Cetakan Injeksi Demistifikasi:Panduan Komprehensif untuk Produksi Bagian Plastik
Memahami Cetakan Injeksi
Cetakan injeksi adalah teknik manufaktur presisi yang membuat komponen plastik berkualitas tinggi dengan memasukkan polimer cair ke dalam cetakan yang dibuat khusus. Resin dipanaskan jauh di atas titik lelehnya, lalu disuntikkan di bawah tekanan tinggi, sehingga memungkinkannya mengisi setiap detail rongga sebelum didinginkan dan dipadatkan hingga menjadi geometri akhir.
Prinsip Kerja
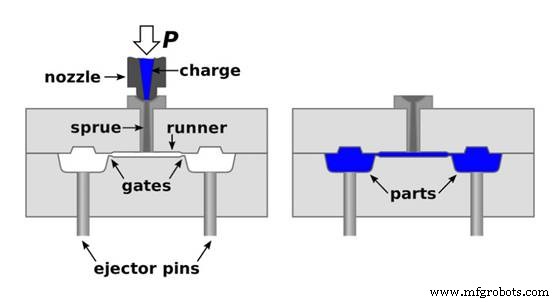
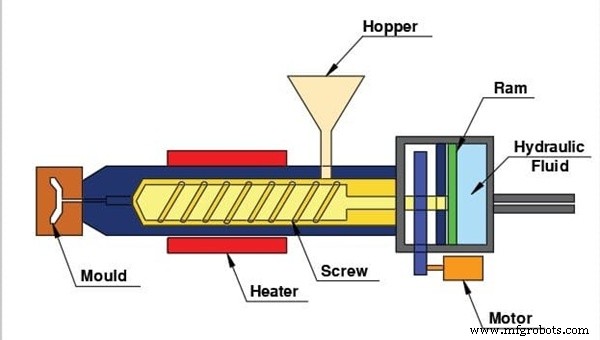
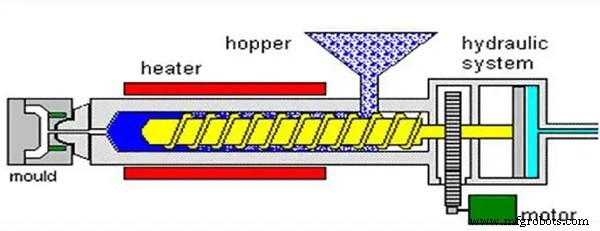
Prosesnya menyerupai jarum suntik:pelet mentah dimasukkan ke dalam hopper, dipanaskan dalam tong hingga mencair, dan kemudian sekrup hidrolik memaksa plastik cair ke dalam cetakan tertutup. Injeksi terjadi pada tekanan 100–150MPa, memastikan rongga terisi penuh sebelum bagian mulai mendingin.
Setelah cetakan terbuka, pin ejektor melepaskan bagian yang mengeras. Siklus ini berulang dalam hitungan detik, memungkinkan produksi ribuan unit per menit.
1. Desain dan Pembuatan Cetakan
Cetakan adalah landasan dari proses tersebut. Ini mendefinisikan bentuk, ukuran, dan fitur struktural bagian tersebut. Pemesinan CNC atau pencetakan 3D tingkat lanjut biasanya digunakan untuk mencapai geometri, sudut draf, dan dimensi kritis yang tepat yang diperlukan untuk ejeksi dan pendinginan yang andal.
Cetakan injeksi biasanya terbuat dari aluminium atau baja dan terdiri dari komponen inti dan rongga, gerbang, runner, sprues, dan sistem ejektor. Pemilihan material yang tepat dan presisi pemesinan sangat penting untuk ketahanan dan kemampuan pengulangan.
2. Pemilihan Bahan
Memilih polimer yang tepat sangatlah penting. Pertimbangkan kekuatan mekanis, fleksibilitas, ketahanan terhadap bahan kimia, dan toleransi suhu agar sesuai dengan tujuan penggunaan suku cadang. Termoplastik yang umum digunakan mencakup ABS, polipropilen, dan nilon, yang masing-masing menawarkan karakteristik kinerja berbeda.
