Frisbee
Latar Belakang
Hampir 300 juta frisbee telah terjual sejak diperkenalkan 40 tahun lalu, baik untuk olahraga terorganisir maupun permainan rekreasi. Menurut Mattel, 90% orang Amerika pernah bermain dengan mainan terbang ini, yang berarti 15 juta orang menikmati olahraga ini setiap tahun. Sekarang, versi lama dari mainan ini telah menjadi barang koleksi senilai ratusan dolar atau lebih.
Asal usul frisbee sebenarnya kembali ke toko roti bernama Frisbie Pie Company of New Haven, Connecticut, yang didirikan oleh William Russell Frisbie setelah Perang Saudara. Toko roti tetap beroperasi sampai tahun 1958, dan selama periode ini, pelemparan kaleng kue perusahaan, pertama oleh pengemudi perusahaan dan kemudian oleh mahasiswa Ivy League (ada yang mengatakan itu tutup kaleng kue), menyebabkan frisbie menjadi istilah yang terkenal. menggambarkan permainan cakram terbang di Timur Laut.
Beberapa tahun setelah Perang Dunia II, Walter Frederick Morrison—putra dari penemu lampu depan balok-segel mobil—dan rekannya Warren Franscioni, menyelidiki penyempurnaan kaleng pai menjadi produk komersial. Pertama, mereka mengelas cincin baja di dalam pelek untuk meningkatkan stabilitas pelat, tetapi tidak berhasil. Kemudian, mereka beralih ke plastik dan frisbee seperti yang kita kenal sekarang lahir.
Desain awal, yang menggabungkan enam spoiler melengkung atau baling-baling di bagian atas, sangat ditingkatkan pada tahun 1951 dan dengan demikian menjadi Pluto Platter, piringan terbang pertama yang diproduksi secara massal. Desain ini, yang menggabungkan kemiringan pada sepertiga bagian luar cakram, tetap menjadi bagian dari desain dasar hingga hari ini. Morrison Pluto Platter memiliki kubah sejati pertama (kabin di kapal laut Morrison) dan menyerupai konsep piring terbang (UFO) yang digambarkan selama periode ini lengkap dengan lubang intip. Pada tahun 1954, Universitas Dartmouth mengadakan turnamen frisbee pertama, yang melibatkan permainan yang disebut Guts.
Pendiri Wham-O, sebuah perusahaan mainan California, menjadi tertarik dengan piringan terbang ini pada tahun 1955 dan sekitar setahun kemudian memulai produksi setelah memperoleh hak dari Morrison. Nama itu diubah menjadi frisbee setelah perusahaan itu mendengar tentang permainan kue pai di pantai timur yang disebut Frisbie-ing. (Wham-O pertama kali memasarkan Pluto Platter pada Januari 1957, tetapi tidak menambahkan kata frisbee sampai Juli 1957.) Pada tahun 1959, frisbee model profesional pertama diproduksi.
Tidak sampai awal 1960-an ketika frisbee menjadi kemarahan dan segera organisasi didirikan untuk mempromosikan acara olahraga, termasuk Asosiasi Frisbee Internasional dan Federasi Frisbee Olimpiade. Pertandingan pertama Ultimate Frisbee, olahraga jarak dan akurasi yang mirip dengan sepak bola, dimainkan pada tahun 1968 di sebuah sekolah menengah di New Jersey. Sekarang, itu dimainkan di hampir 600 perguruan tinggi dan di 32 negara. Pada tahun 1969, Angkatan Darat A.S. bahkan menginvestasikan $400.000 untuk melihat apakah suar yang ditempatkan pada frisbee akan tetap tinggi tetapi tidak berhasil.
Selama tahun 1970-an, beberapa organisasi dibentuk untuk mempromosikan acara tertentu, termasuk golf disc, gaya bebas, dan Guts. Professional Disc Golf Association (PDGA) sekarang memiliki lebih dari 14.000 anggota di 20 negara yang bermain di lebih dari 700 lapangan golf frisbee. Hari ini, 40.000 atlet di 35 negara berkompetisi di Ultimate Frisbee. Pembentukan asosiasi tersebut menyebabkan kejuaraan dunia yang diadakan selama tahun 1980-an.
Hari ini, kompetisi terorganisir dalam sembilan acara berbeda (termasuk golf disk dan gaya bebas) berlangsung setiap tahun di seluruh dunia, di bawah naungan Federasi Disk Terbang Dunia (WFDF). Didirikan pada tahun 1984, WFDF memiliki asosiasi anggota di 22 negara dan anggota sementara di 28 negara tambahan. Selama Operasi Desert Shield pada tahun 1991, frisbee digunakan untuk meningkatkan moral 20.000 tentara AS yang bertugas di Arab Saudi.
