Buat Lubang Berulir:Pertimbangan Untuk Menyadap Lubang
Threading adalah salah satu proses pemesinan yang paling penting. Ini digunakan untuk membuat ulir sekrup, yang digunakan untuk menyatukan material dan komponen.
Lubang berulir sangat umum di bidang manufaktur. Karena keserbagunaan dan kemudahan penggunaan, mereka sangat serbaguna sehingga dapat ditemukan di segala hal mulai dari mobil hingga pesawat terbang.
Tapi, menyadap lubang berulir tidak semudah yang kita kira. Jadi, penting untuk mempelajari semua teknologi threading mesin yang tersedia sehingga Anda dapat membuat pilihan terbaik untuk proyek Anda. Informasi berikut akan membantu Anda memahami cara mengetuk lubang berulir dengan lebih baik.
Apa Itu Lubang Berulir?
Lubang berulir adalah lubang yang telah diulir atau disadap, dengan ulir internal. Merupakan lubang melingkar yang digunakan untuk proses penyadapan dan pengeboran. Untuk membuat ulir pada dinding lubang bor, Anda dapat menggunakan proses penyadapan, dan itu terjadi di area dan tempat di mana baut dan mur tidak dapat bekerja, seperti pada logam.
Terkadang lubang berulir juga disebut lubang yang disadap. Jenis lubang ini digunakan ketika diperlukan untuk menghubungkan dua bagian bersama-sama menggunakan pengikat seperti sekrup atau baut. Benang di lubang memberikan ketahanan sehingga pengikat tidak akan kendur seiring waktu dan juga memudahkan melepas pengikat jika perlu.
Apa Itu Lubang yang Disadap?
Lubang yang disadap adalah jenis lubang yang digunakan untuk membuat ulir internal. Itu dibuat dengan mengebor lubang di material dan kemudian menggunakan keran untuk memotong benang ke dinding lubang. Lubang yang disadap biasanya ditemukan pada komponen logam yang perlu dikencangkan bersama, seperti pada mur dan baut.
Lubang yang disadap memiliki banyak aspek yang mirip dengan lubang pilot. Keduanya digunakan untuk membuat ulir pada benda kerja sehingga dapat dimasukkan sekrup atau baut. Perbedaan utama antara keduanya adalah lubang yang disadap sudah diulir dan hanya membutuhkan alat untuk membuat ulir kawin, sedangkan lubang pilot harus dibor terlebih dahulu sebelum dapat disadap.
Pentingnya Membuat Lubang yang Disadap

Lubang yang disadap adalah aspek penting dari suku cadang mesin , dan Anda dapat menggunakan mesin CNC untuk menambahkan lubang. Dalam proses penyadapan, Anda dapat membuat ulir ke dinding lubang yang dibor. Sekrup mesin tidak dapat membuat ulir sendiri, Jika Anda ingin memasukkan ulir ke bahan logam, Anda memerlukan lubang yang disadap dan membuat elemen berulir menambah proses mesin CNC.
Setiap fitur akan ditambahkan dengan tepat ke bagian berulir, dan sebagian besar utas dapat memilih tergantung pada fiturnya. Beri tahu kami mengapa penting untuk membuat lubang yang disadap.
1. Koneksi
Jika Anda ingin memasang baut atau sekrup ke logam, Anda dapat memasang dua bagian dengan lebih andal. Threading dapat secara permanen memasang baut, mur, dan sekrup dengan logam.
2. Transportasi mudah
Lubang yang disadap membuat perakitan komponen dan produk kecil menjadi mudah untuk pengiriman untuk mengurangi biaya tenaga kerja secara signifikan.
3. Operasi sederhana
Ini dapat menyediakan tempat untuk pengencang sekrup dan lubang yang disadap. Anda dapat memasang sekrup atau baut pada logam dengan lebih mudah tanpa membuat lubang pilot.
Anda dapat membuat ulir di bagian dalam lubang bor, dan membutuhkan waktu lebih sedikit daripada proses mengebor baut, mur, atau sekrup ke kayu. Mengetuk lubang dapat memenuhi persyaratan proyek Anda, tidak peduli apakah Anda membutuhkan lubang tembus atau lubang buta.
