Bekerja dengan Toleransi Lembaran Logam
Saat memilih pabrikan untuk komponen lembaran logam Anda, istilah toleransi sering muncul. Semua orang ingin bagian mereka menjadi replika yang tepat dari model mereka, tetapi sebenarnya, harus selalu ada ruang gerak dalam definisi kesempurnaan. Variasi itulah yang kita semua sebut toleransi. Meskipun istilah tersebut digunakan sepanjang waktu, kenyataan toleransi manufaktur bisa menjadi sangat rumit tergantung pada proses yang dimaksud. Postingan ini akan membandingkan proses pemesinan, pencetakan 3D, dan lembaran logam serta pengaruhnya terhadap toleransi yang dapat dicapai.
Fabrikasi Logam Lembaran vs. Pemesinan vs. Pencetakan 3D
Pemesinan dan pencetakan 3D adalah metode manufaktur yang sangat presisi, secara akurat menghapus atau menambahkan (masing-masing) material untuk menghasilkan geometri akhir. Lembaran logam adalah metode pembuatan yang sedikit kurang tepat yang mengandalkan pemotongan, pembengkokan, dan peregangan lembaran logam tipis untuk menghasilkan geometri akhir. Toleransi yang lebih longgar yang dicapai dengan metode lembaran logam adalah produk dari proses yang sangat bervariasi yang digunakan untuk mencapai suatu geometri.
Pemesinan memberikan kerangka acuan yang paling dipahami untuk toleransi manufaktur. Kami sering melihat blok toleransi pemesinan pada cetakan lembaran logam, seperti ini di sebelah kanan.
Di sekolah teknik, mereka mengajarkan bahwa ±0,005 in. (0,127mm) untuk tiga angka penting adalah toleransi dasar. Ini dimungkinkan karena ada satu mesin yang membuat fitur terlepas dari fitur yang sudah dibuat. Tidak masalah jika Anda mengebor lubang di satu tempat, posisi dan ukuran lubang berikutnya hanya akan ditentukan oleh mesin yang melakukan pemotongan.
Pencetakan 3D juga merupakan metode pembuatan yang tepat meskipun tingkat presisi sebenarnya ditentukan oleh bahan dan proses yang digunakan. Perlu diingat, seperti pemesinan, pencetakan 3D menciptakan fitur pada suatu bagian terlepas dari fitur yang ada sebelumnya. Ini akan terus menambahkan material ke tempat yang diperlukan dan mempertahankan tingkat presisi yang tinggi (dengan asumsi desain Anda mendukung bagian tersebut dengan benar selama pembuatan). Di Protolabs, toleransi pencetakan 3D bervariasi dari ± 0,002 inci hingga ± 0,012 inci (± 0,051mm hingga 0,305mm).
|
Kecuali jika dinyatakan lain: |
|
.XX |
±0,01 |
|
.XXX |
±0,005 |
|
.XXXX |
±0,0005 |
|
Sudut |
± 0,5* |
Dalam arti tertentu, lembaran logam berjalan di antara manufaktur dan barang-barang pengrajin. Kami membengkokkan dan merentangkan bahan untuk mendapatkan geometri akhir. Kami tidak menambah dan menghilangkan logam dengan satu mesin yang sangat presisi. Faktanya, pembuatan lembaran logam membutuhkan hampir selusin mesin, tergantung pada fitur yang dibutuhkan. Bahkan bagian yang dibentuk paling dasar membutuhkan mesin pemotong dan mesin pembengkok, masing-masing dengan toleransi dan batasannya sendiri.
Toleransi Logam Lembaran Protolab
Kami membagi toleransi menjadi dua kategori.
- Toleransi pada satu permukaan
- Toleransi di berbagai permukaan
Toleransi pada satu permukaan jauh lebih ketat daripada di beberapa permukaan. Saat melihat satu permukaan, sebagian besar fitur dibuat menggunakan satu mesin, laser atau pukulan. Seperti pemesinan dan pencetakan 3D, ini memungkinkan kami untuk mempertahankan toleransi yang lebih ketat. Saat kami memperkenalkan tikungan pada geometri, semuanya menjadi kurang jelas.
Toleransi pada Satu Permukaan
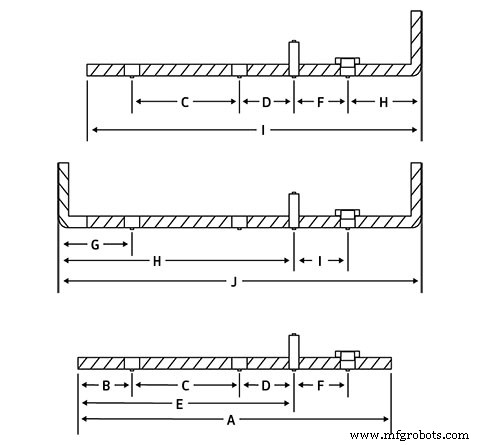
Lihat tabel di bawah ini untuk toleransi standar untuk setiap bagian yang ditandai dari bagian tersebut.
