Ada beberapa langkah mudah yang dapat Anda ambil untuk mengoptimalkan desain Anda untuk pemesinan kontrol numerik komputer (CNC). Dengan mengikuti aturan design-for-manufacturing (DFM), Anda bisa mendapatkan lebih banyak dari kemampuan luas permesinan CNC. Ini bisa menjadi tantangan, karena standar spesifik industri tidak ada.
Dalam artikel ini, kami menawarkan panduan komprehensif tentang praktik desain terbaik untuk pemesinan CNC. Untuk mengumpulkan informasi terkini yang ekstensif ini, kami meminta umpan balik dari pakar industri dan penyedia layanan permesinan CNC. Jika Anda mengoptimalkan biaya, lihat panduan ini untuk merancang suku cadang CNC yang hemat biaya.
Apa itu proses pemesinan CNC?
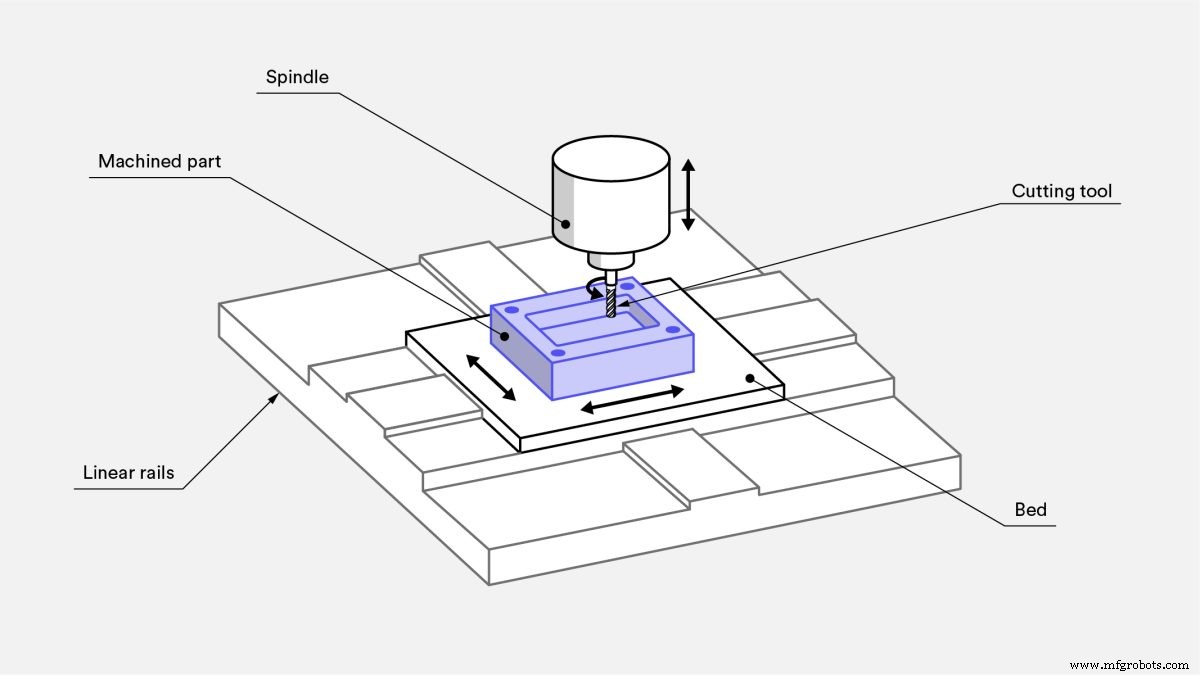
Mesin CNC adalah teknologi manufaktur subtraktif. Di CNC, material dikeluarkan dari blok padat menggunakan berbagai alat potong yang berputar dengan kecepatan tinggi—ribuan RPM—untuk menghasilkan bagian berdasarkan model CAD. Baik logam maupun plastik dapat dibuat dengan mesin CNC.
Bagian mesin CNC memiliki akurasi dimensi tinggi dan toleransi yang ketat. CNC cocok untuk produksi volume tinggi dan pekerjaan satu kali. Faktanya, permesinan CNC saat ini merupakan cara yang paling hemat biaya untuk memproduksi prototipe logam, bahkan dibandingkan dengan pencetakan 3D .
Baca pengantar kami tentang prinsip dasar permesinan CNC .
Apa batasan utama desain CNC?
CNC menawarkan fleksibilitas desain yang hebat, tetapi ada beberapa batasan. Keterbatasan ini berkaitan dengan mekanika dasar dari proses pemotongan dan terutama berkaitan dengan geometri pahat dan akses pahat.
Geometri alat
Alat pemotong CNC yang paling umum (alat penggilingan akhir dan bor) memiliki bentuk silinder dan panjang pemotongan terbatas.
Saat material dikeluarkan dari benda kerja, geometri pahat dipindahkan ke bagian mesin. Ini berarti, misalnya, sudut internal bagian CNC selalu memiliki radius, tidak peduli seberapa kecil alat pemotong yang digunakan.
Akses alat
Untuk menghilangkan material, pahat pemotong mendekati benda kerja langsung dari atas. Fitur yang tidak dapat diakses dengan cara ini tidak dapat dikerjakan dengan mesin CNC.
Ada pengecualian untuk aturan ini:undercut. Ada bagian tentang undercut di akhir artikel ini.