Bagaimana Cara Membuat Lubang Sebelum Mengetuk?
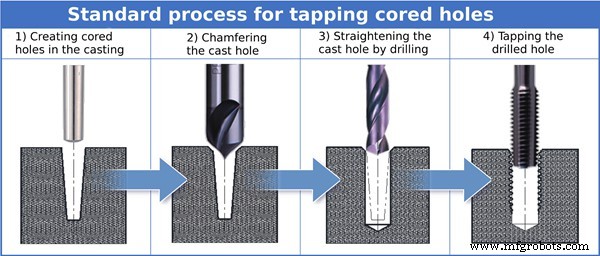
Sangat penting untuk memiliki lubang ukuran yang lurus, baik, dan tepat untuk threading dalam proses pembuatan lubang. Faktor pemboran mesin canggih (kebesaran) sebagian besar dihilangkan, tetapi faktor ini sangat penting dalam proses pembuatan lubang, jadi sangat penting untuk mempertimbangkan cara membuat lubang sebelum menyadap.
Lubang yang disadap dibentuk menggunakan mata bor keran dan mata bor. Mata bor percontohan dapat membuat lubang awal, sedangkan bor keran sebagian besar digunakan untuk memotong benang di lubang yang disadap. Setelah memasukkan sekrup, ulir luarnya (ulir eksternal) dapat diturunkan ke ulir internal. Benang internal dapat membuat ketukan sedikit di lubang yang disadap.
Beberapa masinis masih menggunakan aturan dan standar lama dan grafik tap bor untuk lubang berulir. Salah satu contoh ulir adalah karena mereka menggunakan bor 17/32 dan bor tekan untuk 5/8-11, persentase ulir ini terkadang membuat pekerjaan menjadi lebih rumit. Oleh karena itu, perlu untuk memahami dengan cermat standar ulir dan penggunaan alat sadap yang berbeda sebelum mengetuk lubang.
Sebelum membuat lubang berulir, Anda bisa mendapatkan berbagai opsi untuk ukuran bor percontohan dan ukuran bor keran, temukan orang ahli yang memahami bor keran dan ukuran ulir yang berbeda dapat membuat perbedaan besar untuk proyek Anda.
Apa itu lubang buta dan lubang tembus?
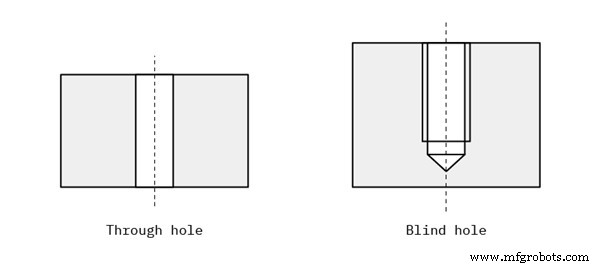
Ada dua jenis lubang untuk definisi lubang berulir. Setiap jenis lubang memerlukan pertimbangan khusus untuk memastikan lubang berulir mudah dikerjakan.
Lubang buta :Lubang ini memiliki kedalaman tertentu dan tidak dapat melewati seluruh benda kerja. Kedalaman perlu diperbaiki secara terpisah. Bagian bawah lubang dapat berakhir pada permukaan yang datar atau berakhir dengan kerucut.
Melalui lubang atau lubang bebas :Sebuah lubang dapat menembus seluruh benda kerja dalam lubang tembus. Kedalaman lubang tembus adalah ketebalan dinding tertentu. Dengan menggunakan baut, sekrup, dan mur, Anda harus menggunakan lubang tembus untuk memudahkan prosedur.
Apa perbedaan antara pengeboran dan penyadapan?
Perbedaan utama antara pengeboran dan penyadapan adalah urutan dan kinerja fungsi dan mata bor. Proses ini terjadi terlebih dahulu untuk membuat lubang yang bulat dan halus menggunakan mata bor, yang disebut dengan pengeboran.