Desain
Produsen frisbee menggunakan perangkat lunak desain berbantuan komputer untuk membuat model. Sebuah prototipe kemudian dibuat untuk menguji desain. Terkadang, terowongan angin dan metode canggih lainnya digunakan untuk menguji karakteristik terbang, tergantung pada jenis frisbee. Toleransi manufaktur dalam beberapa seperseribu inci sekarang dimasukkan ke dalam desain.
Desainer selalu mencari cara baru untuk memanipulasi sifat fisik yang menentukan karakteristik penerbangan dengan mengubah desain atau bentuk untuk meningkatkan daya angkat, seret, putaran, momentum sudut, torsi, dan gaya lain yang memengaruhi cara objek terbang. Misalnya, menambahkan bibir kecil dan tepi cekung ke disk sangat meningkatkan stabilitasnya dalam penerbangan.
Hambatan utama yang harus diatasi oleh perancang cakram adalah ketidakstabilan yang disebabkan oleh presesi giroskopik, kecenderungan objek yang berputar untuk berguling ke kanan atau ke kiri dalam penerbangan, tergantung pada arah putarannya dan di mana mereka mendapatkan gaya angkat aerodinamisnya. Semakin dekat pusat gravitasi disk ke pusat angkatnya, semakin stabil dan lurus penerbangannya.
Saat piringan berputar, pusat daya angkatnya berada di dekat bagian depan, atau tepi depan, dari piringan dan cenderung mendorong piringan ke atas. Karena putaran, sebagian besar gaya angkat pada suatu titik di dekat tepi piringan tidak bekerja dengan sendirinya sampai sekitar seperempat putaran kemudian. Presesi giroskopik seperti itu mendorong cakram ke samping, menyebabkan gulungan menyamping. Inilah sebabnya mengapa frisbee, yang biasanya dilempar ke belakang untuk berputar searah jarum jam jika dilihat dari atas, cenderung berguling ke kiri dari sudut pandang pelempar saat terbang.
Begitu berada di udara, gaya angkat dan momentum sudut bekerja pada frisbee, memberikannya pertunjukan seperti balet. Lift dihasilkan oleh permukaan berbentuk frisbee saat melewati udara. Mempertahankan sudut serang positif, udara yang bergerak di atas frisbee mengalir lebih cepat daripada udara yang bergerak di bawahnya.
Di bawah Prinsip Bemoulli, ada tekanan udara yang lebih rendah di atas frisbee daripada di bawahnya. Perbedaan tekanan menyebabkan frisbee naik atau angkat. Ini adalah prinsip yang sama yang memungkinkan pesawat lepas landas, terbang, dan mendarat. Faktor penting lainnya yang bekerja pada gaya angkat frisbee adalah Hukum Ketiga Newton. Menyatakan bahwa untuk setiap aksi ada reaksi yang sama besar dan berlawanan arah. Frisbee memaksa udara ke bawah (aksi) dan udara memaksa frisbee ke atas (reaksi). Udara dibelokkan ke bawah oleh kemiringan frisbee, atau sudut serang.
Memutar frisbee ketika dilemparkan, atau memberinya momentum sudut, memberikan stabilitas. Momentum sudut adalah properti dari setiap massa yang berputar. Melempar frisbee tanpa putaran memungkinkannya jatuh ke tanah. Momentum putaran juga memberikan stabilitas orientasi, memungkinkan frisbee menerima gaya angkat yang stabil dari udara saat melewatinya. Semakin cepat frisbee berputar, semakin besar stabilitasnya.
Bahan Baku
Frisbee telah dibuat dari bahan termoplastik yang disebut polietilen sejak awal 1950-an. Polyethylene adalah polimer volume terbesar yang dikonsumsi di dunia. Bahan ini berasal dari etilena, gas yang tidak berwarna dan mudah terbakar. Gas ini mengalami peningkatan suhu dan tekanan dengan adanya katalis, yang mengubah gas menjadi polimer. Bahan lain yang mungkin ditambahkan termasuk pewarna, pelumas, dan bahan kimia untuk meningkatkan stabilitas dimensi dan ketahanan retak.
