Mekanisme penghilangan lapisan atom tunggal berbasis pemotongan dari tembaga monokristalin:efek radius tepi
Abstrak
Tujuan akhir dari pemotongan mekanis adalah untuk menurunkan ketebalan chip minimum ke lapisan atom tunggal. Dalam studi ini, mekanisme penghilangan lapisan atom tunggal berbasis pemotongan pada tembaga monokristalin diselidiki dengan serangkaian analisis dinamika molekuler. Temuan penelitian melaporkan bahwa ketika kedalaman pemotongan menurun ke skala atom, ketebalan chip minimum bisa turun ke lapisan atom tunggal dengan pemotongan mekanis menggunakan alat tepi bulat. Perilaku penghilangan material selama penghilangan lapisan atom tunggal berbasis pemotongan menunjukkan empat karakteristik, termasuk pembentukan chip oleh gerakan dislokasi yang didorong oleh tegangan geser, deformasi elastis pada permukaan yang diproses, efek ukuran atom, dan efek radius mutakhir. Berdasarkan pemahaman ini, model pemotongan baru diusulkan untuk mempelajari perilaku penghilangan material dalam proses penghilangan lapisan atom tunggal berbasis pemotongan, berbeda secara signifikan dengan pemotongan nano dan pemotongan konvensional. Hasilnya memberikan dukungan teoretis untuk penelitian dan pengembangan teknologi manufaktur skala atom dan mendekati atom.
Pengantar
Pemotongan mekanis, sebagai salah satu metode pemesinan subtraktif yang paling penting, telah diterapkan untuk menghasilkan suku cadang dengan kualitas permukaan akhir yang tinggi [1, 2]. Sejumlah besar studi teoretis dan eksperimental telah dilakukan untuk memperjelas mekanisme penghilangan material di skala nano untuk membangun dan memperkaya teori dasar pemotongan nano [3,4,5,6]. Hasil penelitian secara signifikan berkontribusi pada penerapan pemotongan nanometri di dunia akademis dan industri, memungkinkan pembuatan suku cadang berkinerja tinggi yang membutuhkan bentuk kompleks dan kualitas permukaan akhir nanometrik [7, 8]. Namun, masih belum ada laporan tentang mekanisme penghilangan material dalam pemotongan pada skala atom dan mendekati atom (ACS), yang secara serius membatasi kemajuan pengembangan teknologi manufaktur generasi berikutnya — pembuatan skala atom dan mendekati atom ( ACSM), yaitu Manufaktur III [9]. Selain itu, perkembangan progresif perangkat skala atom juga menekankan permintaan berbagai proses pemesinan untuk mencapai ACSM [10].
Dalam pemotongan skala makro konvensional, kedalaman pemotongan secara signifikan lebih besar daripada radius tepi potong, di mana pemindahan material diwujudkan dengan pembentukan chip yang digerakkan oleh material geser [11,12,13]. Dalam pemotongan mikro/nano, karena kedalaman pemotongan sebanding atau lebih rendah dari radius tepi pahat, pembentukan chip ekstrusi secara bertahap mendominasi dengan kedalaman pemotongan menurun hingga skala nano, yang sangat dipengaruhi oleh efek radius pemotongan [14,15,16] ,17,18,19]. Dalam pemotongan ACS, karena kedalaman pemotongan semakin berkurang hingga skala mendekati atom dan bahkan skala atom, yang jauh lebih rendah daripada radius tepi potong, efek radius tepi pasti akan mempengaruhi perilaku pemindahan material.
Selain itu, tidak seperti pemotongan konvensional dan pemotongan mikro/nano, dalam pemotongan ACS, kedalaman pemotongan tidak hanya jauh lebih rendah dari radius tepi potong, tetapi juga sebanding atau bahkan lebih rendah dari jari-jari atom benda kerja. Perilaku pemindahan material praktis akan berubah pada rasio kedalaman pemotongan yang berbeda terhadap jari-jari atom benda kerja, yang dikenal sebagai salah satu efek ukuran baru, yaitu efek ukuran atom [20]. Oleh karena itu, dalam pemotongan ACS, efek radius mutakhir dan efek ukuran atom harus dipertimbangkan. Namun, tidak ada laporan tentang masalah yang sangat penting ini dalam studi teknologi pemotongan ACS.
Untuk alasan tersebut, dalam penelitian ini, efek ukuran atom dan efek radius tepi pada mekanisme penghilangan lapisan atom tunggal berbasis pemotongan diselidiki dengan menggunakan pemodelan dinamika molekul (MD).
Makalah ini disusun dengan bagian-bagian berikut. Bagian 2 memperkenalkan metodologi yang digunakan, termasuk pemodelan dan protokol, fungsi potensial yang sesuai. Bagian 3 menyajikan hasil analisis dan diskusi yang relevan. Bagian 4 membahas mekanisme penghilangan lapisan atom tunggal berbasis pemotongan yang terperinci, di bawah pengaruh gabungan dari efek mutakhir dan efek ukuran atom. Temuan studi disimpulkan di Bagian 5.
Metodologi
Model dan Protokol Simulasi
Karena kedalaman pemotongan menurun ke skala atom atau mendekati atom, memang sulit untuk mengamati proses pemindahan material secara pengalaman dalam praktik. Dalam studi ini, serangkaian simulasi MD dilakukan untuk menganalisis mekanisme penghilangan lapisan atom tunggal berbasis pemotongan, dengan tegas memfokuskan efek ukuran atom benda kerja dan efek radius mutakhir.