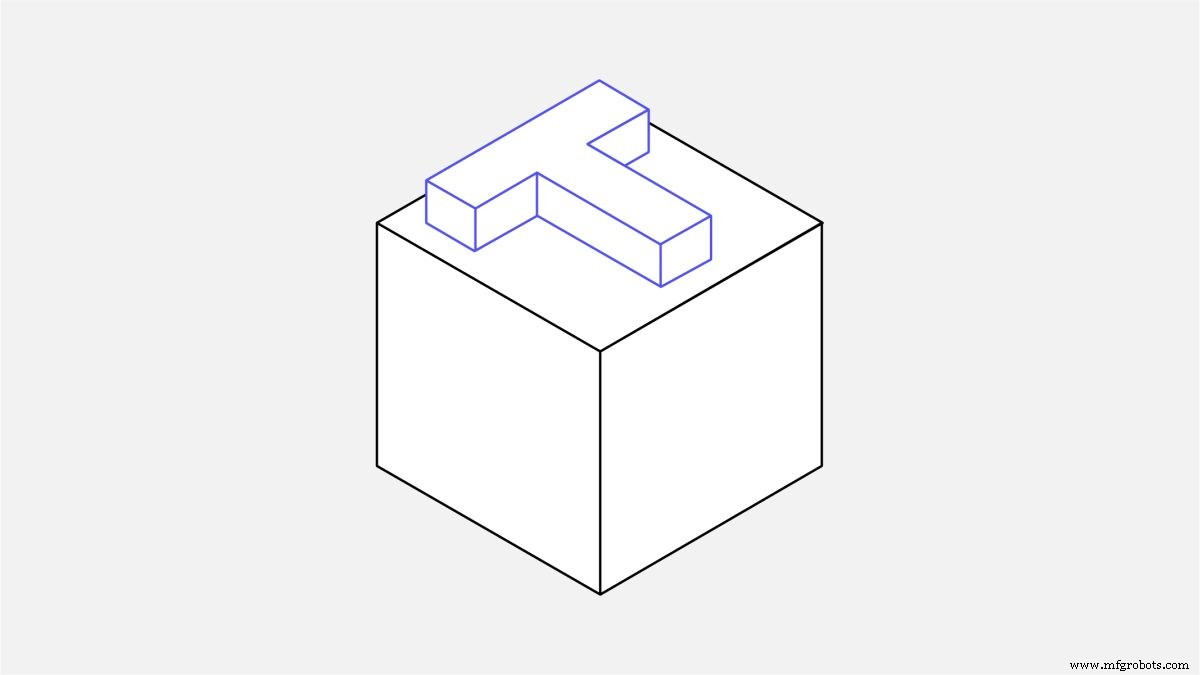
Praktik desain yang baik adalah menyelaraskan semua fitur model Anda (lubang, rongga, dinding vertikal, dll.) ke salah satu dari enam arah utama. Namun, lihat aturan ini sebagai rekomendasi dan bukan batasan, karena sistem CNC 5-sumbu menawarkan kemampuan memegang benda kerja tingkat lanjut.
Akses pahat juga menjadi masalah saat mengerjakan fitur dengan rasio kedalaman-ke-lebar yang besar. Untuk mencapai dasar rongga yang dalam, misalnya, Anda membutuhkan alat dengan jangkauan yang lebih luas. Ini berarti rentang gerak yang lebih luas untuk efektor akhir, yang meningkatkan suara mesin dan menurunkan akurasi yang dapat dicapai.
Ini akan menyederhanakan produksi jika Anda mendesain suku cadang yang dapat dikerjakan dengan mesin CNC dengan pahat yang memiliki diameter terbesar dan panjang sesingkat mungkin.
Pedoman desain CNC
Tantangan yang sering muncul saat merancang suku cadang untuk pemesinan CNC adalah bahwa tidak ada standar khusus di seluruh industri. Produsen mesin dan alat CNC terus meningkatkan kemampuan teknologi, memperluas batas dari apa yang mungkin. Tabel di bawah ini merangkum nilai yang direkomendasikan dan layak untuk fitur yang paling umum ditemui di bagian mesin CNC.
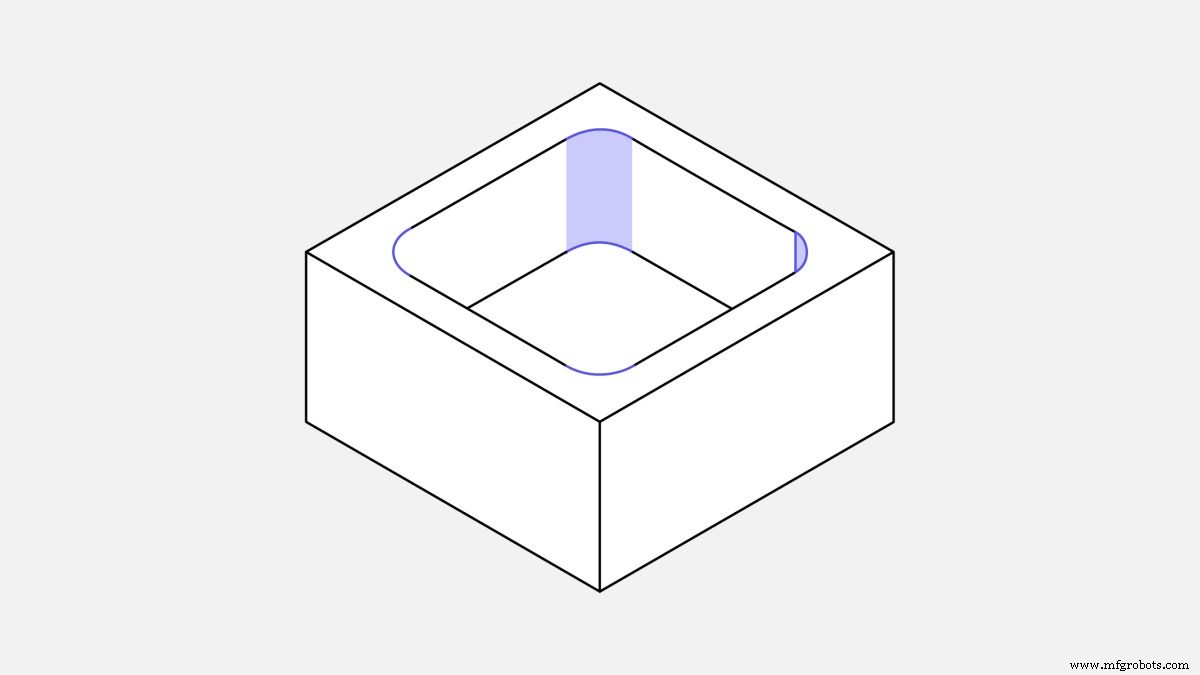
Rongga dan kantong
Kedalaman rongga yang disarankan: 4 kali lebar rongga
Alat end mill memiliki panjang pemotongan yang terbatas (biasanya 3-4 kali diameternya). Defleksi pahat, evakuasi chip, dan getaran menjadi lebih menonjol ketika rongga memiliki rasio kedalaman-ke-lebar yang lebih kecil.
