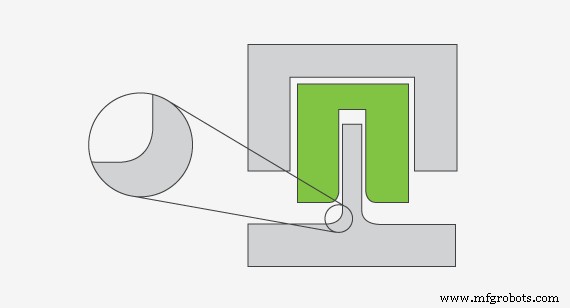
Sudut tajam memiliki konsentrasi tegangan tinggi dan aliran plastik terhambat. Sebaliknya, sudut yang membulat memiliki konsentrasi tegangan yang berkurang dan aliran plastik ditingkatkan.
Radii di sisi lain, bukan keharusan untuk cetakan injeksi tetapi harus diterapkan pada bagian Anda—menghilangkan sudut tajam pada bagian Anda akan meningkatkan aliran material serta bagian integritas. Resin yang mengisi rongga cetakan mengalir lebih baik di sekitar sudut yang membulat. Resin plastik ingin mengambil jalur yang paling tidak tahan untuk meminimalkan tekanan pada bahan dan cetakan. Membangun dalam jari-jari juga membantu pengeluaran sebagian dan mengurangi kemungkinan bagian melengkung atau patah saat dikeluarkan dari cetakan.
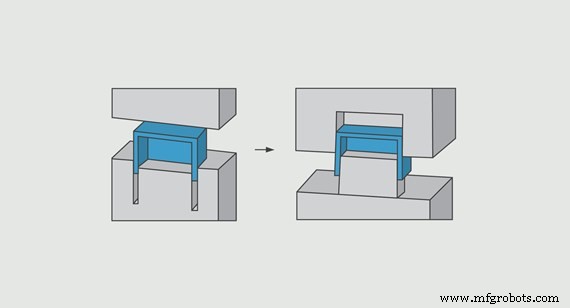
Pendekatan Deep-Rib:Kotak dirancang dengan dinding sebagai gosok. Biaya lebih tinggi untuk mesin dan rongga pemoles. Pendekatan Core-Cavity:Kotak didesain melalui metode core-cavity. Dapat mengakses fitur dengan pemotong yang lebih besar dan lebih cepat. Lebih mudah dan lebih cepat untuk memoles.
Tidak Coring atau Ribbing
Inti dan rongga sering dirujuk sebagai sisi A dan B (bagian atas dan bawah) dari cetakan. Pendekatan inti-rongga untuk desain bagian dapat menghemat waktu dan uang manufaktur dan meningkatkan kosmetik bagian secara keseluruhan. Teknik desain ini mengharuskan dinding luar dan dalam dirancang agar sejajar satu sama lain. Metode ini mempertahankan ketebalan dinding yang konsisten, mempertahankan integritas komponen, meningkatkan kekuatan dan kemampuan cetakan, serta menurunkan biaya produksi secara keseluruhan.
Bahaya Pencetakan 3D
Banyak kesalahan pencetakan 3D adalah proses pembuatan yang spesifik. Proses aditif kami berbeda satu sama lain dan hadir dengan pertimbangan unik. Berikut adalah tiga masalah pencetakan yang harus dihindari.
Tidak Mengunggah File STL Resolusi Tinggi
Dalam beberapa kasus, kami menerima file STL dengan resolusi rendah, yang dapat menghasilkan faset kasar (permukaan seperti batu permata). Meskipun file beresolusi rendah tidak akan menghalangi kami untuk membuat bagian tersebut, hal itu dapat memengaruhi estetika. Sebagian besar perangkat lunak pemodelan CAD memungkinkan Anda untuk menyesuaikan resolusi dalam pengaturan ekspor Anda. Kami menyarankan Anda memastikan STL Anda beresolusi tinggi, tetapi tidak terlalu besar sehingga tidak dapat diunggah atau dimanipulasi, sekitar 100MB atau kurang. Opsi lainnya adalah mengirimkan file STP/STEP yang dapat kami konversi ke STL di pihak kami.
Di luar file STL, kami menerima file asli SolidWorks (.sldprt) atau ProE (.prt) serta model CAD 3D solid dari output sistem CAD lainnya di IGES (.igs), STEP (.stp), ACIS (.sat) atau Format parasolid (.x_t atau .x_b).
