Pencetakan 3D Jerk atau Ghosting:Cara mengatasinya
Anda mungkin baru saja membeli printer 3d dan mulai mendapatkan beberapa hasil setelah mengulangi dan mengubah beberapa pengaturan. Anda telah memecahkan adhesi lapisan, suhu filamen, dan aspek dasar lainnya dan sekarang Anda menggandakan kualitas printer. Selamat! Mari beralih ke masalah berikutnya dalam perjalanan Anda untuk menjadi legenda percetakan:Bagaimana cara mengatasi brengsek atau ghosting dalam pencetakan 3D?
Ghosting dapat diatasi dengan mengurangi kecepatan pencetakan, mengatur brengsek, dan akselerasi, dengan pengaturan ideal:kecepatan 60mm/dtk, akselerasi 1500mm/dtk, dan brengsek 10mm/dtk. Tergantung pada printer apa yang Anda miliki, Anda mungkin harus menambah atau mengurangi nilai tersebut. Jika ghosting masih terjadi, pertimbangkan untuk menambahkan peredam ke mesin dan periksa sabuk longgar yang perlu dikencangkan.
Apa itu Ghosting, Brengking, atau Ringing?
Berbayang, menyentak, atau berdering dalam cetakan 3D terjadi ketika potongan 3D Anda memiliki pola atau karakteristik yang muncul kembali di seluruh permukaan cetakan Anda sebagian besar dalam bentuk garis karena perubahan arah yang cepat dari printer 3D Anda selama pencetakan.
Faktanya adalah bahwa setiap garis bayangan ini biasanya ringan dan halus, tetapi semuanya bersama-sama membentuk gema yang mendistorsi keindahan cetakan 3D Anda.
Mungkin berguna untuk melihat contoh yang jelas dari objek yang menjadi korban ghosting.
Cara Mendeteksi Ghosting di cetakan 3D Anda
Tidak jarang orang salah mengira anomali dan distorsi lain dengan ghosting, terutama mereka yang baru mengenal pencetakan 3D.
Infill yang terlihat adalah salah satu ketidaksempurnaan yang mudah dikacaukan dengan ghosting. Pengisian yang terlihat terjadi ketika garis dan pola sistem pendukung internal printer 3D Anda dicetak pada permukaan cetakan 3D Anda.
Efek ini terutama terlihat ketika kita mengatur cetakan kita untuk memiliki kulit terluar yang sangat tipis. Jika dinding tidak cukup tebal, maka pola pengisi atau pencetakan akan terlihat melalui cangkang.
Dari penjelasan saya, terlihat jelas bahwa infill yang terlihat sangat berbeda dengan ghosting. Anda dapat mengetahui bahwa cetakan Anda berbayang ketika fitur fitur tertentu muncul kembali, berbeda dari pengisi yang terlihat di mana struktur pencetakan menjadi terlihat pada cetakan 3D Anda.
Dengan kata lain, ghosting terjadi ketika Anda melihat dengan jelas bahwa fitur tertentu dari cetakan Anda berulang di dekatnya. Kecuali dalam kasus ekstrim, ghosting cenderung sangat halus, itulah namanya!
Mari kita lihat sekilas kemungkinan penyebab utama ghosting untuk kemudian melihat bagaimana kita bisa menyelesaikannya. Anda juga dapat langsung menuju solusi, tetapi Anda akan kehilangan beberapa informasi berharga! Mengapa Anda melakukan itu pada diri Anda sendiri?
Apa yang menyebabkan ghosting pada cetakan 3D?
Hati Anda akan senang mengetahui bahwa penyebab ghosting dalam cetakan 3D relatif jelas dan logis.
Ghosting, echoing atau ringing disebabkan oleh getaran pada printer. Saat kepala printer printer 3D Anda bergerak dan mengubah arah dengan kecepatan yang sangat cepat, bagian lain seperti gantry X, ekstruder, alas printer, dan nozel bergetar, meninggalkan ketidakteraturan seperti lapisan tambahan detail tunggal pada cetakan 3D Anda.
Faktanya adalah tidak semua bagian yang bergerak dari printer 3D Anda dapat dikencangkan cukup untuk menyelesaikan masalah sepenuhnya.
Pengujian untuk Ghosting
Anda dapat dengan mudah menguji apakah printer Anda rentan terhadap ghosting. Banyak pengguna berpikir bahwa ghosting adalah salah satu masalah yang hanya dapat diselesaikan oleh para profesional dan penghobi berpengalaman. Ini tidak bisa jauh dari kebenaran!
Faktor yang dapat memengaruhi kualitas cetakan 3D Anda adalah berat gantry X Anda. Ini akan tergantung pada jenis bahannya; serat karbon, baja, atau aluminium.
Semakin berat material yang digunakan, semakin tinggi risiko terjadinya ghosting. Baja adalah bahan terberat. Kemungkinan cetakan 3D Anda akan berbayang lebih rendah saat menggunakan gantry X serat karbon.