Membatasi kedalaman rongga hingga empat kali lebarnya memastikan hasil yang baik.
Jika diperlukan kedalaman yang lebih besar, pertimbangkan untuk mendesain bagian dengan kedalaman rongga yang bervariasi.
Penggilingan rongga dalam: Rongga dengan kedalaman lebih dari enam kali diameter pahat dianggap dalam. Rasio kedalaman diameter-rongga pahat hingga 30:1 dimungkinkan menggunakan perkakas khusus (kedalaman maksimum:35 cm dengan pahat end mill berdiameter 1 inci).
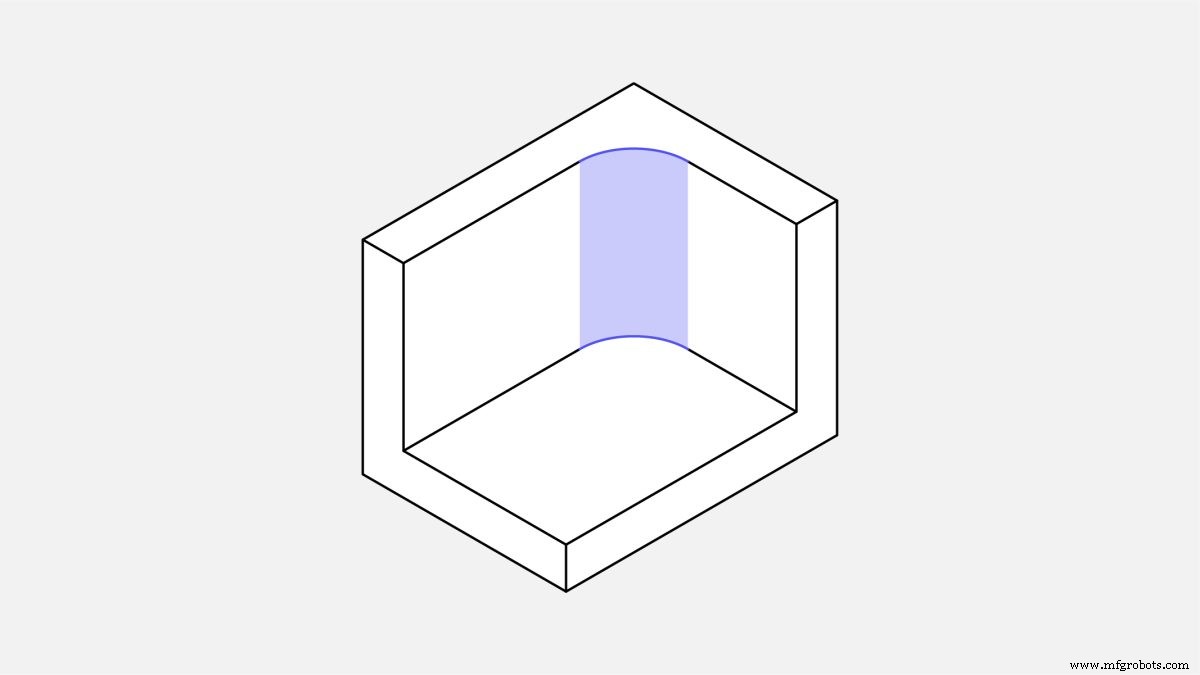
Tepi internal
Radius sudut vertikal
Disarankan: kali kedalaman rongga (atau lebih besar)
Menggunakan nilai yang direkomendasikan untuk jari-jari sudut internal memastikan bahwa pahat berdiameter yang sesuai dapat digunakan dan sejajar dengan pedoman untuk kedalaman rongga yang direkomendasikan. Meningkatkan jari-jari sudut sedikit di atas nilai yang direkomendasikan (misalnya sebesar 1 mm), memungkinkan pahat memotong mengikuti jalur melingkar, bukan sudut 90. Ini lebih disukai karena menghasilkan permukaan akhir yang lebih berkualitas. Jika sudut internal 90 derajat yang tajam diperlukan, pertimbangkan untuk menambahkan undercut T-bone daripada mengurangi radius sudut.
Radius lantai
Disarankan: 0,5 mm, 1 mm atau tanpa radius Layak: radius apa pun
Alat end mill memiliki ujung tombak bawah yang rata atau sedikit membulat. Jari-jari lantai lainnya dapat dikerjakan dengan menggunakan alat ujung bola. Ini adalah praktik desain yang baik untuk menggunakan nilai yang direkomendasikan, karena lebih disukai oleh masinis.