Tidak Menghindari Penyusutan dengan SLS dan MJF
Penyusutan diferensial dapat terjadi ketika suatu bagian memiliki distribusi material yang tidak merata. Ketika satu sisi suatu bagian jauh lebih tebal dibandingkan bagian lainnya, ia mendingin dengan laju yang berbeda. Bagian yang lebih tebal mendingin lebih lambat daripada bagian yang tipis, yang dapat menyebabkan penyusutan. Jika fitur tebal diperlukan pada bagian tersebut, kami merekomendasikan untuk membuat lekukan fitur ke cangkang kira-kira 0,100 inci (2,54 mm) hingga 0,125 inci (3,175 mm). Jika memungkinkan, cocokkan ketebalan keseluruhan bagian Anda dengan ketebalan cangkang fitur besar.

Saat mendesain untuk DMLS, berhati-hatilah dengan overhang—perubahan mendadak pada geometri bagian. Seperti yang terlihat pada contoh ini, jika lapisan berikutnya lebih besar dari lapisan sebelumnya, itu akan membuat overhang.
Tidak Menghindari Overhang Besar pada Bagian Logam yang Dicetak 3D
Berbeda dari sudut swadaya yang menawarkan kemiringan halus ke desain bagian, overhang adalah perubahan mendadak dalam geometri bagian. Pencetakan 3D DMLS/logam cukup terbatas dalam mendukung overhang jika dibandingkan dengan teknologi pencetakan 3D lainnya seperti stereolitografi dan sintering laser selektif. Saat mendesain overhang, sebaiknya jangan menekan batas karena overhang yang besar dapat menyebabkan pengurangan detail bagian dan lebih buruk lagi, menyebabkan seluruh bangunan runtuh. Lihat tip desain ini pada komponen logam yang dicetak 3D, yang menawarkan lebih banyak panduan tentang bagaimana DMLS dapat membuat komponen logam yang rumit, tahan lama, dan ringan.
Kesalahan Pemesinan CNC
Tidak Menghindari Fitur yang Memerlukan Pemesinan yang Tidak Perlu
Salah satu kesalahan yang sering terjadi adalah mendesain bagian dengan area yang tidak memerlukan pemotongan mesin. Pemesinan yang tidak perlu seperti itu menambah waktu kerja suku cadang Anda—waktu kerja yang merupakan pendorong utama biaya produksi akhir Anda. Pertimbangkan contoh ini, di mana desain menentukan geometri lingkaran kritis yang diperlukan untuk aplikasi bagian (lihat ilustrasi sisi kiri pada gambar di kanan). Ini membutuhkan pemesinan lubang / fitur persegi di tengah dan kemudian memotong material di sekitarnya untuk mengungkapkan bagian yang sudah jadi. Pendekatan itu, bagaimanapun, menambah waktu kerja yang signifikan untuk menghilangkan material yang tersisa.
Dalam desain yang lebih sederhana (lihat ilustrasi sisi kanan di kanan), mesin hanya memotong bagian dari blok, menghilangkan kebutuhan akan pemesinan material berlebih yang boros sekaligus. Perubahan desain dalam contoh ini memangkas hampir separuh waktu mesin. Pertahankan desain Anda tetap sederhana untuk menghindari waktu pengerjaan ekstra, pemesinan yang sia-sia—dan biaya tambahan.
Menggabungkan Dinding Tinggi dan Tipis ke Desain Anda
Alat pemotong yang digunakan dalam mesin CNC membelokkan atau sedikit menekuk pada gaya pemesinan, seperti halnya bahan yang dipotong. Hal ini dapat mengakibatkan masalah seperti permukaan bergelombang yang tidak diinginkan dan kesulitan memenuhi toleransi komponen. Juga, dinding bisa pecah, bengkok, atau pecah. Semakin tinggi dinding Anda—maksimum kami adalah 2 in. (51mm)—semakin tebal mungkin diperlukan untuk meningkatkan kekakuan material. Aturan praktis yang baik untuk dinding adalah rasio lebar-ke-tinggi 3:1. Menambahkan beberapa aliran udara ke dinding sehingga meruncing daripada berdiri vertikal, dapat mempermudah pemesinan dan menyisakan lebih sedikit material sisa.