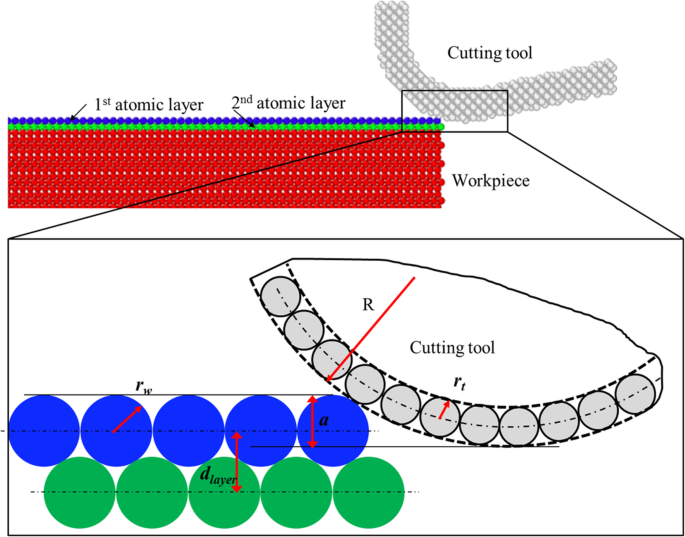
Gambar 1 menunjukkan snapshot untuk konfigurasi atom model pemotongan berlian-tembaga, yang terdiri dari benda kerja tembaga kristal tunggal dan alat pemotong berlian. Simulasi dilakukan pada bidang (111) tembaga kristal tunggal. Dimensi benda kerja dalam x -[1 -1 0], y -[1 1 -2], dan z -[1 1 1] arah masing-masing adalah 27, 10, dan 5 nm. Selama simulasi MD, atom benda kerja dibagi menjadi atom lapisan batas, atom lapisan termostatik, dan atom lapisan Newtonian, masing-masing, seperti yang ditunjukkan pada Gambar. 1. Dua lapisan di bagian bawah benda kerja, yaitu lapisan batas, dijaga tetap selama simulasi MD, untuk menghilangkan kemungkinan translasi posisi benda kerja yang diinduksi pemotongan. Tiga lapisan atom yang berdekatan dengan lapisan batas adalah atom lapisan termostat. Temperatur lapisan termostatik dijaga pada 298 K dengan metode rescaling kecepatan. Atom benda kerja yang tersisa milik lapisan Newtonian. Dalam simulasi ini, sudut rake dan sudut jarak bebas pahat adalah 0° dan 12°. Parameter model rinci dirangkum dalam Tabel 1. Karena pemotongan ACS lebih disukai dilakukan pada kecepatan pemotongan yang lebih rendah, kecepatan pemotongan 25 m/s sepanjang arah [-1 1 0] digunakan setelah mempertimbangkan pengaruh kecepatan pemotongan dan waktu komputasi biaya.
Model simulasi untuk model pemotongan berlian
Fungsi Potensial
Sistem pemotongan tembaga-berlian terutama melibatkan dua jenis atom, yaitu atom tembaga, dan berlian. Dalam simulasi MD, interaksi antar atom harus dijelaskan secara akurat untuk memastikan akurasi komputasi dari hasil simulasi. Dengan demikian, pemilihan fungsi potensial yang masuk akal sangat penting. Dalam studi ini, fungsi potensial metode atom tertanam (EAM) yang sering digunakan diadopsi untuk menggambarkan interaksi interatomik antara atom tembaga [21]. Fungsi Morse diterapkan untuk menghitung interaksi antara atom tembaga dan atom intan (Cu-C), terutama tergantung pada r.
dimana E dan D0 lihat pasangan energi potensial dan energi kohesi, α mewakili konstanta, r0 adalah jarak kesetimbangan, dan r adalah jarak antara dua atom. Untuk interaksi Cu-C, D0 adalah 0,087ev, r0 adalah 0,205 nm [22], dan α adalah 51,40 nm
−1. Untuk interaksi antara atom karbon dalam alat pemotong (C-C), kekuatan ikatan yang secara signifikan lebih kuat antara atom intan daripada atom tembaga dapat diabaikan. Alat pemotong dianggap kaku selama analisis.
Definisi Kedalaman Pemotongan
Kedalaman pemotongan (a ) didefinisikan sebagai jarak antara titik paling atas permukaan benda kerja dan titik terendah pahat. Ukuran atom benda kerja biasanya diwakili oleh jari-jari atom (rdengan). Seperti yang diberikan pada Gambar 2, ketika lapisan atom pertama paling atas ditargetkan untuk dihilangkan dari permukaan benda kerja, secara teoritis, kedalaman pemotongan maksimum yang digunakan dapat diperoleh sebagai berikut:
Diagram skema untuk definisi kedalaman pemotongan dalam penghapusan lapisan atom tunggal
Di sini, dlapisan mewakili jarak spasi antara lapisan atom tetangga paling atas pada permukaan benda kerja. Dalam penelitian ini, semua analisis didasarkan pada (111) permukaan benda kerja tembaga monokristalin; oleh karena itu, rdengan dalam Persamaan. (2) mengacu pada jari-jari atom tembaga, yaitu 1,28 Å. dlapisan adalah 2.087 Å. Ketika a lebih besar dari amaks , titik terendah pahat akan bersentuhan langsung dengan lapisan atom kedua dan dapat menyebabkan deformasi material dan bahkan pelepasan. Oleh karena itu, dalam penelitian ini, kedalaman pemotongan yang digunakan lebih kecil dari amaks (2.32 Å).