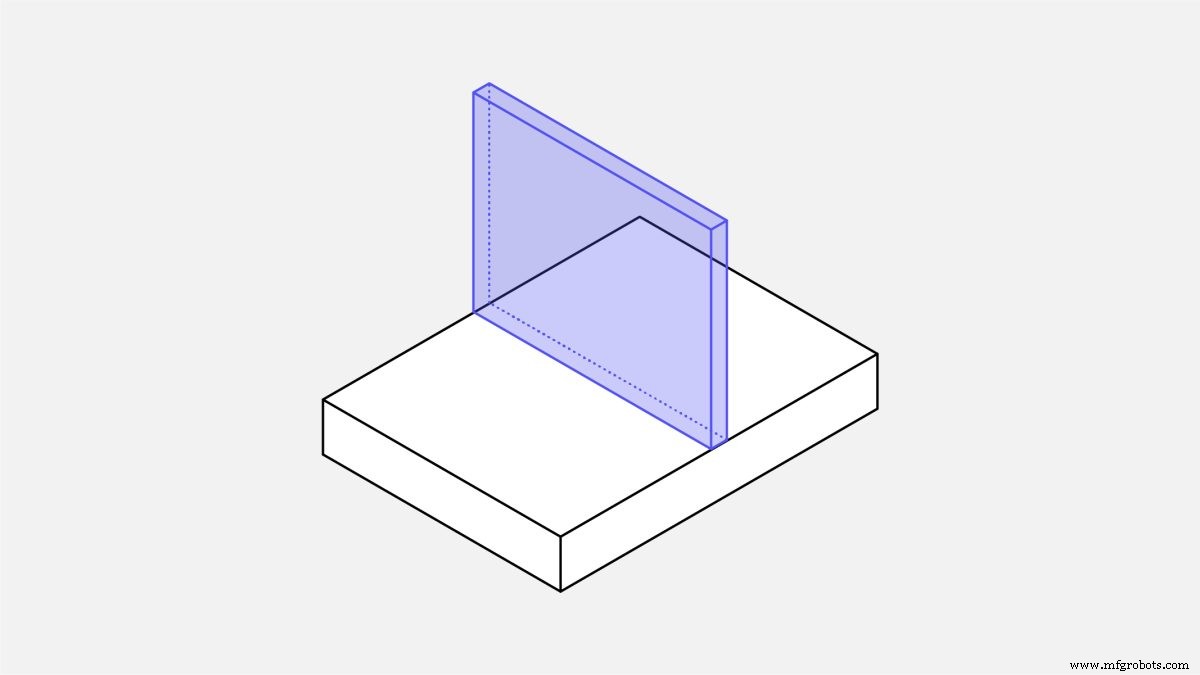
Dinding tipis
Ketebalan dinding minimum
Disarankan: 0,8 mm (logam), 1,5 mm (plastik) Layak: 0,5 mm (logam), 1,0 mm (plastik)
Mengurangi ketebalan dinding mengurangi kekakuan material, yang meningkatkan getaran selama pemesinan dan menurunkan akurasi yang dapat dicapai. Plastik cenderung melengkung (karena tegangan sisa) dan melunak (karena kenaikan suhu), jadi disarankan ketebalan dinding minimum yang lebih besar. Nilai layak yang disebutkan di atas harus diperiksa berdasarkan kasus per kasus.
Lubang
Diameter
Disarankan: mata bor standar Layak: diameter apa pun yang lebih besar dari 1 mm
Lubang dikerjakan dengan menggunakan mata bor atau alat penggilingan akhir. Ukuran mata bor distandarisasi (dalam satuan metrik dan imperial). Reamer dan alat bor digunakan untuk menyelesaikan lubang yang membutuhkan toleransi yang ketat. Untuk lubang dengan akurasi tinggi dengan diameter lebih kecil dari 20 mm, disarankan menggunakan diameter standar.
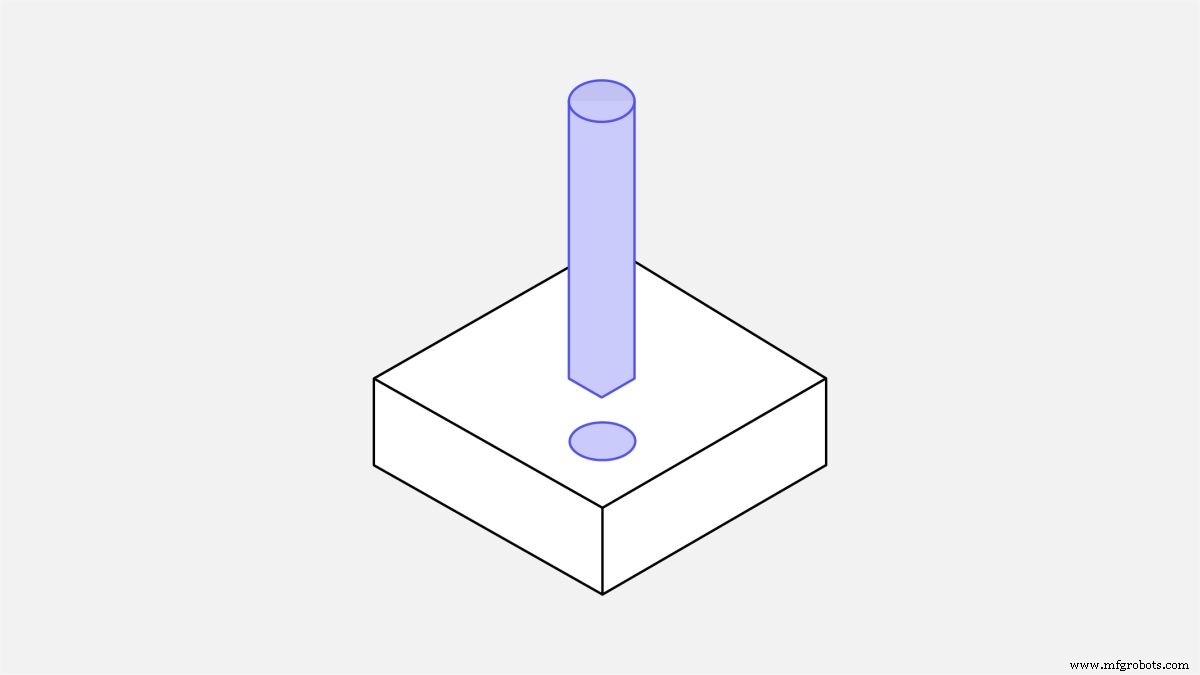
Kedalaman maksimum
Disarankan: 4 kali diameter nominal Biasa: 10 kali diameter nominal Layak: 40 kali diameter nominal
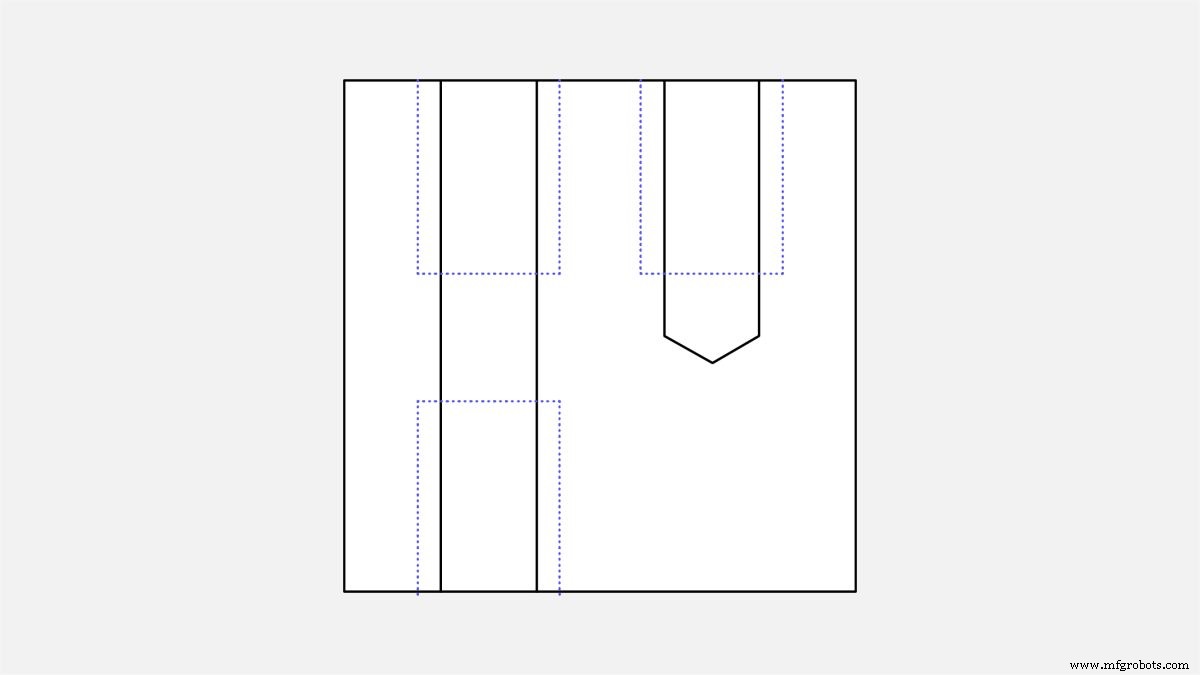
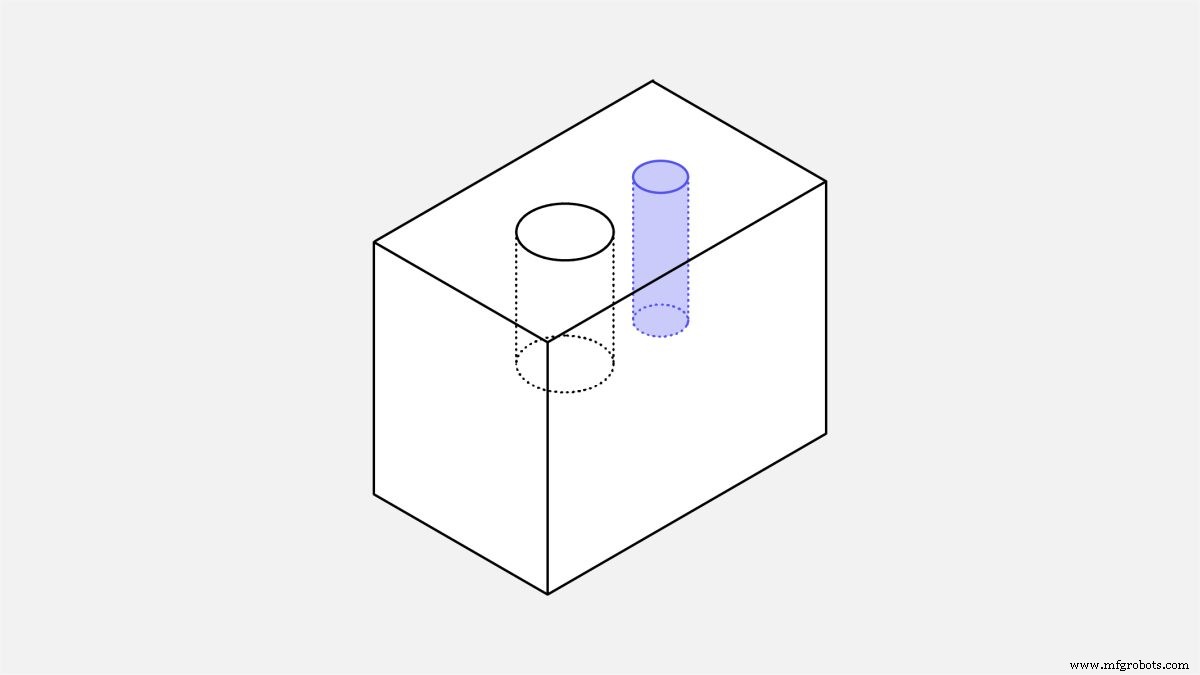