Pembentukan lubang sadap diselesaikan dengan menggunakan mata bor tap dan mata bor di mana mata bor pilot awalnya membentuk lubang dan kemudian dapat memotong ulir dengan menggunakan bor tap. Keran dapat menangani sebagian besar jenis bahan seperti aluminium, paduan baja, baja, dan besi tuang,
Lubang bulat dan halus ini dibuat dalam proses ini, sedangkan di sisi lain ketika lubang dibor, terjadi proses penyadapan untuk membuat ulir dengan menerapkan ketukan ke bagian dalam lubang.
Kecuali untuk proses ini, membuat utas dapat menyelesaikan dan mengakomodasi bagian luar objek silinder dalam proses die-cut dengan menggunakan die. Benang pada baut adalah salah satu contoh die-cut.
Tiga Jenis Keran Untuk Threading
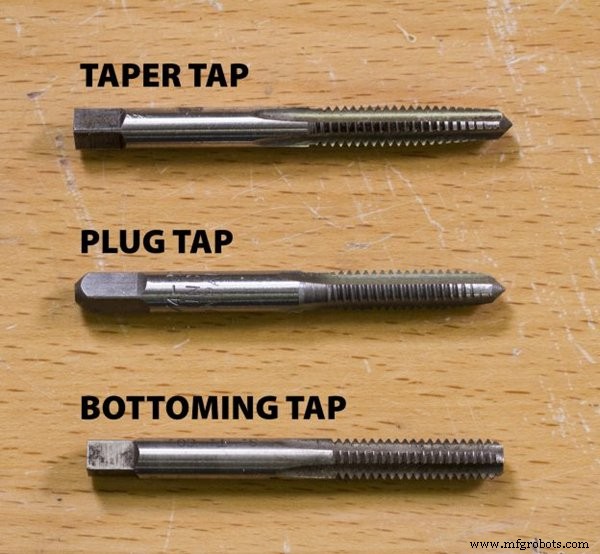
Jenis tap utama adalah:Plug tap, Taper tap, Bottom tap.
Jenis ini digunakan dan dirancang untuk melakukan fungsi atau tujuan tertentu dan dapat dijalin secara khusus di sekitar lubang apa pun yang dilemparkan padanya.
Keran Taper
Keran lancip memiliki ujung berbentuk kerucut dan sedikit miring ke benang, yang juga disebut talang. Biasanya, tujuh hingga sepuluh utas pertama tidak sepenuhnya terbentuk. Sudut ulir yang meruncing memungkinkan utas untuk memulai lebih mudah daripada jika Anda memulai dengan ketukan bawah. Jenis ketukan ini umumnya digunakan untuk memulai utas baru di dalam lubang.
Jika lubang yang perlu disadap sangat besar, atau jika bahannya sangat keras, tidak disarankan menggunakan keran lancip. Dalam kasus ini, lebih baik menggunakan keran titik spiral. Taper tap juga tidak direkomendasikan untuk blind hole (lubang yang tidak menembus material seluruhnya).
Plug Taps
Keran steker terjadi antara lancip dan keran bawah, dan karena alasan ini, ini juga disebut "ketuk kedua." Keran steker membutuhkan lebih banyak tenaga untuk memutar karena dapat memotong lebih banyak utas pada satu waktu.
Keran steker adalah contoh terbaik untuk memperbaiki ulir yang memerlukan sedikit perbaikan. Keran colokan sangat cocok untuk mengetuk lubang yang lebih dalam daripada ulir keran lancip.
Ada beberapa contoh di mana tidak disarankan untuk menggunakan keran colokan. Salah satu contohnya adalah jika lubang yang disadap sangat dekat dengan tepi material. Ini karena keran dapat dengan mudah pecah jika menyentuh tepi saat digunakan. Selain itu, menggunakan keran colokan pada lubang berdiameter sangat kecil bisa jadi sulit dan dapat menyebabkan keran putus.