Berdasarkan temuan, mekanisme penghilangan lapisan atom tunggal berbasis pemotongan dasar akan sangat berubah pada berbagai kombinasi rasio a untuk R dan a untuk rdengan.
Hasil dan Diskusi
Menurut hasil MD, baik efek ukuran atom dan efek radius mutakhir telah sangat mempengaruhi proses penghilangan lapisan atom tunggal berbasis pemotongan. Pada bagian berikut, untuk menjelaskan dengan jelas efek ukuran atom dan efek radius tepi pahat, rasio kedalaman pemotongan (a ) ke jari-jari atom benda kerja (rdengan ), a/rdengan , dan kedalaman pemotongan(a ) ke radius tepi(R ), a/R , dipekerjakan. Hasil analisis dipelajari secara sistematis dari aspek pembentukan chip, generasi permukaan, deformasi bawah permukaan dan perilaku perpindahan atom. Temuan ini memberikan wawasan mendetail tentang karakteristik khas dalam mekanisme penghilangan lapisan atom tunggal berbasis pemotongan.
Pembentukan Chip
Hasil analisis menunjukkan bahwa karena efek ukuran atom benda kerja [20], ada dua nilai kritis dari rasio kedalaman pemotongan (a ) ke jari-jari atom benda kerja (rdengan ), yaitu, nilai kritis 1 (C1 ) dan nilai kritis 2 (C2 ), yang membagi perilaku pembentukan chip menjadi beberapa kasus.
a.
Rasio a/rdengan lebih kecil dari nilai kritis 1 (C1 ).
Gambar 3 menunjukkan hasil simulasi MD pada berbagai radius tepi pahat pada kedalaman pemotongan sekitar 1.1 Å. Di sini, rasio kedalaman pemotongan (a ) ke jari-jari atom benda kerja (rdengan ) adalah 0,781.
Hasil simulasi pada kedalaman pemotongan 1.1 Å
Meskipun radius cutting-edge meningkat, ada deformasi elastis yang terjadi pada setiap permukaan Cu (111) yang diproses. Tidak ada pembentukan chip dan pemindahan material selama proses pemotongan. Studi menunjukkan bahwa kedalaman pemotongan harus lebih besar dari sekitar 1,1 Å untuk memungkinkan pemindahan material pada permukaan Cu (111).
b.
Rasio a/rdengan lebih besar dari C1, tetapi lebih kecil dari nilai kritis 2 (C2 ).
Saat kedalaman pemotongan lebih besar dari sekitar 1,1 Å, yaitu, rasio a/rdengan lebih besar dari 0,781, terjadi pemindahan material pada permukaan benda kerja. Seperti yang ditunjukkan pada Gambar. 4, sebagian material dikeluarkan dari permukaan benda kerja, tetapi sejumlah besar atom di dalam lapisan pertama paling atas tetap berada di permukaan yang diproses baru, membentuk cacat permukaan. Selain itu, saat radius tepi meningkat menjadi 7,5 nm, rasio a/R adalah 0,019. Pada kasus seperti itu, sebagian atom pada lapisan atom pertama telah ditekan ke lapisan kedua dan bahkan lapisan atom ketiga, seperti yang ditunjukkan pada Gambar. 4e, yang harus dianggap berasal dari tindakan ekstrusi alat pemotong. Hal ini juga menunjukkan bahwa efek radius tepi pahat mulai memberikan pengaruh pada proses pemindahan material, meskipun pemindahan material secara terus menerus tidak dapat diperoleh.
c.
Rasio a/rdengan lebih besar dari C2 .
Hasil simulasi pada kedalaman pemotongan 1,4 Å
Gambar 5 menunjukkan formasi chip pada kedalaman pemotongan sekitar 2 Å. Di sini, rasio a/rdengan =2 Å/1,28 Å =1,563. Dibandingkan dengan Gambar 3, dengan peningkatan kedalaman pemotongan hingga 2 Å, atom dalam lapisan atom yang ditargetkan dapat dihilangkan secara terus menerus dan stabil dengan pembentukan chip. Ini menunjukkan bahwa kedalaman pemotongan lebih besar dari ketebalan chip minimum tembaga monokristalin, dan ketebalan chip minimum dapat mencapai lapisan atom tunggal dengan kedalaman pemotongan sekitar 2 Å. Setelah dipotong, material di dalam lapisan atom pertama dikeluarkan sepenuhnya dari permukaan benda kerja.
Hasil simulasi pemotongan ACS pada kedalaman pemotongan =2 Å
Namun, dapat juga diperhatikan pada Gambar 5 bahwa, karena peningkatan rasio a/R , atom-atom di lapisan atom pertama mengalami proses penghilangan yang jelas berbeda, terutama deformasi yang diinduksi pemotongan pada permukaan yang diproses. Pada kedalaman pemotongan 2 Å, saat digunakan alat potong yang tajam, yaitu rasio a/R adalah 5,70, hanya sedikit deformasi yang terjadi pada permukaan yang diproses. Saat radius mutakhir meningkat menjadi 3 nm, rasio a/R adalah 0,134, amplitudo deformasi elastis terbukti meningkat.