Lubang dengan diameter non-standar harus dikerjakan dengan alat penggilingan akhir. Dalam hal ini, batasan kedalaman rongga maksimum berlaku dan nilai kedalaman maksimum yang direkomendasikan harus digunakan. Lubang yang lebih dalam dari nilai tipikal dikerjakan menggunakan mata bor khusus (dengan diameter minimum 3mm). Lubang buta yang dikerjakan dengan bor memiliki lantai berbentuk kerucut (sudut 135 derajat), sedangkan lubang yang dikerjakan dengan alat penggilingan akhir berbentuk datar. Tidak ada preferensi khusus antara lubang tembus atau lubang buta dalam pemesinan CNC.
Utas
Ukuran benang
Minimum: M2 Disarankan: M6 atau lebih besar
Utas dipotong dengan keran dan utas eksternal dengan cetakan. Taps and die dapat digunakan untuk memotong benang hingga M2. Alat ulir CNC adalah hal yang umum dan lebih disukai oleh masinis, karena alat ini membatasi risiko kerusakan keran. Alat ulir CNC dapat digunakan untuk memotong ulir hingga M6.
Panjang utas
Minimum: 1,5 kali diameter nominal Disarankan: 3 kali diameter nominal
Sebagian besar beban yang diterapkan pada ulir diambil oleh beberapa gigi pertama (hingga 1,5 kali diameter nominal). Benang yang lebih panjang dari 3 kali diameter nominal tidak diperlukan.
Untuk ulir di lubang buta yang dipotong dengan keran (yaitu semua ulir yang lebih kecil dari M6), tambahkan panjang tanpa ulir yang sama dengan 1,5 kali diameter nominal di bagian bawah lubang. Jika alat ulir CNC dapat digunakan (yaitu ulir yang lebih besar dari M6), lubang dapat diulir sepanjang panjangnya.
Fitur kecil
Diameter lubang minimum
Disarankan: 2,5 mm (0,1 inci.'') Layak: 0,05 mm (0,005 inci.'')