Apapun bahan gantry X yang Anda gunakan, kemunculan atau tidak dari ghosting tergantung pada pengaturan tertentu yang Anda berikan pada kecepatan, akselerasi, dan brengsek cetak. Pengaturan yang agak masuk akal untuk membantu Anda memulai adalah sebagai berikut:
- Kecepatan- 60mm/dtk.
- Akselerasi – 1500mm/s2.
- Brengsek – 10mm/dtk.
Jika Anda lebih suka pengaturan yang memungkinkan printer 3D Anda mencetak dengan sangat cepat, disarankan Anda menggunakan bahan serat karbon untuk gantry X Anda karena ringan. Anda harus selalu memprioritaskan kecepatan pencetakan rendah dan sedang, apa pun bahan gantry X yang Anda gunakan.
Hal pertama yang harus Anda lakukan adalah mencetak objek dalam bentuk dan bentuk apa pun. Saat mencetak, periksa bagian bergerak dari printer 3D Anda. Lihatlah extruder, nozel, dan sejenisnya. Jika mereka beresonansi berat, ghosting akan terjadi.
Setelah pencetakan selesai, Anda harus memeriksa tepi tajam dan detail hasil cetak Anda. Jika tepi dicetak berulang kali dan detail seperti huruf muncul kembali, kemungkinan besar ini adalah bayangan.
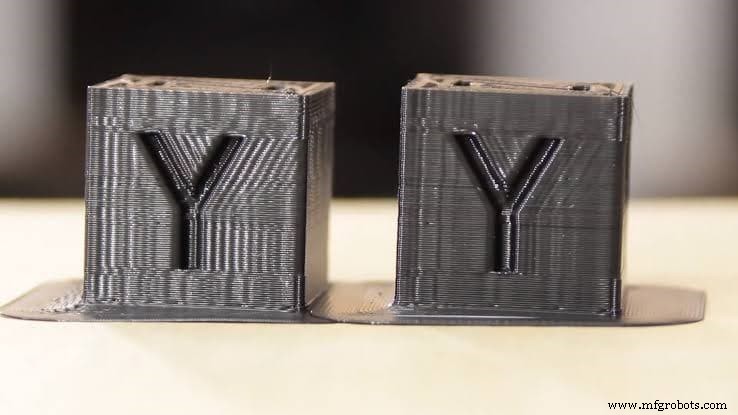
Lihatlah gambar berikut. Yang di sebelah kiri adalah apa yang bisa kita anggap sebagai cetakan yang berhasil. Yang di sebelah kanan dengan jelas menunjukkan jumlah ghosting yang agresif!

Anda mungkin memperhatikan bahwa objek yang dicetak di atas hampir tidak memiliki aplikasi dunia nyata, dan Anda benar lagi! Kotak kecil ini tidak akan meninggalkan tata surya sebagai bagian dari upaya ilmiah baru, tetapi akan melakukan sesuatu yang lebih besar:mereka membantu kami mengukur kualitas pencetakan pada sumbu X, Y, dan Z.
Anda dapat mengunduh tes ini dari Thingiverse dengan mengklik di sini.
Sebagai fitur bonus, ini juga akan memberi tahu Anda jika printer Anda dikalibrasi dengan benar dan mencetak sesuai skala. Maksud saya, Anda harus bisa mendapatkan caliper dan mengukur 20mm pada setiap dimensi.
Jelas bagaimana diagonal surat itu diulang setelah gerakan tiba-tiba yang diperlukan untuk mencetaknya. Perlu juga disebutkan bahwa diagonal tersebut hanya berulang di sisi kanan huruf. Pembaca yang rajin dan tajam (yaitu Anda) dapat menyimpulkan bahwa ini karena ekstruder mencetak dari kiri ke kanan, menyebabkan getaran terjadi setelah huruf.
Pastikan untuk menguji pencetakan Anda dengan berbagai jenis filamen pencetakan 3D, kecepatan, suhu, dan pengaturan menyentak.
Perhatikan bahwa semakin tinggi suhunya, semakin kuat efek getarannya sehingga mengarah ke ghosting yang jelas. Selain itu, warna filamen yang lebih dingin mengurangi efek ghosting. Anda harus mempertimbangkan semua parameter ini saat menguji ghosting pada printer 3D Anda.
Bahan gantry XY Anda, akselerasi, dan kecepatan menyentak semuanya berkontribusi pada kualitas cetakan 3D Anda. Memperbaiki gantry printer Anda bisa melelahkan dan sangat memakan waktu, jadi mari kita ubah setelan printer Anda terlebih dahulu dan lihat apakah kami dapat menyingkirkan hantu yang menakutkan dan mengganggu itu.
Pengaturan Akselerasi dan Jerk
Pengaturan akselerasi mengacu pada pengaturan kecepatan kepala printer Anda saat mencetak. Pengaturan akselerasi bervariasi sesuai dengan pemotong pilihan Anda, tetapi semuanya melakukan hal yang kurang lebih sama.
Semakin tinggi kecepatan kepala printer, semakin cepat kepala printer Anda menempatkan filamen. Satu hal yang harus Anda perhatikan adalah bahwa akselerasi tidak sepenuhnya digunakan saat mencetak model miniatur. Ini karena mereka biasanya sangat kecil sehingga tidak cukup jarak untuk ditempuh.