Ketika radius tepi pahat dinaikkan menjadi 4 nm, seperti yang diberikan pada Gambar 5d, banyak atom dalam lapisan atom pertama yang ditargetkan telah ditekan ke lapisan atom kedua, membentuk permukaan yang diproses baru. Pada radius tepi pahat sekitar 7,5 nm, sebagian atom pada lapisan pertama bahkan terdifusi ke lapisan atom ketiga. Ketika radius tepi pahat mencapai sekitar 10 nm, terjadi deformasi elastis dan plastis, yang juga dapat ditentukan dalam Bagian 3.3 berikut.
Oleh karena itu, penghilangan lapisan atom tunggal berbasis pemotongan tidak hanya bergantung pada rasio a/rdengan , tetapi juga rasio a/R . Untuk mencapai penghilangan lapisan atom tunggal dengan pemotongan mekanis, yaitu penghilangan material pada skala atom, baik efek ukuran atom dan efek radius mutakhir harus dipertimbangkan, secara signifikan berbeda dari pemotongan mikro/nano dan pemotongan skala makro konvensional.
Pembuatan Permukaan
Salah satu tujuan penghilangan lapisan atomik berbasis pemotongan adalah untuk mendapatkan permukaan olahan yang bebas cacat dengan struktur kristal yang ideal. Efek ukuran atom benda kerja pada generasi permukaan dalam pemotongan ACS telah dipelajari baru-baru ini [20]. Dalam penelitian ini, untuk secara jelas menunjukkan efek radius mutakhir pada generasi permukaan dalam pemotongan ACS, topografi permukaan dan komposisi permukaan dari permukaan yang diproses baru dipelajari sebagai berikut.
Topografi Permukaan
Gambar 6 menunjukkan topografi permukaan dari permukaan Cu (111) yang diproses pada radius tepi yang berbeda. Di sini, kedalaman pemotongan 2 Å diadopsi. Seperti ditunjukkan pada Gambar. 6a, b, ketika radius tepi pahat lebih kecil dari 3 nm, permukaan Cu (111) dengan struktur kristal ideal dapat diperoleh. Adapun cacat pada sisi kiri permukaan benda kerja disebabkan oleh deformasi pada saat pemotongan pahat. Selama pemotongan dalam tahap stabil, tidak ada cacat permukaan yang terbentuk pada permukaan yang diproses.
Pengaruh radius tepi pahat pada topografi permukaan. Atom diwarnai berdasarkan ketinggian arah-z
Namun, seiring bertambahnya radius tepi pahat, banyak cacat yang terbentuk secara bertahap pada permukaan yang diproses. Pada radius tepi 4 nm, banyak cacat seperti lubang terbentuk pada permukaan yang diproses, lihat Gambar 6d. Selanjutnya, ketika radius tepi pahat sama dengan atau lebih besar dari 5 nm, ada sejumlah besar cacat permukaan yang terbentuk, yang secara serius menurunkan kualitas permukaan. Pada kasus tersebut, lebih dari satu lapisan atom telah dihilangkan dari permukaan benda kerja. Oleh karena itu, dapat ditentukan bahwa pada kedalaman pemotongan 2 Å, ketika radius tepi pahat lebih kecil dari 3 nm, pelepasan lapisan atom tunggal dapat dicapai pada permukaan Cu (111). Karena efek radius mutakhir, rasio kedalaman pemotongan (a ) ke radius tepi (R ) harus lebih besar dari satu ambang batas, untuk mencapai permukaan yang diproses tanpa cacat melalui penghilangan lapisan atom tunggal berbasis pemotongan. Di sini, nilai kritis rasio a/R adalah [0,05, 0,067].
Komposisi Permukaan
Gambar 7 menunjukkan komposisi permukaan yang diproses pada berbagai radius tepi pahat dan kedalaman pemotongan 2 Å. Di sini, atom hijau dan biru adalah yang berasal dari lapisan pertama dan kedua, sedangkan atom merah adalah yang berada di bawah lapisan atom kedua. Seperti yang ditunjukkan pada Gambar 7a, ketika alat pemotong tajam digunakan, rasio a/R adalah 2,85, permukaan yang diproses hanya terdiri dari atom-atom pada lapisan pertama. Hasil ini menunjukkan bahwa lapisan atom pertama yang ditargetkan telah dihilangkan secara menyeluruh dari benda kerja. Selain itu, berarti pemindahan material dilakukan dalam bentuk lapis demi lapis, dimana material yang dihilangkan hanya berasal dari lapisan atom pertama yang ditargetkan pada permukaan benda kerja.
Komposisi permukaan permukaan yang diproses. Atom diwarnai berdasarkan jumlah lapisan atom
Namun, ketika jari-jari tepi pahat adalah 2 nm dan 3 nm, seperti yang ditunjukkan pada Gambar 7b, c, permukaan yang diproses dikomposisikan dari dua lapisan atom (biru dan hijau). Hal ini menunjukkan bahwa meskipun penghapusan lapisan atom tunggal telah dicapai, proses generasi permukaan melibatkan minimal 2 lapisan atom. Selanjutnya, ketika radius tepi pahat lebih besar dari 4 nm, terdapat sejumlah besar atom lapisan atom pertama pada permukaan yang diproses, yang menunjukkan bahwa banyak atom pada lapisan pertama telah ditekan untuk menghasilkan permukaan baru.