|
Fitur |
Referensi |
Toleransi +/- |
|
Ujung ke Ujung |
A |
0,005 inci (0,13 mm) |
|
Tepi ke Lubang |
B |
0,005 inci (0,13 mm) |
|
Lubang ke Lubang |
C |
0,005 inci (0,13 mm) |
|
Lubang ke Perangkat Keras* |
D |
0,010 inci (0,25 mm) |
|
Ujung ke Perangkat Keras* |
E |
0,010 inci (0,25 mm) |
|
Perangkat Keras ke Perangkat Keras* |
F |
0,015 inci (0,38 mm) |
|
Tekuk ke Lubang |
G |
0,015 inci (0,38 mm) |
|
Tekuk ke Perangkat Keras* |
H |
0,015 inci (0,38 mm) |
|
Tekuk ke Tepi |
AKU |
0,010 inci (0,25 mm) |
|
Tekuk ke Tekuk |
J |
0,015 inci (0,38 mm) |
* Perangkat keras dianggap sebagai stud, mur, penyangga, atau produk yang dapat mengikat sendiri lainnya.
Toleransi pada Beberapa Permukaan
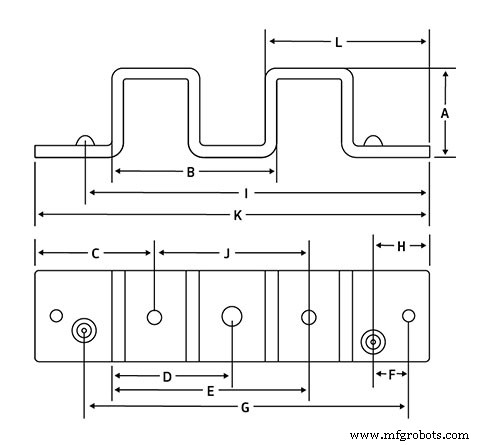
Lihat tabel di bawah ini untuk toleransi standar untuk setiap bagian yang ditandai dari bagian tersebut.
Fitur |
Referensi |
Toleransi +/- |
|
Tekuk ke Tekuk |
A |
0,015 inci (0,38 mm) |
|
Tekuk ke Tekuk |
B |
0,030 inci (0,76 mm)* |
|
Tepi ke Lubang |
C |
0,015 inci (0,38 mm) |
|
Tekuk ke Lubang |
D |
0,030 inci (0,76 mm)* |
|
Tekuk ke Lubang |
E |
0,030 inci (0,76 mm)* |
|
Lubang untuk Membentuk Fitur |
F |
0,010 inci (0,25 mm) |
|
Lubang untuk Membentuk Fitur |
G |
0,030 inci (0,76 mm)* |
|
Fitur Edge to Formed |
H |
0,010 inci (0,25 mm) |
|
Fitur Edge to Formed |
AKU |
0,030 inci (0,76 mm) |
|
Lubang ke Lubang |
J |
0,020 inci (50mm)* |
|
Ujung ke Ujung |
K |
0,030 (.76mm) * |
|
Tepi ke Tekuk |
L | 0,030 (.76mm) * |
* Non-kumulatif.
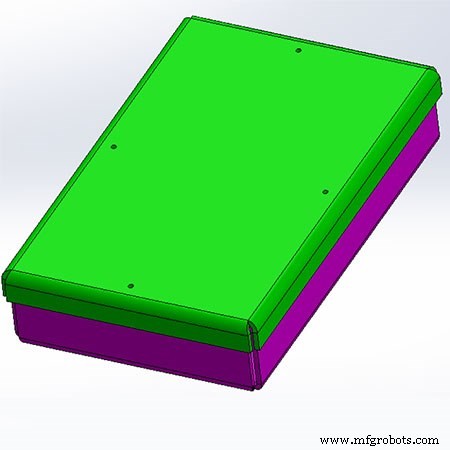 Kotak lembaran logam dengan penutup dasar mungkin terlihat sederhana dalam desain, tetapi ada nuansa yang perlu dipertimbangkan untuk memastikan pas.
Kotak lembaran logam dengan penutup dasar mungkin terlihat sederhana dalam desain, tetapi ada nuansa yang perlu dipertimbangkan untuk memastikan pas. Perjuangan Menumpuk
Mari gunakan kotak dan tutup ini sebagai studi kasus toleransi lembaran logam. Ini akan memungkinkan kami untuk menganalisis implikasi pembuatan lembaran logam pada toleransi yang dapat dicapai. Majelis ini menipu dalam kesederhanaannya. Saat kita mendalami desainnya, lihat nuansa yang terlibat dalam mendesain bagian lembaran logam yang bagus.