Manufaktur
Proses
Untuk membuat frisbee, proses berkecepatan tinggi yang disebut injection molding digunakan, yang didasarkan pada injeksi bahan plastik cair ke dalam cetakan tertutup, biasanya dari tipe multi-rongga. Setelah berada di dalam cetakan, plastik didinginkan hingga membentuk bentuk yang mencerminkan 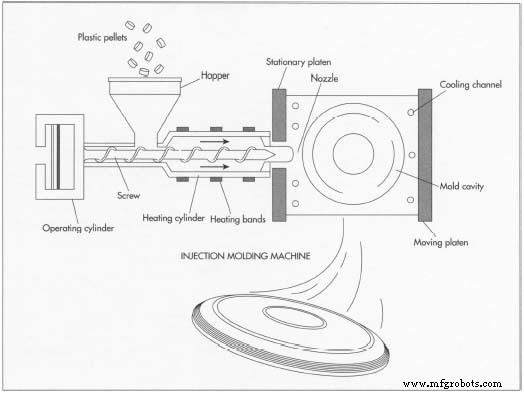 Frisbee diproduksi dalam proses berkecepatan tinggi yang disebut injection molding, yang didasarkan pada injeksi plastik cair bahan ke dalam cetakan tertutup, biasanya dari tipe multi-rongga. Setelah berada di dalam cetakan, plastik didinginkan hingga membentuk bentuk yang mencerminkan rongga. rongga. Karena bentuk kompleks dapat dibuat dengan menggunakan proses ini, pemangkasan kecil setelah dikeluarkan dari cetakan adalah satu-satunya penyelesaian lain yang diperlukan. Karena keunggulan ini, proses ini digunakan untuk memproduksi berbagai macam produk, dari berbagai mainan hingga bumper otomotif.
Frisbee diproduksi dalam proses berkecepatan tinggi yang disebut injection molding, yang didasarkan pada injeksi plastik cair bahan ke dalam cetakan tertutup, biasanya dari tipe multi-rongga. Setelah berada di dalam cetakan, plastik didinginkan hingga membentuk bentuk yang mencerminkan rongga. rongga. Karena bentuk kompleks dapat dibuat dengan menggunakan proses ini, pemangkasan kecil setelah dikeluarkan dari cetakan adalah satu-satunya penyelesaian lain yang diperlukan. Karena keunggulan ini, proses ini digunakan untuk memproduksi berbagai macam produk, dari berbagai mainan hingga bumper otomotif.
Biasanya digunakan mesin cetak yang dilengkapi dengan hopper, barel ekstruder berpemanas, sekrup bolak-balik, nosel, dan penjepit cetakan. Mesin ini memanaskan plastik sampai dapat mengalir dengan mudah di bawah tekanan, menekan lelehan ini untuk menyuntikkannya ke dalam cetakan tertutup, menahan cetakan tetap tertutup baik selama injeksi dan pemadatan material, dan membuka cetakan untuk memungkinkan pemindahan bagian padat. .
Persiapan bahan baku
- 1 Operasi peracikan terpisah digunakan untuk mengubah bentuk resin, sambil juga memasukkan aditif apa pun, menjadi yang cocok untuk pencetakan injeksi. Untuk termoplastik, ini biasanya berarti membentuk bahan menjadi pelet kering yang mengalir bebas dengan kombinasi langkah ekstrusi dan pengeringan, yang biasanya dilakukan di pabrik plastik. Setelah langkah peracikan selesai, bahan diperiksa untuk kadar air dan berat molekul rata-rata.
- 2 Pelet plastik kemudian dikirim ke produsen frisbee dalam kantong 50-100 lb (22,7-45,4 kg) atau dalam kotak 500-1.000 lb (227-454 kg). Pelet plastik dimasukkan ke dalam drum besar, yang ditambahkan pigmen dan aditif penambah berat badan. Bahan pengikat seperti minyak digunakan untuk melekatkan pigmen pada pelet. Drum digetarkan untuk menyatukan bahan.
Memberi makan materi
- 3 Pelet yang tidak dilelehkan ditempatkan ke dalam hopper yang memasukkan material ke dalam tong. Hopper dapat dilengkapi dengan sistem pengeringan untuk menghilangkan kelembapan ekstra dan magnet, untuk menghilangkan kontaminan besi. Terkadang, semua atau sebagian dari operasi penggabungan berlangsung selama langkah ini.
Pengangkutan dan pencairan
- 4 Selama langkah ini, senyawa cetakan bergerak dari bagian umpan ke dalam barel ekstruder yang dipanaskan yang berisi sekrup timbal balik. Di sini, bahan tersebut secara bertahap dicairkan saat dibawa ke bawah laras ke depan. Sekrup tirus menyediakan pemompaan, kompresi, dekompresi, dan pencampuran, menghasilkan gradien tekanan yang menghilangkan gas material dengan bantuan ventilasi di sekrup. Bahan termoplastik membutuhkan sekrup yang lebih panjang dengan rasio kompresi (volume terbuka di zona umpan dibagi dengan volume di ujung sekrup) dalam kisaran dua hingga tiga atau lebih. Rasio kompresi yang tepat untuk sekrup cetakan injeksi akan sedikit lebih besar dari densitas curah dari senyawa cetakan yang diterima dibagi dengan densitas lelehan.
- 5 Pada akhir proses pengangkutan, sejumlah senyawa yang telah ditentukan secara volumetrik terakumulasi di suatu tempat di depan sekrup saat sekrup meluncur keluar dari laras. Disebut tembakan, itu dipaksa maju ketika perjalanan sekrup dibalik. Untuk mencegah kompon cetakan mengalir kembali ke sekrup selama injeksi, katup mekanis ditempatkan di ujung sekrup.