Oleh karena itu, dengan peningkatan radius ujung tombak, generasi permukaan telah sangat berubah. Dua jenis mekanisme pembangkitan permukaan yang terlibat dirangkum di bawah ini:
1.
Lapisan demi lapis :lapisan atom pertama yang ditargetkan dihilangkan sepenuhnya untuk menghasilkan permukaan baru yang diproses. Hanya atom dalam lapisan pertama yang dihilangkan selama proses pemotongan.
2.
Penghapusan multi-lapisan :meskipun penghapusan lapisan atom tunggal dapat diwujudkan, atom dalam lapisan atom yang ditargetkan mengalami dua perilaku perpindahan yang khas. Sebagian atom akan dibentuk menjadi chip oleh gerakan dislokasi yang didorong oleh tegangan geser, sementara yang lain akan diekstrusi ke permukaan yang diproses, di bawah aksi alat pemotong. Proses pemindahan material melibatkan minimal dua lapisan atom.
Mekanisme Deformasi Bawah Permukaan
Dalam pemotongan nano, terjadi deformasi elastis dan plastis pada permukaan yang diproses selama proses pemotongan. Setelah pahat melewati permukaan benda kerja, bagian yang elastis akan mengalami pegas kembali, sedangkan bagian yang mengalami deformasi plastis akan menyebabkan deformasi yang bertahan lama [1, 2]. Saat kedalaman pemotongan menurun ke skala atom, dalam pemotongan menuju penghapusan lapisan atom tunggal, didalilkan bahwa hanya ada deformasi elastis yang terjadi pada permukaan yang diproses. Untuk memverifikasinya, keadaan deformasi bawah permukaan benda kerja selama dan setelah pemotongan dianalisis. Gambar 8 mengilustrasikan struktur cacat di bawah permukaan benda kerja pada berbagai radius tepi pahat. Di sini, atom diwarnai berdasarkan parameter centro-symmetry (CSP), dan atom dengan CSP lebih kecil dari 3 dihilangkan, yang mewakili atom dengan struktur FCC sempurna.
Komposisi permukaan dari permukaan yang diproses. Atom diwarnai berdasarkan CSP mereka
Ketika jari-jari ujung tombak lebih kecil dari 4 nm, tidak ada cacat bawah permukaan yang terbentuk pada permukaan yang diproses. Hanya ada deformasi elastis pada permukaan yang diproses dalam pemotongan.
Seperti ditunjukkan pada Gambar. 8, ketika jari-jari tepi potong sama dengan atau lebih besar dari 4 nm, ada cacat bawah permukaan yang diinisialisasi. Selain itu, dengan meningkatnya radius mutakhir, jumlah cacat bawah permukaan meningkat secara signifikan. Ketika jari-jari tepi mencapai sekitar 10 nm, satu loop dislokasi telah terbentuk, dan tidak dapat hilang setelah dipotong, seperti yang ditunjukkan pada Gambar 9e. Ini dengan jelas menunjukkan deformasi plastis yang terjadi pada permukaan yang diproses.
Cacat bawah permukaan pada berbagai radius tepi pahat. Atom diwarnai berdasarkan CSP mereka
Setelah pahat melewati permukaan benda kerja, bagian yang mengalami deformasi elastis akan muncul kembali; dengan demikian, bagian dari cacat bawah permukaan dimusnahkan. Seperti yang ditampilkan pada Gambar 9a–c, akhirnya, tidak ada cacat bawah permukaan, ketika radius tepi pahat adalah 2 nm atau 3 nm.
Adapun bagian yang terdeformasi secara plastis, itu mengarah pada deformasi yang bertahan lama. Seperti yang ditunjukkan pada Gambar. 9, ketika radius tepi pahat adalah 7,5 nm, ada sejumlah kecil cacat bawah permukaan yang tersisa. Ketika radius tepi pahat 10 nm, loop dislokasi dan kesalahan susun akhirnya muncul di bawah permukaan benda kerja.
Berdasarkan analisis di atas, dapat disimpulkan bahwa untuk memungkinkan penghilangan lapisan atom tunggal berbasis pemotongan, deformasi plastis harus dihindari, dan hanya deformasi elastis yang diperbolehkan pada permukaan yang diproses. Ini dianggap sebagai salah satu fitur karakteristik dari proses penghilangan lapisan atom tunggal berbasis pemotongan.
Perilaku Perpindahan Atom
Menurut file lintasan MD, gerakan dislokasi telah mendominasi proses penghapusan lapisan atom tunggal berbasis pemotongan. Gambar 10 menunjukkan hasil simulasi menggunakan radius tepi pahat yang berbeda. Pada radius tepi 2 nm, di bawah aksi pahat pemotong, hanya lapisan atom pertama yang terselip di sepanjang arah pemotongan untuk membentuk chip, sementara yang lain tetap tidak bergerak. Ini dapat dianggap sebagai satu penampang dislokasi satu sisi.