Ketuk Bawah
Keran bawah adalah jenis keran yang dimulai dari dasar lubang. Ini digunakan ketika tidak ada cukup ruang untuk memulai keran dari atas. Keran bawah memungkinkan untuk memotong benang sampai ke dasar lubang tembus. Tap jenis ini juga berguna untuk memperbaiki kesalahan yang dilakukan saat melakukan tap dari atas. Ini sebagian besar digunakan untuk:
Ulir atau ulir lubang buta yang dangkal
Benang dalam &lubang dangkal
Mengetuk lubang baru
Keran bawah adalah alat khusus dan mungkin tidak tersedia dalam semua ukuran, jadi penting untuk memeriksanya sebelum memulai proyek.
Kiat Dan Pertimbangan Untuk Lubang yang Disadap
Lubang yang disadap dianggap penting untuk menambahkan mekanik bagian yang diikat dengan mesin. Ini akan menjadi kerusakan besar pada bagian mesin CNC jika Anda mencoba menambahkan dan memaksa memo dengan cara yang salah. Jadi, pertimbangan dan perencanaan yang cermat sebelum membuat lubang berulir sangat penting dan akan membantu Anda menghindari beberapa masalah yang tidak perlu.
1. Metode untuk membuat lubang yang disadap:memotong dan membentuk
Anda dapat membuat utas internal di lubang yang disadap dengan dua cara:
dengan menggunakan ketukan pembentuk
dengan menggunakan alat pemotong
Meskipun kedua metode ini memberikan hasil yang sama, Anda harus mempertimbangkan beberapa faktor untuk memilih salah satu metode ini, seperti ukuran lubang berulir, mesin bubut, kekerasan material, dan blind atau lubang tembus.
1:Ukuran lubang berulir- Anda dapat menggunakan keran pembentuk atau keran pemotong tradisional jika lubang berulir hingga M6. Anda dapat menggunakan alat bibir tunggal untuk memotong lubang berulir lebih dari M6. Karena membutuhkan keran yang lebih besar untuk memotong lubang berulir agar tenaga mesin lebih bertenaga.
2:Untuk bahan Keras -Anda dapat menggunakan keran pemotong untuk bahan keras dan kokoh untuk bahan keras. Pengaliran keran pemotong memberikan pelumas untuk mengalir di sepanjang jalan dan memberikan lebih banyak ruang bagi serutan logam ke ujung tombak.
3:Untuk bahan lunak- Gunakan keran pembentuk untuk bahan logam lunak non-ferrous seperti kuningan, timah, baja, dan aluminium. Membentuk keran dapat membuat ulir internal pada logam yang lebih lunak tanpa putus. Ini karena aksi pemotongan lebih lambat dan lebih terkontrol, yang membantu mencegah kerusakan material.
2. Gunakan ukuran utas standar jika memungkinkan
Ukuran benang yang digunakan dalam mesin CNC sangat penting. Ini sangat mempengaruhi seluruh proses pemesinan. Anda harus mencoba menggunakan ukuran utas standar dalam kondisi yang memungkinkan.
Ada beberapa ukuran benang umum termasuk 1/4-20, 3/8-16, dan 1/2-13. Masing-masing ukuran ini sesuai dengan diameter dan nada yang berbeda, yang membantu memastikan bahwa benang akan pas dengan benar ke objek yang diinginkan. Selain itu, ada juga ukuran utas metrik. Ukuran metrik yang paling umum adalah M6 x 1.0, M8 x 1.25, dan M10 x 1.5.
Proses pemesinan tidak memerlukan alat atau bahan pemesinan khusus apa pun ketika ukuran ulir standar digunakan. Selain itu, ini juga membantu mengurangi waktu pengerjaan dan penggunaan material serta menjadikannya proses yang hemat biaya.
3. Diameter lubang berulir yang sesuai
Anda harus memastikan bahwa diameter lubang berulir harus berada di dalam benda kerja atau bagian. Diameter luar lubang berulir harus lebih besar dari diameter dalam. Artinya diameter dalam akan lebih kecil dari diameter luar.
Putusnya ulir dapat terjadi melalui sisi bagian jika lubang berulir ada di dekat tepi bagian. Kerusakan ulir dapat menyebabkan alat pemotong atau keran patah, merusak permukaan akhir.