3. Penyiapan Mesin
Sebelum produksi, operator mengatur parameter suhu, tekanan, dan waktu siklus. Mereka juga menyelaraskan cetakan, memuat plastik, dan menjalankan pengujian injeksi untuk memverifikasi integritas sistem dan kualitas komponen.
4. Siklus Cetakan Injeksi
Selama siklus, plastik cair mengisi rongga, membentuk kontur cetakan, dan mulai mengeras. Waktu pendinginan bervariasi menurut bahan, ketebalan dinding, dan ukuran bagian; saluran pendingin internal membantu menjaga suhu seragam dan mengurangi cacat.
5. Pengeluaran Bagian
Setelah pendinginan yang cukup, cetakan terbuka dan pin atau pelat ejektor melepaskan bagian tersebut secara otomatis. Pelepasan otomatis ini mencegah kerusakan dan mempercepat throughput.
6. Inspeksi dan Pasca Pemrosesan
Pasca pengeluaran, tim kendali mutu melakukan inspeksi visual, pemeriksaan dimensi, dan pengujian mekanis untuk memastikan kepatuhan terhadap spesifikasi. Tergantung pada aplikasinya, suku cadang mungkin menjalani penyelesaian permukaan, pemesinan, atau operasi perakitan.
Pertimbangan Desain Dasar
Pencetakan injeksi yang sukses bergantung pada desain yang bijaksana. Berikut adalah faktor utama yang perlu dipertimbangkan.
Toleransi
Toleransi tipikal adalah ±0,005 inci. Mencapai toleransi yang lebih ketat akan meningkatkan biaya, dan tingkat penyusutan setiap polimer harus diperhitungkan dalam desain untuk menghindari penyimpangan dimensi.
Ketebalan Dinding
Ketebalan dinding yang seragam mengurangi lengkungan dan bekas tenggelam. Usahakan variasi tidak lebih besar dari 0,04–0,15 inci, disesuaikan dengan ukuran komponen dan bahan.
Geometri Inti
Rancang inti untuk mendorong aliran material yang merata dan pendinginan yang efisien. Hindari sudut dalam yang tajam yang menimbulkan konsentrasi tegangan dan melemahkan bagian tersebut.
Sudut Draf
Terapkan draft 1–2 derajat (atau lebih untuk fitur dalam) untuk memudahkan pengeluaran tanpa merusak bagian.
Pemotongan
Minimalkan atau hilangkan undercut kecuali jika memiliki tujuan fungsional, karena akan mempersulit desain cetakan dan meningkatkan biaya.
Gerbang
Ukuran dan penempatan gerbang mempengaruhi aliran, waktu siklus, dan kualitas permukaan. Suku cadang presisi mendapat manfaat dari gerbang yang lebih kecil dan ditempatkan secara strategis.
Iga
Tulang rusuk memperkuat kekuatan sekaligus menjaga ketebalan dinding tetap konsisten. Pertahankan ketebalan rusuk pada 40–60% dari dinding sekeliling untuk menghindari bekas tenggelam.
Pin Ejektor
Posisikan pin ejektor untuk menghindari tanda atau perubahan bentuk yang terlihat. Draf yang memadai dapat menghilangkan kebutuhan akan pin sama sekali.
Jenis Proses Cetakan Injeksi
Cetakan injeksi mencakup beberapa teknik khusus.
Masukkan Cetakan
Mengintegrasikan komponen siap pakai—seperti sisipan logam atau elemen berulir—langsung ke bagian plastik, sehingga menciptakan struktur multi-bahan yang kuat.
Cetakan Tiup
Ideal untuk benda berongga seperti botol. Plastik yang dipanaskan ditiupkan ke dinding cetakan, sehingga membentuk wadah yang ringan dan tahan lama.