Perilaku perpindahan atom pada berbagai radius mutakhir
Saat jari-jari tepi pahat meningkat, bagian material dalam lapisan atom pertama telah ditekan ke permukaan yang diproses, mendorong slip lapisan atom di bawah lapisan pertama. Selain itu, seiring bertambahnya radius tepi pahat, jumlah lapisan atom yang mengalami proses slip material cenderung bertambah. Ketika radius tepi pahat 4 nm, kecuali untuk lapisan atom pertama, lapisan atom kedua juga melakukan slip material sepanjang arah pemotongan, seperti yang diilustrasikan pada Gambar 10. Ketika radius tepi pahat adalah 7,5 nm, saat pahat bergerak maju, tiga paling atas lapisan atom pada permukaan benda kerja telah tergelincir sepanjang arah pemotongan. Selanjutnya, ketika radius tepi pahat ditingkatkan menjadi 10 nm, sejumlah besar material telah ditekan untuk membentuk permukaan pemrosesan baru; ada deformasi plastis (lihat Gambar 10e) yang terjadi pada permukaan benda kerja, yang juga dapat ditentukan pada Gambar 9.
Gambar 11 menunjukkan proses slip dari lapisan atom yang ditargetkan sepanjang arah pemotongan. Area zona tergelincir terus diperbesar dengan pahat bergerak maju. Pada jarak pemotongan 17,5 nm, zona slip telah mencapai nilai maksimum. Selanjutnya, bahan di dalam zona terpeleset terus menerus dibentuk menjadi chip; volume chip juga meningkat.
Proses slip dari lapisan atom yang ditargetkan pada radius pemotongan 2 nm. Atom diwarnai berdasarkan nilai perpindahan atom arah-x
Secara keseluruhan, sesuai analisis di Bagian 3.3 dan 3.4, seiring bertambahnya radius tepi pahat, mekanisme deformasi bawah permukaan dan perilaku perpindahan atom telah sangat berubah. Pada jari-jari tepi pahat yang berbeda, jumlah lapisan atom yang berbeda cenderung tergelincir di sepanjang arah pemotongan, sementara rezim deformasi yang berbeda terjadi pada permukaan yang diproses, seperti yang dirangkum dalam Tabel 2. Selain itu, dapat ditemukan bahwa dalam penghapusan lapisan atom tunggal berbasis pemotongan proses, pembentukan chip diatur oleh gerakan dislokasi yang didorong oleh tegangan geser, berbeda secara signifikan dari pembentukan chip dalam pemotongan konvensional dan pemotongan nano, Hal ini juga dapat dianggap sebagai salah satu fitur karakteristik penghapusan lapisan atom tunggal berbasis pemotongan.
Gaya Pemotong
Pengaruh Efek Radius Tepi
Gambar 12 menunjukkan efek radius pemotongan pada gaya potong rata-rata pada kedalaman pemotongan 2 Å. Di sini, komponen tangensial dan normal dari gaya potong, yaitu Ft dan Fn , dibandingkan. Seperti diilustrasikan, untuk alat pemotong yang tajam, rasio a/R adalah 2,85, dan Ft dari 16,4 nN ternyata lebih kecil dari Fn dari 23,7 nN. Saat radius tepi pahat meningkat, keduanya Ft dan Fn meningkat. Namun, Fn telah menunjukkan amplitudo pertumbuhan yang jauh lebih besar daripada Ft . Ini jelas menunjukkan bahwa dengan bertambahnya radius tepi pahat, gaya potong normal akan memiliki efek yang lebih besar pada proses pemindahan material pada proses pemotongan ACS. Namun, ketika radius tepi pahat lebih besar dari sekitar 3 nm, pelepasan lapisan atom tunggal tidak dapat dicapai. Dengan demikian, gaya potong normal yang lebih besar tidak akan membantu untuk memungkinkan penghilangan lapisan atom tunggal berbasis pemotongan, dan gaya potong normal yang lebih rendah sebaiknya diadopsi.
Plot gaya potong versus radius tepi potong pada kedalaman potong 2 Å
Karena gaya potong normal memberikan tegangan tekan untuk memungkinkan deformasi elastis dan/atau plastis pada permukaan yang diproses, gaya potong tangensial akan memberikan tegangan geser pada pembentukan chip. Oleh karena itu, dapat disimpulkan bahwa pembentukan chip dalam penghilangan lapisan atom tunggal berbasis pemotongan harus terutama didorong oleh gaya potong tangensial. Dapat juga dilihat pada Gambar 12b bahwa Ft telah menunjukkan tiga jenis perubahan, yang selanjutnya mengarah ke topografi permukaan yang berbeda (lihat Gambar 6), termasuk yang berikut:
Ketika radius tepi pahat lebih kecil dari sekitar 3 nm, yaitu rasio a/R adalah 0,067, Ft kira-kira tetap tidak berubah, dan selalu lebih kecil dari 25 nN, seiring bertambahnya radius tepi. Dalam kasus seperti itu, hanya satu lapisan atom yang dihilangkan dari permukaan benda kerja.
Jika radius tepi pahat adalah 3 nm dan 5 nm, rasio a/R adalah 0,04 dan 0,067, sedangkan Ft terbukti meningkat menjadi sekitar 38,5 nN. Akibatnya, lebih dari satu lapisan atom dihilangkan dari permukaan benda kerja, tetapi ada sedikit cacat permukaan yang terbentuk.
Adapun radius tepi lebih besar dari 5 nm, Ft juga secara bertahap konvergen ke nilai konstan. Dalam hal ini, lebih dari satu lapisan atom dihilangkan. Namun, sejumlah besar cacat permukaan terbentuk pada permukaan dan bawah permukaan benda kerja.