Sebagian besar bengkel mesin dapat secara akurat mengerjakan rongga dan lubang menggunakan alat dengan diameter hingga 2,5 mm (0,1 inci). Apa pun di bawah batas ini dianggap permesinan mikro. Alat khusus (bor mikro) dan pengetahuan ahli diperlukan untuk mengerjakan fitur tersebut karena fisika dari proses pemotongan berubah dengan skala ini. Kecuali benar-benar diperlukan, rekomendasinya adalah untuk menghindarinya.
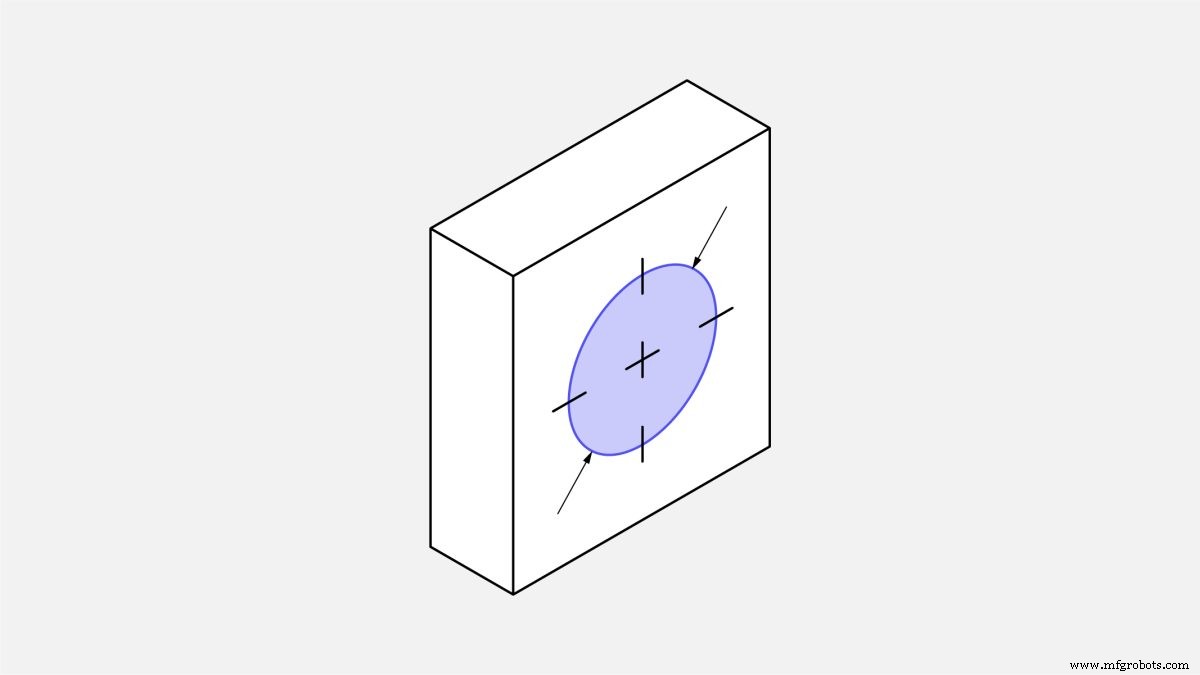
Toleransi
Biasa: +-0,1 mm Layak: +-0,02 mm
Toleransi kami adalah 2768 sedang atau baik. Jika toleransi tidak ditentukan, mitra manufaktur akan menggunakan grade 2768 yang dipilih. Toleransi menentukan batas-batas untuk dimensi yang dapat diterima. Toleransi yang dapat dicapai bervariasi sesuai dengan dimensi dasar dan geometri bagian. Nilai di atas adalah pedoman yang masuk akal.
Teks dan huruf
Disarankan: ukuran font 20 (atau lebih besar), terukir 5 mm
Teks terukir lebih disukai daripada teks timbul, karena lebih sedikit materi yang dihapus. Disarankan menggunakan ukuran minimum font -20 sans -serif (misalnya Arial atau Verdana). Banyak mesin CNC memiliki rutinitas yang telah diprogram sebelumnya untuk font ini.
Pengaturan mesin CNC dan orientasi suku cadang
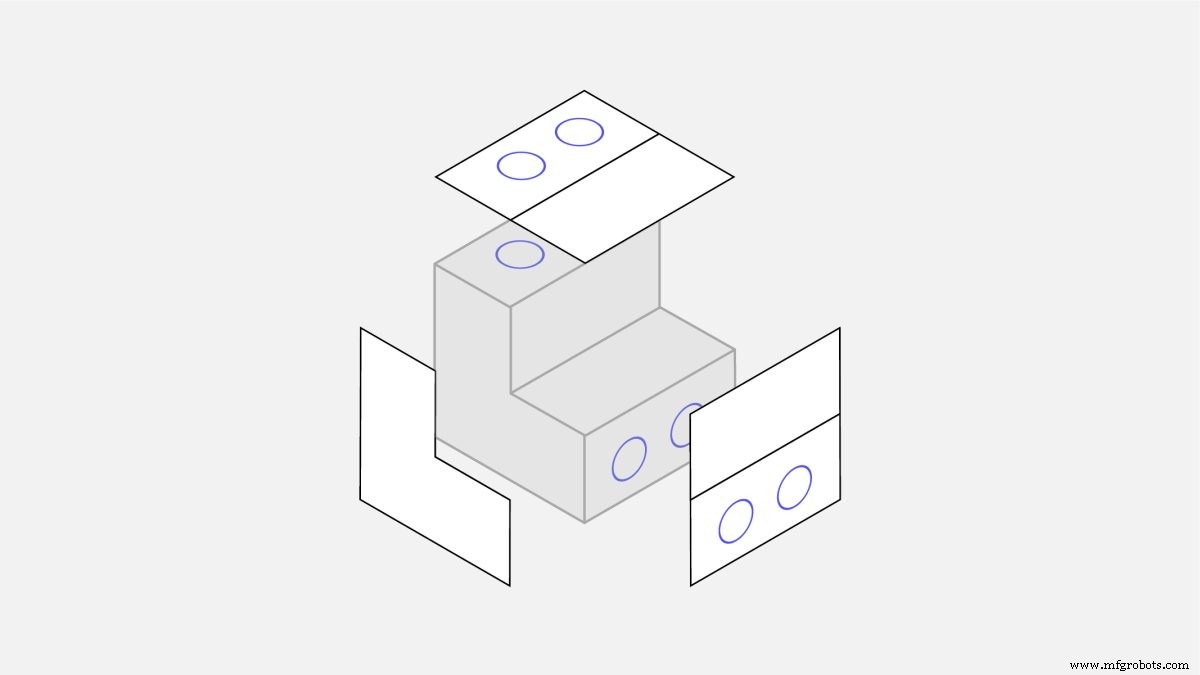
Akses pahat adalah salah satu batasan desain utama dalam pemesinan CNC. Untuk mencapai semua permukaan model, benda kerja harus diputar beberapa kali.