Kelebihan cetakan
Melapisi polimer yang lebih lembut di atas substrat yang kaku, sering kali digunakan untuk menambah cengkeraman atau membuat komponen material ganda.
Cetakan Injeksi Cair (Karet Silikon Cair)
Menggunakan polimer termoset untuk menghasilkan komponen yang fleksibel dan tahan panas seperti segel medis dan gasket.
Resin Polimer yang Biasa Digunakan
Di bawah ini adalah referensi singkat tentang termoplastik yang paling sering digunakan.

ABS (Akrilonitril Butadiena Styrene)
Menawarkan ketangguhan, ketahanan terhadap benturan, dan hasil akhir yang halus. Banyak digunakan dalam otomotif, elektronik, dan barang konsumsi.
Nilon (Poliamida)
Kekuatan tinggi, ketahanan aus, dan stabilitas suhu menjadikan nilon ideal untuk roda gigi, bantalan, dan komponen mekanis yang kompleks.
Polikarbonat (PC)
Resin transparan dan berdampak tinggi yang cocok untuk wadah optik dan penutup listrik; rawan gores namun stabil secara termal.
PMMA (Akrilik)
Bening, ringan, dan mudah dibentuk, namun kurang tahan benturan dibandingkan polikarbonat.
Polipropilena (PP)
Ringan, tahan bahan kimia, dan hemat biaya—umumnya terdapat pada kemasan dan komponen otomotif.
Polietilen (PE)
Serbaguna, tangguh, dan fleksibel, dengan varian HDPE yang menawarkan kekuatan tambahan untuk kontainer dan pipa.
Aditif
Bahan penguat seperti PTFE, serat karbon, Kevlar, bedak, tanah liat, dan serat kaca dicampur ke dalam polimer dasar untuk meningkatkan pelumasan, kekuatan, ketahanan benturan, atau stabilitas dimensi.
Pro dan Kontra
Kelebihan
- Efisiensi Tinggi :Siklus cepat memungkinkan produksi massal dengan waktu henti minimal.
- Presisi :Mampu melakukan geometri kompleks dengan toleransi yang ketat.
- Rendah Limbah :Bahan berlebih dapat didaur ulang di sela-sela proses berjalan.
- Fleksibilitas :Mendukung termoplastik, termoset, dan polimer khusus.
- Hemat Biaya dalam Skala Besar :Biaya perkakas awal yang tinggi diimbangi dengan biaya per unit yang rendah dalam volume besar.
- Otomasi :Mesin dapat beroperasi dengan sedikit campur tangan manusia, sehingga meningkatkan konsistensi.
Keterbatasan
- Biaya di muka yang tinggi :Pembuatan cetakan dan investasi mesin sangatlah penting.
- Kekakuan Desain :Perubahan pada cetakan memerlukan biaya dan waktu yang lama.
- Waktu Pimpin :Pembuatan cetakan khusus mungkin memerlukan waktu berminggu-minggu hingga berbulan-bulan.
- Penyusutan &Kelengkungan :Pemilihan material dan desain yang tepat dapat mengurangi namun tidak dapat menghilangkan masalah ini.
- Masalah Lingkungan :Sampah plastik dan bahan yang tidak dapat didaur ulang menimbulkan tantangan keberlanjutan.

Tips Ahli untuk Sukses
Pilih Bahan yang Tepat
Sesuaikan sifat polimer—kekuatan, fleksibilitas, toleransi suhu—dengan tuntutan fungsional suku cadang dan paparan terhadap lingkungan.
Rencana Produksi Massal
Cetakan injeksi bersinar ketika volumenya tinggi. Pekerjaan dalam jumlah kecil mungkin lebih ekonomis dengan pemesinan CNC atau pencetakan 3D.
Optimalkan Ketebalan Dinding
Ketebalan dinding minimal yang konsisten mengurangi penggunaan material dan waktu pendinginan, namun tetap harus memenuhi persyaratan kekuatan.