Injeksi
- 6 Setelah ada cukup bahan untuk mengisi cetakan, putaran sekrup berhenti dan mesin siap untuk injeksi. Plastik yang meleleh disuntikkan ke dalam cetakan melalui nosel, di bawah tekanan tinggi (biasanya, 10.000-30.000 psi) menggunakan sistem pelari yang mengarah ke gerbang cetakan. Biasanya lebih dari satu gerbang digunakan untuk mengirimkan material ke dalam cetakan, dengan masing-masing gerbang diumpankan oleh saluran atau pelari. Untuk injeksi yang tepat, udara di dalam cetakan juga harus diberi ventilasi yang cukup.
Mendinginkan dan menghilangkan
- 7 Untuk mempercepat proses pemadatan, metode pendinginan dimasukkan ke dalam cetakan. Ini biasanya melibatkan lubang bor ke dalam cetakan, di mana cairan pendingin seperti air dapat disirkulasikan. Setelah pemadatan, penjepit cetakan, yang menahan bagian cetakan tertutup terhadap tekanan injeksi lelehan, membuka cetakan untuk memungkinkan lengan yang dapat ditarik untuk melepaskan bagian-bagiannya. Selama langkah ini, sekrup mulai berputar dan melelehkan material baru untuk bidikan berikutnya.
Dekorasi
- 8 Setelah frisbee dikeluarkan dari cetakan, diberi cap atau hiasan dengan nama frisbee, pabrikan dan informasi atau desain lainnya. Ada tiga metode yang digunakan, dengan hot stamping yang paling umum. Metode lain melibatkan menerapkan tinta dengan menggunakan layar sutra atau mesin press surat. Mesin cetak huruf menggunakan bantalan tinta yang berbeda untuk setiap warna.
Kemasan
- 9 Setelah dihias, frisbee siap untuk dikemas. Salah satu metode melibatkan menempatkan setiap frisbee ke dalam kantong plastik yang header karton secara otomatis dilampirkan dengan staples. Metode lain menempatkan frisbee di atas alas karton, yang kemudian dibungkus dengan plastik film. Terkadang frisbee dikemas dalam kotak.
Kontrol Kualitas
Berat adalah salah satu sifat yang paling penting dan secara otomatis dikontrol selama proses pencetakan injeksi oleh sekrup pada mesin yang mendorong jumlah material yang tepat ke dalam cetakan. Sifat penting lainnya untuk frisbee golf adalah fleksibilitas, yang diuji dengan meletakkan beban di tepi cakram dan mengukur tingkat kelenturannya. PDGA hanya perlu menguji satu sampel cakram golf baru untuk fleksibilitas.
Produk Sampingan/Limbah
Biasanya ada sedikit limbah yang dihasilkan selama proses manufaktur. Kadang-kadang setelah frisbee dikeluarkan dari cetakan, ia memiliki bahan berlebih, yang disebut flash, di sekitar tepinya. Ini dipotong, dikirim ke mesin regrinding dan kemudian dicampur dengan bahan perawan. Frisbee lainnya dapat ditolak jika beratnya tidak sesuai atau memiliki cacat dekorasi. Setelah dekorasi dihilangkan, baik dengan pemotongan atau dengan menggunakan pelarut tergantung pada metode aplikasi, sampah juga didaur ulang dengan cara yang sama.
Masa Depan
Frisbee diperkirakan akan mendominasi abad kedua puluh satu sebagai salah satu olahraga dan hiburan yang hebat. Olahraga Frisbee harus terus berkembang, begitu pula kelompok kolektor yang tertarik untuk melestarikan sejarahnya. Meskipun mainan terbang lainnya telah masuk ke pasar—seperti bumerang, silinder, dan cincin—cakram terbang akan terus memberikan lebih banyak jam hiburan bagi orang-orang di seluruh dunia daripada yang mungkin pernah ditemukan.
Golf disk secara khusus mengalami pertumbuhan rekor. Dalam setiap tiga tahun terakhir jumlah kursus di Amerika Serikat saja telah meningkat sebesar 10%. Pertumbuhan tersebut harus terus berlanjut karena masih banyak daerah di negara ini yang belum mengetahui golf disc dan manfaat yang ditawarkannya.
Juga, frisbee mungkin suatu hari nanti menjadi olahraga Olimpiade. Agar olahraga memenuhi syarat untuk Olimpiade, itu harus dimainkan selama dua tahun di setidaknya 50 negara. Ultimate Frisbee sudah dimainkan di 35 negara dan popularitasnya semakin meningkat, bersama dengan olahraga frisbee lainnya.