4. Pertimbangkan permukaan miring
Mungkin sulit untuk membuat lubang ulir pada permukaan miring. Anda dapat menambahkan lubang berulir ke permukaan miring yang ada dengan membuat permukaan datar dengan membuat kantong. Lubang berulir ditambahkan dari permukaan datar ini.
Tetapi, jika tidak ada permukaan miring, maka pertama-tama, Anda harus melakukan penambahan lubang berulir ke bagian sebelum pemesinan permukaan miring. Anda harus memastikan bahwa kedalaman lubang berulir harus memenuhi desain setelah menambahkan permukaan miring.
5. Jenis lubang berulir
Lubang berulir dibagi menjadi dua jenis. Kedua jenis lubang memerlukan pertimbangan yang pasti selama merancang bagian tersebut. Hal ini dilakukan untuk memastikan pengerjaan kedua lubang berulir.
Selain itu, juga mencegah gangguan lubang berulir dengan bagian lain. Berikut ini adalah jenis utama lubang berulir:
Lubang ulir buta
Lubang berulir buta tidak sepenuhnya melalui bagian, tetapi pergi ke bagian tertentu. Lubang buta berhenti setelah mencapai kedalaman tertentu. Jika lubang berulir dibuat menggunakan endmill, maka lubang dapat berakhir pada permukaan yang rata. Jika lubang tidak sepenuhnya menembus material, Anda tahu itu adalah lubang yang dibor. Tapi, jika dibuat menggunakan penggilingan tradisional, mungkin berakhir di kerucut. Jika diperlukan untuk memperpanjang ulir penuh ke bagian bawah lubang ulir buta, hal itu dilakukan dengan menggunakan keran dasar.
Dimensi lubang buta
Diameter lubang terdaftar untuk spesifikasi lubang buta. Ini juga membutuhkan dimensi untuk mengontrol kedalaman. Jumlah material yang tersisa diidentifikasi, atau kedalaman lubang ditentukan secara langsung untuk mengontrol kedalaman.
Melalui lubang berulir
Lubang tembus benar-benar melewati suatu bagian. Lubang berulir ada di kedua sisi bagian atau benda kerja. Ketebalan bagian ditentukan jika alat pemotong atau jangkauan keran tidak dapat menyambungkan seluruh lubang yang dalam.
Anda harus mempertimbangkan opsi berikut jika alat pemotong atau jangkauan keran tidak dapat menyambungkan satu sisi lubang.
Terus tambahkan utas sampai diizinkan oleh alat pemotong atau ketuk. Anda harus mencatat bahwa tidak ada benang di sebagian lubang.
Terus tambahkan utas di kedua sisi sampai diizinkan dengan alat pemotong atau ketuk. Anda harus mencatat bahwa pertemuan utas dari kedua sisi mungkin tidak sejajar.
6. Kedalaman lubang
Lubang berulir dalam menghadirkan tantangan pemesinan yang unik dibandingkan dengan lubang berulir yang lebih dangkal. Peningkatan kedalaman threading menciptakan lebih banyak waktu kontak antara pahat dan benda kerja, yang menghasilkan lebih banyak panas dan membutuhkan gaya potong yang lebih besar. Faktor-faktor ini meningkatkan risiko kerusakan pahat saat mengerjakan lubang berulir dalam. Untuk mengatasi tantangan ini, perhatian khusus harus diberikan saat memilih dan menggunakan pahat potong, dan proses pemesinan harus dipantau secara ketat untuk memastikan bahwa pahat tidak rusak.
Kesimpulan
Ketika datang untuk menyadap lubang berulir, penting untuk memiliki pemahaman yang lengkap tentang proses pembuatannya. Dengan cara ini, Anda dapat memastikan bahwa suku cadang yang Anda hasilkan berkualitas tinggi. Meskipun mungkin tampak sedikit rumit, yang terbaik adalah berkonsultasi dengan para ahli dalam teknik threading.
Di WayKen, kami memiliki pengalaman selama dua dekade dalam permesinan. Tim insinyur kami berpengalaman dalam berbagai proyek mesin, dan kami selalu mengutamakan klien kami. Jika Anda memiliki pertanyaan tentang penyadapan atau pemesinan ulir, jangan ragu untuk menghubungi kami!