Kurangi Undercut
Sederhanakan geometri untuk memudahkan ejeksi dan menurunkan biaya cetakan.
Desain Gerbang yang Sempurna
Ukuran dan penempatan gerbang yang tepat mencegah cacat seperti pengisian yang tidak rata atau tanda tenggelam. Bagian yang lebih besar mungkin memerlukan beberapa gerbang.
Meningkatkan Pendinginan &Ventilasi
Saluran pendingin dan sistem ventilasi yang dirancang dengan baik mendorong pemadatan yang seragam dan menghilangkan porositas gas.
Aplikasi Umum
Otomotif
Komponen ringan—tangki bahan bakar, bumper, panel pintu—meningkatkan efisiensi dan keselamatan bahan bakar.
Medis
Komponen yang biokompatibel dan dapat disterilkan seperti selang infus, sarung tangan, dan peralatan sekali pakai mendapatkan manfaat dari presisi dan efisiensi biaya cetakan injeksi.
Kemasan Makanan &Minuman
Botol plastik, kantong, dan sachet menggantikan kaca dan logam, sehingga menawarkan ketahanan terhadap bahan kimia dan bobot yang lebih ringan.
Dirgantara
Polimer berperforma tinggi seperti PEEK menciptakan komponen struktural dan interior yang ringan dan tahan korosi.
Elektronik &Listrik
Rumah insulasi, terminasi kabel, dan casing pelindung mengandalkan plastik cetakan injeksi untuk keamanan dan keandalan.
Kapan Menggunakan Cetakan Injeksi
Ideal untuk suku cadang bervolume tinggi dan berulang yang memerlukan toleransi ketat. Hindari prototipe atau desain bervolume rendah yang sering berubah—proses alternatif seperti pencetakan 3D atau pemesinan CNC mungkin lebih sesuai.
Bonus 1:Ikhtisar Mesin Cetak Injeksi
Mesinnya beragam—hidrolik, listrik, atau hibrida—namun semuanya memiliki komponen inti yang sama:
- Unit Penjepit :Mengamankan cetakan selama injeksi.
- Unit Injeksi :Melelehkan dan menyuntikkan resin melalui sekrup dan laras.
- Cetakan :Alat presisi yang membentuk bagian.
- Sistem Kontrol :Mengatur suhu, tekanan, dan aliran.
- Sistem Pendinginan :Mempercepat pemadatan.
- Sistem Ejeksi :Menghapus bagian yang sudah jadi.

Bonus 2:Cacat Umum dan Mitigasinya
- Bengkok :Ditangani dengan pendinginan yang seragam dan aliran material yang seimbang.
- Tanda Tenggelam :Diminimalkan dengan ketebalan dinding yang konsisten dan pendinginan yang memadai.
- Kilat :Dikendalikan melalui ukuran gerbang dan manajemen tekanan yang tepat.
- Foto Pendek :Dihindari dengan memastikan tekanan injeksi dan pengisian cetakan yang cukup.
- Tanda Bakar :Dikurangi dengan mengoptimalkan pengaturan suhu dan aliran udara.
Bonus 3:Strategi Pengurangan Biaya
- Pertahankan ketebalan dinding yang seragam untuk memotong material dan kerumitan perkakas.
- Memanfaatkan skala ekonomi dengan menjalankan produksi massal.
- Jadwalkan perawatan rutin untuk memperpanjang masa pakai alat.
- Gunakan resin daur ulang atau resin hemat biaya jika performanya memungkinkan.
Cetakan injeksi tetap menjadi standar industri untuk memproduksi komponen plastik berpresisi tinggi dan hemat biaya di berbagai sektor. Dengan mematuhi prinsip desain dan kontrol proses yang baik, produsen dapat memaksimalkan hasil, meminimalkan limbah, dan menghasilkan komponen yang andal dalam skala besar.