Pertama, lihat tutup hijaunya. Bagian ini memiliki empat flensa yang dibentuk dari bagian tengah. Bagian tengah ini memiliki empat lubang yang digunakan untuk memasang tutup kotak merah muda di bawahnya. Keempat lubang ini dipotong oleh laser dan posisi serta ukurannya dikontrol dengan ketat oleh proses yang dikendalikan komputer. Lubang ini akan ditempatkan dengan tepat dan bebas dari benturan sudut tikungan dan toleransi linier di sekitarnya.
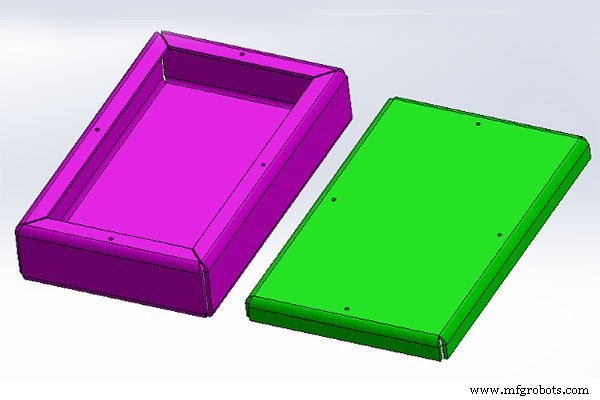 Dengan dilepasnya tutup lembaran logam, fitur tambahan terungkap yang membantu membuat kotak dengan tutup yang dirancang dengan baik.
Dengan dilepasnya tutup lembaran logam, fitur tambahan terungkap yang membantu membuat kotak dengan tutup yang dirancang dengan baik.
Situasinya sedikit berbeda untuk lubang di kotak merah muda kita. Berbeda dengan lubang pada tutupnya yang semuanya berada pada permukaan yang sama, lubang pada kotak berada pada empat permukaan berbeda yang masing-masing dipisahkan oleh empat tikungan. Menyeberangi empat tikungan, mengukur lubang ke lubang, memberi kita toleransi linier ±0,030 in. (±0,762mm) dan toleransi sudut susun 1° per tikungan. Ini berarti lokasi lubang ini tidak dikontrol dengan ketat seperti pada tutupnya. Sangat penting untuk mengingat hal ini saat Anda mendesain komponen lembaran logam.
Jadi, apa yang dapat Anda lakukan untuk mengatasi hal ini? Anda dapat membuka lubang di tutupnya untuk memungkinkan ketidaksejajaran lubang pemasangan atau menggunakan perangkat keras mengambang di dalam kotak yang memungkinkan ketidaksejajaran antara tutup dan kotak. Gabungkan kedua pendekatan dan Anda telah secara efektif meremehkan toleransi penumpukan yang terlihat di dalam kotak. Anda akan mendapatkan rakitan fungsional yang dapat diandalkan dan akan memukau pelanggan Anda dengan kehebatan desain lembaran logam Anda.
Pengambilan Toleransi
Kami memproduksi komponen lembaran logam presisi. Namun, presisi tidak sama di semua metode manufaktur. Seorang desainer tidak dapat berharap untuk memiliki toleransi seperti pemesinan di bagian lembaran logamnya. Jika Anda memahami hal ini, dan mempertimbangkan pedoman desain dan pendekatan Anda terhadap lembaran logam, Anda juga dapat mencapai hal-hal hebat dengan suku cadang Anda.
-
Cara Menekuk Lembaran Logam Dengan Robot
Pembengkokan lembaran logam adalah tugas yang memakan waktu dan tidak efisien. Bagaimana cara membengkokkan lembaran logam dengan lebih efektif? Menambahkan robot ke proses Anda dapat menjadi solusi sempurna untuk meningkatkan efisiensi dan produktivitas proses pembengkokan lembaran logam Anda. In
-
Menyederhanakan Proses Penawaran Sheet Metal dengan eRapid
Merancang, mengutip, memesan, memproduksi, dan mengirimkan. Prosesnya tampaknya tanpa gesekan, tetapi dalam ekonomi teknik saat ini, proses yang sederhana dan efisien ini jauh dari norma. Bagian yang hilang adalah hari atau bahkan minggu waktu henti di antara setiap langkah. Dengan sejumlah bisnis
-
Desain yang Kami Suka:Lembaran Logam
Jika Anda pernah bekerja dengan kami di masa lalu untuk suku cadang lembaran logam Anda, Anda tahu bahwa kami mengutamakan efisiensi–memberikan suku cadang putar cepat kepada Anda…yah, cepat. Ada beberapa praktik terbaik desain yang dapat diingat oleh pelanggan kami untuk memastikan kelancaran prose
-
Pekerjaan logam dengan robot penanganan material
Seiring bertambahnya populasi dunia, permintaan akan produk juga meningkat. Produsen di setiap industri mulai beralih ke otomatisasi penanganan material untuk menangani transfer suku cadang, bongkar muat mesin, dan pembuatan palet, serta jenis lain untuk proses penanganan material. Meskipun mungkin