Dapat disimpulkan bahwa gaya potong tangensial yang sangat rendah dapat memungkinkan penghilangan lapisan atom tunggal berbasis pemotongan pada radius mutakhir yang wajar, seperti 2 nm. Pada gilirannya, penghapusan lapisan atom tunggal tidak dapat direalisasikan, meskipun gaya potong tangensial lebih besar.
Pengaruh Efek Ukuran Atom
Gambar 13 selanjutnya memberikan plot gaya potong versus kedalaman potong pada radius tepi potong 2 nm. Dapat ditemukan bahwa pada radius cutting-edge 2 nm, seiring bertambahnya kedalaman pemotongan, baik gaya potong normal maupun gaya potong tangensial telah menunjukkan perubahan tiga tahap. Ada perubahan nyata pada kedalaman pemotongan sekitar 1.1 Å dan 1.6 Å. Rasio kedalaman pemotongan yang sesuai (a ) ke jari-jari atom benda kerja (rdengan ) adalah 0,055 dan 0,080, yang disebutkan di atas dua nilai kritis a/rdengan , C1 dan C2, seperti yang digambarkan dalam Bagian 3.1.
Plot of cutting forces versus cutting depth at edge radius of 2 nm
When cutting depth is smaller than 1.1 Å, namely, the ratio of a/rdengan is less than 0.055, Ft is always 0 nN, while Fn is linearly increased to about 32 nN. However, the cutting forces could not enable plastic material deformation and removal on the workpiece surface. Consequently, there is only elastic deformation on workpiece surface, as shown in Fig. 3.
When the cutting depth is larger than 1.1 Å, but smaller than 1.6 Å, the ratio of a/rdengan is more than 0.055 but less than 0.080. If this case, Ft has greatly increased from 0 nN to about 25 Nn, while Fn further increased to about 58 nN. The cutting forces are larger enough to enable material removal on workpiece surface. At the cutting depth of 1.4 Å, there is chip formation and material removal on workpiece surface. But the stable and continuous material removal could not be realized and many defects are formed on the processed surface, as shown in Fig. 4.
When the cutting depth is larger than 1.6 Å, both Ft dan Fn are large enough to enable continuous material removal on workpiece surface. Consequently, chip is stably formed over the workpiece surface, and the targeted atomic layer is continuously removed via chip formation, forming a new processed surface, as shown in Fig. 5b and Fig. 6b.
Overall, both cutting-edge radius effect and atomic sizing effect have an influence on cutting force in cutting-based single atomic layer removal process, thereby changing the material removal and surface generation process.
Discussions About Cutting-Based Single Atomic Layer Removal Mechanism
As per above analysis, both atomic sizing effect and cutting-edge radius effect have a great influence on the cutting-based single atomic layer removal mechanism. As summarized in Table 3, depending on the ratio of cutting depth to workpiece atomic radius(a/rdengan ) and the ratio of cutting depth to edge radius(a/R ), there are minimum 5 typical cases of material deformation and removal behaviours in cutting-based single atomic layer removal process. In this section, the fundamental material deformation and removal mechanism of each case is summarized.
In conventional machining, as cutting depth is significantly larger than the cutting-edge radius, the cutting-edge radius effect can be ignored. As the cutting depth is decreased to nanoscale, which is comparable or lower than the edge radius, the edge radius effect can be no longer ignored. In nanocutting, the material removal process is dominated by the extrusion deformation, which is greatly influenced by cutting-edge radius. As the cutting depth is further decreased to atomic scale, except for cutting-edge radius effect, a new sizing effect, atomic sizing effect [20] has a great influence on material removal.
As shown in Fig. 14, in the cutting-based single atomic layer removal process, there are two portions involving in cutting, i.e., nanometric cutting edge and the lowest cutting tool atoms (B ). Such two portions could be coupled to enable single atomic layer removal. The size of cutting edge, regarded as ‘nano-tool,’ is described by edge radius (R ). The cutting edge is the envelope curve of the outermost atoms in cutting tool. Regarding the lowest atoms, as ‘atomic-tool,’ it is described by workpiece atomic radius (rdengan ). The cutting-based single atomic layer removal is the results of the coupled actions of nano-tool and atomic-tool on workpiece material.
Schematic diagram for cutting-based single atomic layer removal
Firstly, depending on the ratio of cutting depth (a ) to the workpiece atomic radius (rdengan ), i.e., a/r , there are three kinds of material deformation behaviour in ACS cutting process.
1.
The ratio of a/rdengan is smaller than critical value 1(C1 ).
As shown in Fig. 15, chip formation does not occur, but elastic deformation does occur on the workpiece surface. During cutting process, after workpiece passes the lowest point of cutting tool, the elastically deformed part would recover completely. Consequently, no material deformation and removal occurred on the topmost surface. In such case, the tool edge effect could be ignored. This ratio could be affected by material properties (case 1).
2.
The ratio of a/rdengan is larger than C1 , but smaller than critical value 2 (C2 ).
Schematic illustration of cutting-based single atomic layer removal at the ratio of a/rw smaller than C1
As the ratio of the cutting depth to atomic radius (a/rdengan ) increases to be larger than C1 but smaller than critical value 2(C2 ), there is material removal on the workpiece surface, but it is noncontinuous. In such case, only part of material within targeted atomic layer is formed into chip by shear stress-driven dislocation motion, while others are remained on the workpiece surface. When cutting tool passes over the workpiece surface, the surface quality of the processed surface is seriously deteriorated (case 2) (Fig. 16).
