Mengoptimalkan Kualitas Pemotongan Laser untuk Mengurangi Biaya Penyelesaian Sekunder
Mengoptimalkan Kualitas Pemotongan Laser untuk Mengurangi Biaya Penyelesaian Sekunder
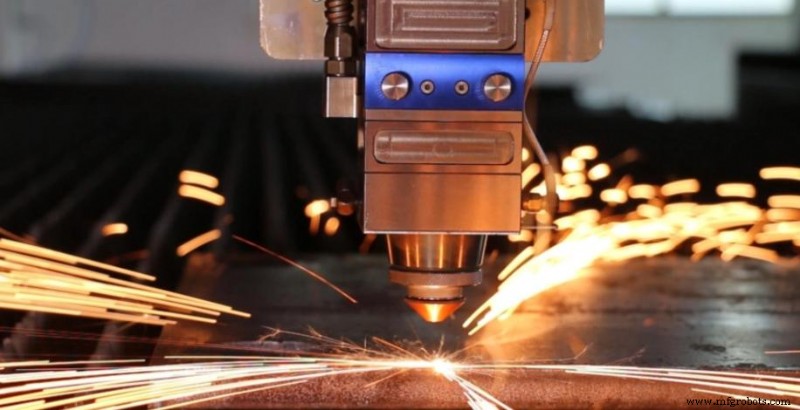
Pemotongan laser tetap menjadi metode andalan industri untuk pekerjaan lembaran logam berpresisi tinggi. Namun, efisiensi sebenarnya bergantung pada penyediaan kualitas tepian yang konsisten. Tepian yang buruk memaksa proses deburring, grinding, dan pengerjaan ulang yang mahal sehingga mengikis penghematan waktu dan material yang dijanjikan dalam proses tersebut.
Untuk sebagian besar pekerjaan lembaran logam, cacat tepi berasal dari pengaturan proses, bukan dari mesin itu sendiri. Panduan ini menyoroti masalah pemotongan laser yang paling sering terjadi, akar penyebabnya, dan solusi praktis yang mengurangi upaya pascapemrosesan.
Biaya Tersembunyi dari Kualitas Tepian Laser yang Buruk
- Deburring Padat Karya: Menghilangkan gerinda laser secara manual membutuhkan waktu yang lama dan membutuhkan banyak tenaga. Jika ini menjadi langkah alur kerja, Anda membayar dua kali:sekali untuk pemotongan dan sekali lagi untuk pascapemrosesan. Overhead terakumulasi dengan cepat selama proses produksi.
- Limbah &Penolakan Bahan: Geometri tepi yang kasar dapat mengganggu keakuratan dimensi dan menyebabkan masalah penyesuaian selama perakitan, sehingga menyebabkan suku cadang ditolak dan penundaan produksi.
- Estetika dan Kesesuaian yang Dikompromikan: Tepi yang teroksidasi atau tidak rata menghalangi pengelasan dan pelapisan bubuk. Permukaan yang bersih dan konsisten sangat penting untuk sambungan las yang kuat dan hasil akhir yang sempurna.
Kerusakan Umum pada Pemotongan Laser dan Penyebabnya
Sebagian besar cacat dapat ditelusuri kembali ke beberapa faktor proses yang tidak seimbang. Mengidentifikasi akar permasalahan adalah cara tercepat untuk mengatasinya.
Melawan Sampah dan Duri
Sampah dan gerinda terbentuk ketika material cair tidak sepenuhnya dibersihkan dari zona pemotongan dan mengeras kembali di sepanjang tepinya.
- Ketidakseimbangan Termal: Dengan kaldu yang lebih tebal, panas akan menumpuk di bagian bawah potongan, sehingga mencegah logam cair keluar dengan lancar. Pertama periksa dan sesuaikan lokasi fokus dan pengaturan daya.
- Ketidakcocokan Tekanan Gas: Membantu gas mengeluarkan material cair. Tekanan yang tidak memadai akan menyebabkan lelehan, sehingga menghasilkan gerinda yang harus dihilangkan.

Strikasi dan Permukaan Akhir yang Kasar
Goresan vertikal pada tepi potongan sering kali menunjukkan bahwa satu atau beberapa parameter pemotongan perlu diubah.
- Kualitas Sinar dan Stabilitas Fokus: Lensa yang terkontaminasi atau titik fokus yang sedikit melenceng dapat menyebarkan sinar secara tidak merata, sehingga menghasilkan guratan yang tidak teratur. Pemeriksaan lensa secara teratur dan konfigurasi fokus yang tepat menghasilkan perbedaan yang terukur.
