G83 Peck Drilling Cycle (Deep Hole) untuk Fanuc
G83 Peck Drilling Cycle G-code adalah modal sehingga diaktifkan setiap sumbu X dan/atau Y bergerak, dan akan cepat ke posisi itu dan kemudian menyebabkan siklus kalengan (Pengeboran) ini dieksekusi lagi, hingga dibatalkan (G80) .
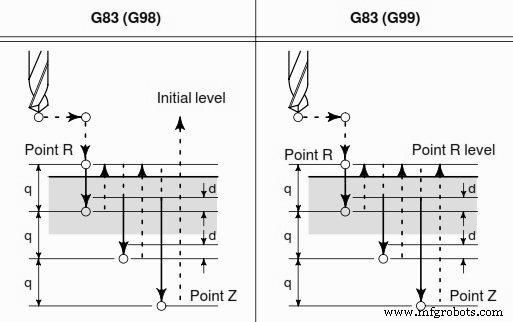
Operasi Siklus Pengeboran Lubang Dalam G83
Siklus Pengeboran Peck Lubang Dalam G83 untuk Fanuc
Karena G83 adalah siklus pengeboran Peck, maka kedalaman untuk setiap peck dalam siklus pengeboran G83 adalah jumlah yang ditentukan dengan Q.
Pahat akan mengambil kecupan (kedalaman Q)
Kemudian pahat akan bergerak cepat ke bidang R setelah setiap kecupan
dan kemudian kembali untuk kecupan berikutnya
sampai kedalaman Z tercapai.
Gunakan G98 dan G99 untuk lokasi izin posisi Z untuk pemosisian di antara lubang.
Format Siklus Pengeboran Peck G83
G83 X_ Y_ Z_ R_ Q_ F_ K_;
X Y – Data posisi lubang
Z – Kedalaman Z (umpan ke kedalaman Z mulai dari bidang R)
R – Posisi bidang R
Q – Kedalaman pemotongan untuk setiap umpan pemotongan ( kedalaman setiap kecupan)
F – Laju gerak makan pemotongan
K – Jumlah pengulangan (jika diperlukan)
Contoh pemrograman cnc lengkap siklus pengeboran G83 Peck Siklus Pengeboran G81 G83 Peck Drilling dengan Program Contoh G98 G99