Setiap kali benda kerja diputar, mesin harus dikalibrasi ulang dan sistem koordinat baru harus ditentukan.
Saat mendesain, penting untuk mempertimbangkan penyiapan mesin karena dua alasan:
Jumlah total setup mesin mempengaruhi biaya. Memutar dan menyetel kembali bagian memerlukan kerja manual dan meningkatkan total waktu pemesinan. Ini sering dapat diterima jika bagian perlu diputar hingga tiga atau empat kali, tetapi apa pun di atas batas ini berlebihan.
Untuk mencapai akurasi posisi relatif maksimum, dua fitur harus dikerjakan dalam pengaturan yang sama. Ini karena langkah kalibrasi baru menimbulkan kesalahan kecil (tetapi tidak dapat diabaikan).
Apa itu mesin CNC 5-sumbu?
Mesin CNC 5-sumbu menggerakkan alat pemotong atau bagian di sepanjang lima sumbu secara bersamaan. Mesin CNC multi-sumbu dapat memproduksi suku cadang dengan geometri kompleks, karena menawarkan dua sumbu rotasi tambahan. Mesin-mesin ini menghilangkan kebutuhan akan beberapa penyiapan mesin.
Apa keuntungan dan keterbatasan pemesinan CNC 5-sumbu?
Pemesinan CNC lima sumbu memungkinkan pahat tetap bersinggungan dengan permukaan pemotongan secara konstan. Jalur pahat bisa lebih rumit dan efisien, menghasilkan bagian dengan permukaan akhir yang lebih baik dan waktu pemesinan yang lebih rendah.
Konon, CNC 5-sumbu memiliki keterbatasan. Geometri pahat dasar dan batasan akses pahat masih berlaku (misalnya, bagian dengan geometri internal tidak dapat dikerjakan). Selain itu, biaya penggunaan sistem tersebut lebih tinggi.
Pemotongan permesinan CNC
Undercut adalah fitur yang tidak dapat dikerjakan menggunakan alat potong standar, karena beberapa permukaannya tidak dapat diakses langsung dari atas.
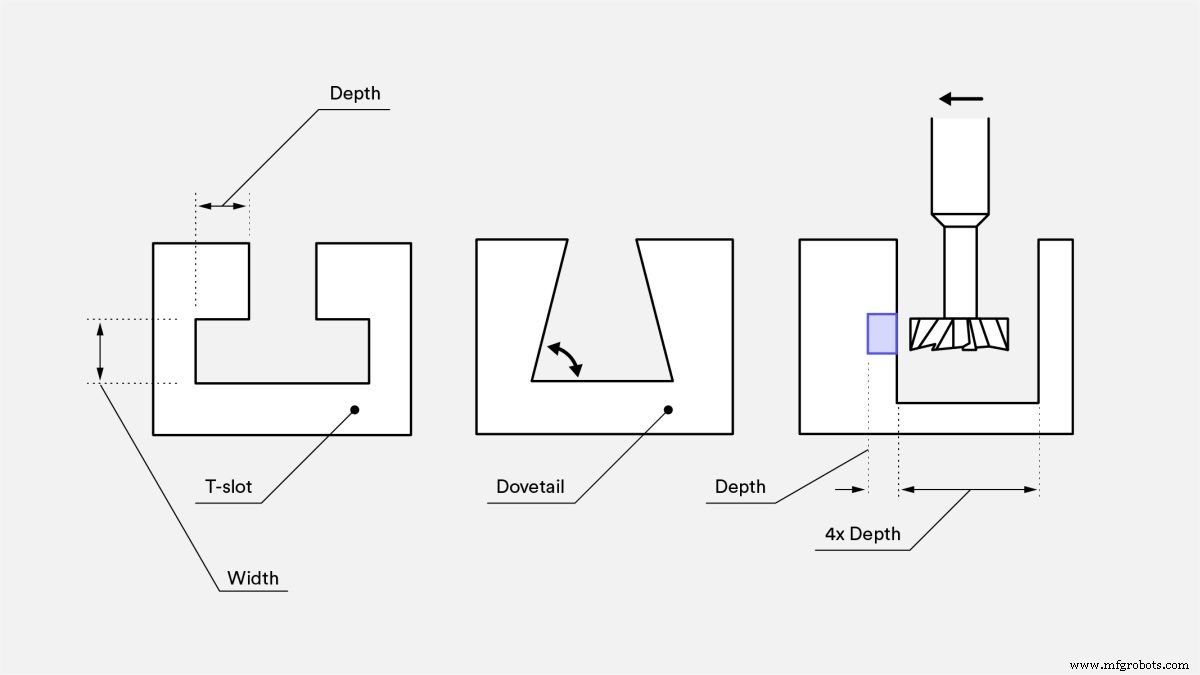
Ada dua jenis utama undercut:T-slot dan pas. Undercut bisa satu sisi atau dua sisi dan dikerjakan menggunakan alat khusus.
Alat pemotong T-slot terbuat dari pisau pemotong horizontal yang dipasang pada poros vertikal. Lebar undercut dapat bervariasi antara 3mm dan 40mm. Kami merekomendasikan menggunakan ukuran standar untuk lebar (yaitu kenaikan seluruh milimeter atau fraksi inci standar), karena kemungkinan besar alat yang sesuai sudah tersedia.