- Kesalahan Tingkat Umpan: Memotong terlalu cepat akan menimbulkan garis tarik; memotong terlalu lambat akan melelehkan bahan secara berlebihan, memperlebar garitan dan membuat permukaan menjadi kasar. Kecepatan optimal bervariasi menurut jenis dan ketebalan material.
Tabel ini merangkum kerusakan yang paling sering terjadi, akar penyebab utamanya, dan rekomendasi perbaikan:
| Cacat | Akar Penyebab Utama | Perbaiki |
|---|
| Gerinda Keras (Sampah) | Tekanan gas bantu terlalu rendah / Fokus terlalu tinggi | Meningkatkan tekanan gas; titik fokus yang lebih rendah |
| Geritakan Kasar | Kecepatan potong terlalu cepat | Kurangi laju pemberian pakan; periksa kondisi nosel |
| Zona Besar yang Terkena Dampak Panas | Masukan panas berlebihan | Optimalkan daya dan kecepatan potong |
| Oksidasi Berlebihan | Reaksi oksigen terlalu agresif | Kurangi tekanan oksigen atau beralih ke nitrogen |
4 Tips untuk Optimasi Pemotongan Laser
Menghentikan kerusakan pada sumbernya jauh lebih efisien daripada memperbaikinya kemudian. Fokus pada empat area ini untuk hasil terbaik.
- Optimalkan Posisi Fokus
Untuk bahan yang lebih tebal, atur fokus tepat di bawah permukaan atas, bukan langsung di atasnya. Penyesuaian kecil ini memungkinkan material cair mengalir keluar dengan lebih mudah, mengurangi sampah dan meningkatkan kelurusan tepi.
- Pemilihan Gas Bantuan Utama
Pemilihan bahan bakar memiliki dampak yang lebih besar terhadap kualitas tepi dibandingkan yang disadari sebagian besar operator. Nitrogen menghasilkan tepian yang bersih dan bebas oksida pada baja tahan karat dan aluminium—ideal untuk penampilan atau daya rekat lapisan. Oksigen, meskipun eksotermik dan efisien untuk baja ringan yang tebal, menghasilkan lapisan akhir yang sedikit teroksidasi.
- Temukan Kecepatan Pemotongan Ideal
Kecepatan feed tercepat tidak selalu yang terbaik. Lakukan uji kecepatan pada pemotongan sampel untuk menentukan laju yang menghasilkan tepian paling bersih, bukan hanya waktu siklus tercepat.
- Jaga Nozel Tetap Bersih dan Terpusat
Nozel yang aus atau tidak berada di tengah mengganggu aliran gas bantu, menyebabkan turbulensi, tepian yang tidak rata, dan lebar garitan yang tidak beraturan. Pemeriksaan rutin dan penggantian nosel memberikan keuntungan besar dengan sedikit usaha.

Merancang Suku Cadang untuk Pemotongan Laser Sempurna
Pengaturan proses penting, begitu pula desain bagian. Beberapa penyesuaian kecil pada CAD dapat mencegah banyaknya pekerjaan penyelesaian di kemudian hari.
- Hindari Sudut Dalam yang Tajam: Tambahkan fillet kecil ke sudut bagian dalam untuk mencegah laser menempel dan melelehkan material secara berlebihan.
- Hormati Rasio Lubang terhadap Ketebalan: Sebagai aturan praktis, diameter lubang setidaknya harus sama dengan ketebalan material. Stok yang lebih tebal dengan lubang yang lebih kecil cenderung meledak dan menghasilkan geometri tepi yang buruk.
- Pertahankan Jarak yang Memadai (Anyaman): Fitur pemotongan yang terlalu berdekatan dapat menimbulkan panas dan merusak lembaran di sekitarnya. Sisakan bahan secukupnya di antara potongan untuk menjaga kerataan dan akurasi dimensi.
Membangun Alur Kerja Pemotongan Laser yang Hemat Biaya
Mengurangi penyelesaian akhir sekunder sering kali merupakan cara tercepat untuk menurunkan biaya sebenarnya dari suku cadang yang dipotong laser. Dengan menyempurnakan parameter pemotongan, memilih gas bantuan yang tepat, dan merancang suku cadang dengan cermat, produsen dapat mencapai tepian yang lebih bersih, hasil produksi yang lebih tinggi, dan biaya produksi yang lebih dapat diprediksi.
Layanan pemotongan laser JTR dimulai dengan proses yang menghasilkan suku cadang yang siap untuk tahap berikutnya—tidak memerlukan bangku deburring. Jika Anda kesulitan dengan kualitas edge atau ingin menyederhanakan alur kerja lembaran logam, hubungi kami
untuk mendiskusikan proyek Anda.
Panduan Terkait


