Pendekatan Baru untuk Pembubutan CNC
Pembubutan Dinamis Tinggi yang dikombinasikan dengan sistem perkakas FreeTurn dari Ceratizit menggunakan spindel sumbu-B/penggilingan pusat pembubutan untuk melakukan proses pembubutan.
Kredit foto:Ceratizit
Ceratizit USA, bagian dari Ceratizit Group yang berbasis di Luksemburg, telah mengembangkan pendekatan alternatif untuk pembubutan yang disebut High Dynamic Turning (HDT), yang, dikombinasikan dengan sistem perkakas FreeTurn dinamis perusahaan, menggunakan spindel penggilingan sumbu-B pusat pembubutan untuk melakukan proses pembubutan. Berbeda dengan pembubutan konvensional dengan sisipan pada sudut pendekatan tetap ke benda kerja, solusi ini memungkinkan 360 derajat kebebasan untuk pendekatan pahat, dan titik kontak dalam alat berat dapat bervariasi selama pemesinan.
Ceratizit pertama kali menunjukkan teknologi turning pada open house 2019 di Reutte, Austria, pada turn-mill Emco Hyperturn 665 MCplus. Menurut Dr. Uwe Schleinkofer, kepala alat pemotong R&D untuk Ceratizit Austria, HDT memungkinkan semua operasi pembubutan tradisional seperti roughing, finishing, pembubutan kontur, dan pembubutan muka hanya dengan satu alat.
Cara Kerja HDT
Alih-alih posisi klasik dan statis dari sisipan pahat potong di dudukan pahat mesin bubut, HDT menggunakan poros penggilingan sumbu-B turn-mill untuk mengubah sudut pendekatan pahat ke benda kerja bersamaan dengan desain ramping pahat FreeTurn Ceratizit untuk meminimalkan resiko tabrakan. Karena rotasi pahat di sekitar sumbu longitudinalnya sendiri, ujung tombak sisipan yang bekerja dapat diubah kapan saja selama proses pemesinan.
Selain itu, sudut pendekatan bebas berubah-ubah setiap saat selama proses pemotongan. Menurut Schleinkofer, konsep ini memungkinkan pemesinan undercut, misalnya, dengan mengubah sudut pendekatan, dalam satu pengaturan. Hal ini tidak hanya memberikan pemesinan yang fleksibel untuk berbagai kontur benda kerja, tetapi juga pembentukan chip yang optimal, laju pengumpanan yang lebih tinggi, dan masa pakai pahat yang lebih lama, Schleinkofer menjelaskan.
Alat dan Pemegang Alat
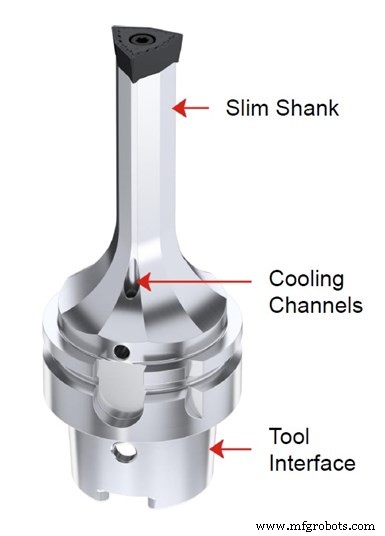
Seperti namanya, di High Dynamic Turning, alat putar statis diganti dengan yang dinamis seperti FreeTurn. Karakteristik yang menentukan dari perkakas FreeTurn adalah strukturnya yang sederhana. Pemegang pahat, dengan shank ramping dan konsep aksialnya (yang mengoptimalkan arah gaya potong ke dalam spindel), dikatakan membentuk unit yang stabil. Desain ramping memungkinkan pemesinan dalam kontur benda kerja yang sempit hingga ke chuck dan saluran pendingin memastikan cairan pendingin disuplai langsung ke area pemesinan.
Di bagian atas shank pahat terdapat sisipan multisisi yang dapat terdiri dari beberapa geometri ujung tombak dengan sifat yang berbeda. Hal ini memungkinkan sudut pendekatan yang berbeda, radius sudut atau pemutus chip serta operasi roughing dan finishing dalam satu pahat. Bahan pelapis dan pemotongan yang berbeda juga tersedia. Oleh karena itu, pahat dapat disesuaikan dengan persyaratan pemesinan tertentu, menawarkan keuntungan mengganti beberapa pahat yang berbeda. Hal ini, pada gilirannya, menghasilkan penghematan yang signifikan tidak hanya terkait dengan jumlah pahat yang diperlukan untuk menyelesaikan suatu bagian, tetapi juga dalam hal jumlah posisi magasin otomatis toolchanger (ATC) dan penggantian pahat.
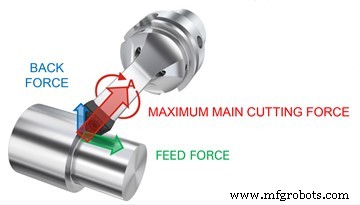
Selama pemotongan, getaran dihindari karena gaya pemotongan utama diarahkan secara aksial menuju pahat ke arah spindel.
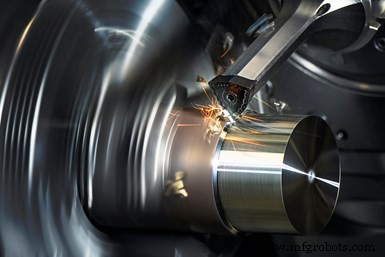
Untuk membuktikan hal ini, Ceratizit mendemonstrasikan proses HDT secara langsung selama acara open house perusahaan di Reutte. Dua bagian berbeda dikerjakan pada Emco Hyperturn 665 MCplus:Hub sepeda yang terbuat dari aluminium AlCuMgPb dan poros kopling baja 42CrMo4.
Untuk hub rotor aluminium, satu pahat digunakan untuk roughing (1.500 rpm, kedalaman potong aksial 2 mm) dan finishing (2.000 rpm, kedalaman potong aksial kurang dari 1 mm). Karena sudut pendekatan dapat disesuaikan selama pemesinan, semua kontur dikerjakan dalam satu pengaturan (bahkan undercut, yang tidak dapat diwujudkan dengan sudut pendekatan 90 derajat standar), dan pemotongan udara dihilangkan karena pahat memotong di kedua arah, atas ke bawah dan sebaliknya. Menurut Schleinkofer, dibandingkan dengan pembubutan konvensional, empat alat dapat dihilangkan dan waktu siklus berkurang dari 2:10 menjadi 1:35 menit untuk bagian ini.
Poros kopling baja dikerjakan menggunakan perkakas yang sama. Roughing dilakukan dengan kecepatan potong 200 m/menit dan kedalaman potong aksial 3 sampai 5 mm. Finishing dilakukan pada kecepatan potong yang sama, tetapi pada kedalaman potong yang lebih rendah yaitu 1 hingga 2 mm. Parameter ini biasanya dapat menyebabkan gaya potong yang tinggi, yang pada pembubutan konvensional dapat mengakibatkan getaran. Namun, Ceratizit mengatakan bahwa karena gaya potong utama maksimum di HDT diarahkan secara aksial ke pahat (ke arah poros — lihat gambar di bawah), getaran diminimalkan dan gaya penahan pahat tidak terlampaui, memastikan proses yang stabil.

Di sini, poros kopling baja (42CrMo4) ditampilkan sedang dikerjakan dengan Pembubutan Dinamis Tinggi. Karena sudut pendekatan pahat dapat disesuaikan selama pemesinan, semua kontur dapat diselesaikan dalam satu penyiapan, termasuk undercut.