Untuk alat pemotong pas, sudut adalah ukuran fitur yang menentukan. Baik alat pas 45 dan 60 derajat dianggap standar. Alat dengan sudut 5, 10, dan hingga 120 derajat (dengan kenaikan 10 derajat) juga ada, tetapi lebih jarang digunakan.
Desain undercut untuk permesinan CNC
Saat mendesain bagian dengan undercut pada dinding internal, ingatlah untuk menambahkan jarak yang cukup untuk pahat. Aturan praktis yang baik adalah menambahkan ruang yang sama dengan setidaknya empat kali kedalaman undercut antara dinding mesin dan dinding internal lainnya.
Untuk pahat standar, rasio tipikal antara diameter pemotongan dan diameter poros adalah 2:1, sehingga membatasi kedalaman pemotongan. Ketika undercut non-standar diperlukan, itu adalah praktik umum bagi toko mesin untuk memproduksi alat undercut kustom mereka sendiri. Ini dapat menambah waktu dan biaya, jadi hindari jika memungkinkan.
Membuat gambar teknik
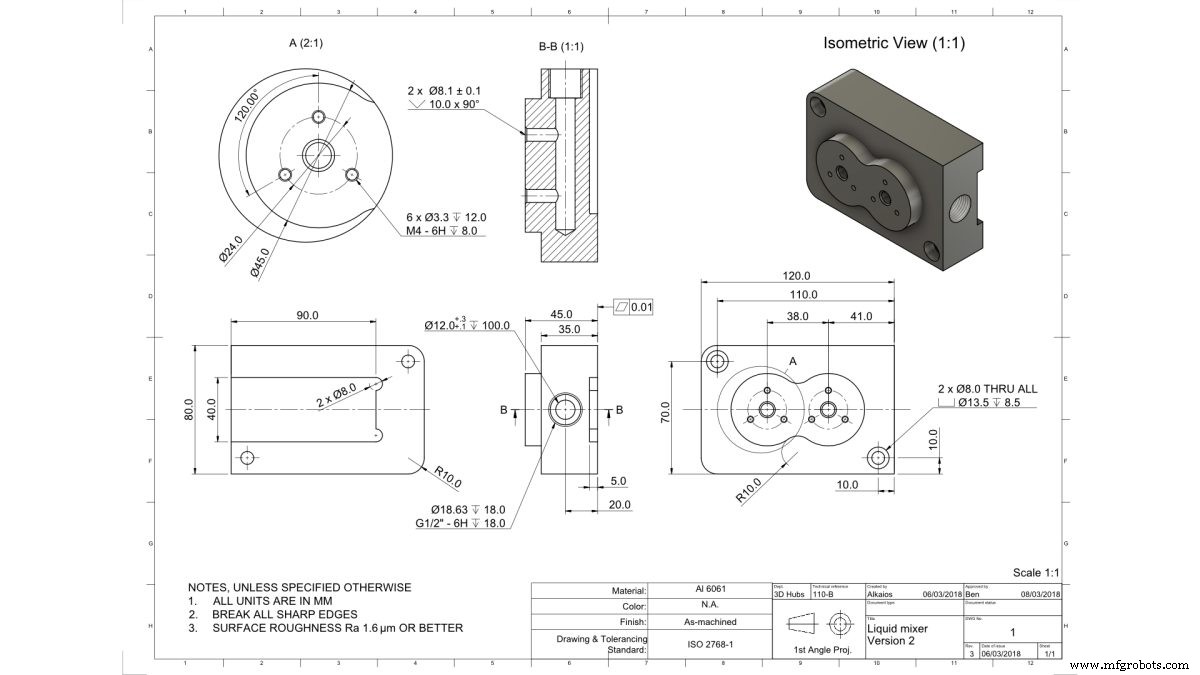
Gambar teknik kadang-kadang digunakan oleh para insinyur untuk mengkomunikasikan persyaratan manufaktur tertentu kepada masinis. Jika Anda tertarik dengan topik ini, baca artikel ini tentang bagaimana, kapan, dan mengapa menggunakan gambar teknik.
Mengunggah gambar teknis dengan kutipan Hub Anda
Kami biasanya tidak memerlukan gambar teknis untuk pesanan di platform kami, tetapi dalam beberapa kasus, mereka dapat menambahkan konteks yang berharga ke permintaan penawaran. Spesifikasi desain tertentu tidak dapat disertakan dalam file STEP atau IGES. Misalnya, Anda harus menyertakan gambar teknis 2D jika model Anda menyertakan lubang atau poros berulir dan/atau dimensi dengan toleransi yang lebih ketat daripada grade 2768 yang dipilih.
Jika Anda menambahkan gambar teknik, pastikan sesuai dengan spesifikasi file yang diunggah. Jika gambar teknis tidak sesuai dengan file yang diunggah atau spesifikasi kutipan:
Spesifikasi kutipan dianggap sebagai titik acuan untuk teknologi, material, dan permukaan akhir.
Gambar teknis dianggap sebagai titik acuan untuk spesifikasi ulir, spesifikasi toleransi, detail permukaan akhir, permintaan penandaan bagian, dan spesifikasi perlakuan panas.
File CAD dianggap sebagai titik referensi untuk desain bagian, geometri, dimensi, dan lokasi fitur.
Untuk detail lebih lanjut, baca kebijakan spesifikasi . kami .
Apa praktik terbaik Hub untuk pemesinan CNC?
Rancang komponen yang dapat dikerjakan dengan mesin menggunakan pahat dengan diameter sebesar mungkin.
Tambahkan fillet besar (setidaknya kali kedalaman rongga) ke semua sudut vertikal internal.
Batasi kedalaman rongga hingga 4 kali lebarnya.
Sejajarkan fitur utama desain Anda dengan salah satu dari enam arah utama. Jika tidak memungkinkan, pemesinan CNC 5-sumbu adalah pilihan.
Kirimkan gambar teknis bersama gambar Anda jika desain Anda menyertakan ulir, toleransi, spesifikasi permukaan akhir, atau catatan lain untuk operator mesin.
Memiliki bagian yang Anda butuhkan mesin CNC? Unggah desain Anda dan alat DFM kami akan menyarankan pengoptimalan dan memberikan harga instan.