3.
The ratio of a/rdengan is larger than critical value 2 (C2 ).
Schematic illustration of cutting-based single atomic layer removal at a/rw larger than C1 and smaller than C2
When the ratio of cutting depth to atomic radius (a/rdengan ) increases to be larger than critical value, there is a continuous material removal by chip formation during cutting process. In such case, the edge radius effects can no longer be ignored. For ACS cutting process, the maximum cutting depth is subnanometer order. At such extremely low cutting depth, regardless of the nominal rake angle, the effective rake angle is always largely negative. The negative rake face can produce the necessary shear stress to enable chip formation by dislocation motion and the compressive force to enable the elastic and/or plastic deformation on the processed surface.
Depending on the ratio of cutting depth (a ) to tool edge radius (R ), different kinds of elastic and/or plastic deformation process occur on the workpiece surface. There are two threshold values of a/R , namely, threshold value 1 (T1 ) and threshold value 2 (T2 ), leading to different material removal processes.
a.
The ratio of a/R is larger than threshold (T1 ).
As shown in Fig. 17, there is one atomic slip plane. The workpiece material below this plane would have an elastic deformation. As for the materials above this slip plane, it undergoes a plastic deformation by dislocation motion. A part of materials is also formed into chip by shearing stress-driven dislocation motion, while the other undergoes dislocation slip. After the workpiece passes the lowest point of the cutting tool, the elastically deformed part recovers completely (case 3).
b.
The ratio of a/R is lower than threshold 1 (T1 ), but larger than threshold 2 (T2 ).
Schematic illustration of cutting-based single atomic layer removal at a/rw larger than C2 and a/R larger than T1
Under the action of cutting edge, minimum two atomic layers undergo dislocation slip, while elastic deformation occurs on the processed surface, as shown in Fig. 18. The cutting edge provides a force to generate the shear stress to enable chip formation by dislocation motion and compressive stress to induce elastic deformation on the processed surface. In such case, part of material within the targeted atomic layer is formed into chip by dislocation motion, while the other is extruded into other atomic layers to form new processed surface. It also drives the slip of other atomic layers on the workpiece surface, leading to the negative dislocation climb. After workpiece material passes the lowest point of the cutting tool, the elastic portion springs back (case 4).
c.
The ratio of a/R is lower than threshold 2 (T2 ).
Schematic illustration of cutting-based single atomic layer removal at a/rw larger than C2 , a/R larger than T2 , smaller than T1
As the ratio of a/R decreases to lower than T2 , there is either no chip formation or extremely small volume of chip formation, but elastic-plastic deformation occurs on the processed surface, as shown in Fig. 19. After workpiece material passes the lowest point of cutting edge, the elastic deformed part springs back. The plastic deformed part (Δ ) leads to lasting deformation. Such ratio is related with material properties, tool geometry and process conditions (case 5).
Schematic illustration of cutting-based single atomic layer removal at a/r larger than C2 and a/R lower than T2
Kesimpulan
In the present study, both of atom sizing effect and cutting-edge radius effect are analysed to investigate their influence on chip formation, surface generation, subsurface deformation, and atomic displacement behaviour during the cutting of monocrystalline copper towards single atomic layer removal. The following conclusions can be drawn.
1.
A new model is proposed to describe the underlying material deformation and removal mechanism in the cutting-based single atomic layer removal process, which exhibits four characteristics, including chip formation by dislocation motion, elastic deformation occurring on the processed surface, atomic sizing effect, and cutting-edge radius effect.
2.
Both of atomic sizing effect and cutting-edge radius effect have a great influence on the material deformation and removal during the cutting process of monocrystalline copper towards single atomic layer removal. With a specific ratio of cutting depth to workpiece atom radius (a/rdengan ) and that of cutting depth to edge radius (a/R ), cutting-based single atomic layer removal could be achieved on Cu (111) surface.
3.
Chip formation is affected by the ratios of a/rdengan and a/R . There is a chip formation only when the ratio of a/rdengan is larger than one critical value (C1) and the ratio of a/R is smaller than one threshold value (T1). Moreover, chip formation is mainly dependent on the shear stress-driven dislocation motion, significantly different from the extrusion-dominated chip formation in nanocutting and shearing-dominated chip formation in conventional machining.
4.
Single atomic layer removal can be achieved via layer-by-layer removal and multi-layer removal. The former one refers to that the targeted atomic layer could be either fully removed from workpiece surface. The latter one means that the first atomic layer is partly removed while the remaining materials are pressed into other atomic layers, forming a new processed surface.
5.
There is only elastic deformation occurring on the processed surface during ACS cutting process, different from the elastic-plastic deformation in nanocutting. It can be regarded as one characteristic feature in ACS cutting.
6.
Depending on the combined effect of atom sizing effect and cutting-edge radius effect, there exist five cases of material deformation and removal processes during the cutting-based single atomic layer removal, i.e., no workpiece material is removed (case 1), workpiece materials are non-continuously removed (case 2), a part of materials is formed into chip while others undergoes material slip via dislocation motion (case 3), a part of materials within the targeted atomic layer is formed into chip while others are extruded into other atomic layers to form new processed surface (case 4), and the elastic deformed part springs back, while the plastic deformed part leads to a lasting deformation (case 5).
Ketersediaan Data dan Materi
Authors declare that the materials, data, and associated protocols are available to the readers, and all the data used for the analysis are included in this article.