Menambahkan Teks Kecil atau Besar
Komponen Anda mungkin memerlukan nomor suku cadang, deskripsi, atau logo perusahaan. Menambahkan teks juga menambah biaya. Dan semakin kecil teksnya, semakin tinggi biayanya. Itu karena endmill yang sangat kecil yang memotong teks beroperasi pada kecepatan yang relatif lebih lambat, meningkatkan waktu proses di pihak Anda dan oleh karena itu biaya akhir Anda. Di sisi lain, memotong teks yang lebih besar berjalan lebih cepat secara signifikan jika bagian Anda dapat menampungnya, sehingga mengurangi biaya Anda. Kiat pro:Jika memungkinkan, pilih teks tersembunyi daripada menonjol.
Kesengsaraan Lembaran Logam
Menempatkan Fitur terlalu Dekat dengan Garis Tekuk
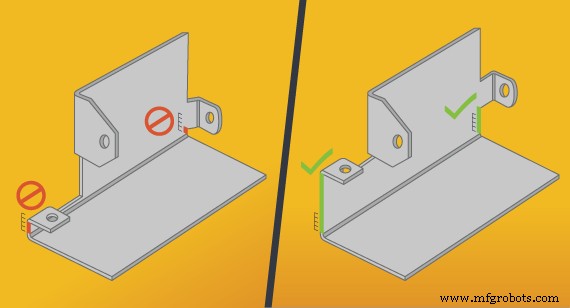
Pastikan untuk memperhatikan di mana Anda akan menempatkan lubang, tab, dan fitur lainnya dan pastikan tidak tidak ditempatkan terlalu dekat dengan tikungan, seperti yang terlihat pada contoh ini.
Cara cepat untuk menimbulkan kesulitan selama pembuatan adalah dengan menempatkan lubang, tab, atau fitur lain yang terlalu dekat dengan belokan. Jadi, seberapa dekat Anda bisa mendapatkan? Ikuti saja aturan 4T. Jauhkan semua fitur setidaknya 4x ketebalan material dari garis tikungan. Jadi, jika desain Anda meminta kami untuk menggunakan tembaga 0,050 inci (1,27 mm), berikan jarak bebas pada fitur Anda setidaknya 0,200 inci (5,08 mm). Jika tidak, bagian tersebut akan berubah bentuk dengan canggung di rem tekan, dan tidak ada yang menginginkannya.
Merancang Sudut Lembaran Logam Tegak Lurus
Saat Anda membengkokkan lembaran logam dengan rem tekan, itu tidak membentuk sudut 90 derajat yang sempurna. Sebaliknya, karena alat tersebut memiliki ujung yang membulat, maka akan menambah radius pada tikungan. Jika Anda mengukur panjang area bengkok itu dan membaginya dengan dua, Anda akan mendapatkan jari-jari bengkokan, angka yang ditentukan oleh alat yang membuatnya.
Radius tikungan internal yang paling umum (dan standar kami) adalah 0,030 inci (0,762 mm). Pertimbangan penting untuk diingat adalah bahwa jari-jari tekukan eksternal—yang terbentuk pada sisi die dari perangkat rem tekan—sama dengan ketebalan material ditambah jari-jari tekukan internal. Beberapa desainer suka berkreasi dan membuat jari-jari yang berbeda untuk setiap tikungan di suatu bagian, tetapi jika biaya pemotongan adalah yang utama, pilih untuk menggunakan radius yang sama untuk semua tikungan.
Tidak Termasuk Spesifikasi Perangkat Keras
Selalu ingat untuk memberi tahu pabrikan Anda jenis perangkat keras apa yang ingin Anda gunakan dengan memasukkan detailnya dalam informasi rakitan tingkat atas Anda. Misalnya, Anda ingin memasukkan kacang yang dapat mengunci sendiri. Pastikan untuk menentukan ini di file desain Anda untuk memastikan Anda mendapatkan apa yang Anda inginkan ditempatkan di lokasi bagian yang Anda harapkan. Memikirkan 12 tip "apa yang tidak boleh dilakukan" ini adalah tempat yang bagus untuk memulai, tetapi saat Anda memulai proses manufaktur, bekerjalah dengan teknisi aplikasi kami yang berbakat untuk membantu memberi saran tentang desain suku cadang. Mereka ada di setiap langkah untuk memastikan suku cadang Anda bekerja dengan sempurna, apa pun proses manufaktur yang Anda lakukan.