Brengsek, di sisi lain, adalah pengaturan yang lebih teknis. Hentakan printer 3D Anda menentukan kecepatan di mana kepala printer Anda akan bergerak dari posisi stasionernya selama pencetakan 3D.
Pengaturan brengsek menentukan jumlah kecepatan paling sedikit yang diperlukan untuk perubahan tertentu dalam akselerasi pencetakan keseluruhan.
Semakin tinggi pengaturan brengsek semakin cepat gerakan dari posisi diamnya dan sebaliknya. Secara analog, ini adalah kecepatan minimum yang akan dicapai printer Anda sebelum mulai bergerak ke arah lain.
Saya masih memiliki masalah untuk memahami tingkat abstraksi Brengsek. Saya meyakinkan otak saya untuk menganggapnya sebagai mobil yang melambat sebelum berbelok, setelah itu akan bergerak lagi tetapi ke arah yang baru. Anda mungkin lebih pintar dari saya, jadi jangan menilai saya karena menganggap analogi primitif dan tidak elegan ini berguna!
Apa pengaruh pengaturan akselerasi dan sentakan pada kualitas cetak 3D?
Pengaturan akselerasi dan sentakan dalam pencetakan 3D memiliki efek kritis pada kualitas keseluruhan cetakan 3D Anda. Pengaturan ini sangat menentukan apakah cetakan 3D Anda akan menampilkan ghosting atau tidak. Terkadang, banyak orang lebih memilih pengaturan brengsek dan akselerasi yang lebih tinggi saat mencetak karena menghemat waktu.
Anda mungkin bersedia menerima beberapa ghosting pada cetakan Anda untuk menghemat waktu yang berharga. Anda tidak akan menjadi orang pertama yang menghargai waktu daripada kualitas.
Saya tidak akan pernah menghakimi Anda karena melakukannya, tetapi Anda harus tahu terlebih dahulu output seperti apa yang ingin Anda peroleh. Jika Anda ingin mencetak satu kali dan pasti, Anda dapat mempertimbangkan untuk "membuang-buang" waktu pencetakan ekstra dan mengizinkan printer untuk memberi Anda objek yang indah sebagai balasannya.
Pengaturan Akselerasi dan Sentakan yang Disarankan
Setelan akselerasi yang disarankan untuk printer 3D standar harus 60mm/s sedangkan pengaturan brengsek harus 10mm/s. Ini akan memberi Anda resonansi pencetakan yang dikurangi dan diatur, menghasilkan detail yang halus dan standar.
Ingatlah bahwa pengaturan ini hanya berfungsi sebagai gambaran kasarnya. Jika Anda memiliki mesin generik tanpa merek dan berbiaya rendah, Anda mungkin harus berada di bawah nilai-nilai ini. Sebaliknya, Anda mungkin memiliki printer yang luar biasa seperti Voron 2.4 dan menertawakan pengaturan konservatif saya!
Masalah lain apa yang diselesaikan pengaturan ini?
Dengan menyesuaikan pengaturan akselerasi dan sentakan printer 3D, Anda dapat mengatasi masalah lain seperti permukaan pencetakan kasar, operasi pencetakan yang bising, lompatan garis lapisan, kurva distorsi, goyangan Z dan suka akan menjadi masa lalu jika Anda mengatur pengaturan brengsek dan akselerasi yang tepat.
Kemungkinan solusi untuk Ghosting
Kita sudah tahu bagaimana mendefinisikan dan mendeteksi ghosting. Selain itu, kita juga mengetahui penyebabnya. Sekarang, saya kira Anda merasakan dorongan untuk menyelesaikan masalah ini. Mari kita lihat semua hal yang dapat kita lakukan untuk mencegah terjadinya ghosting di bawah pengawasan kita!
• Menyesuaikan pengaturan akselerasi dan sentakan ke pengaturan standar yang dibahas di atas.
• Kecepatan pencetakan: Yang benar adalah bahwa ketika Anda mengoperasikan printer 3D Anda dengan kecepatan tinggi, getaran dan dering keras kemungkinan akan terjadi. Kecepatan pencetakan yang tinggi tidak menghasilkan detail yang halus pada setiap gerakan arah, dan meskipun akan memakan waktu lebih lama, perbedaan kualitas output akan terlihat jelas.
• Kekakuan printer: Hal ini berkaitan dengan pergerakan seluruh printer saat bekerja. Mesin Anda harus kaku pada posisinya untuk menghindari getaran yang berlebihan. Satu hal yang dapat Anda lakukan adalah mendapatkan peredam getaran untuk keempat sudut printer Anda. Ini akan membantu menjaga printer tetap di tempatnya dan mengurangi getaran dan kebisingan. "Peningkatan" yang sederhana namun efektif ini bisa sangat membantu dalam meningkatkan cetakan Anda!
• Kencangkan sabuk yang longgar: Jika sabuk gerak printer 3D Anda longgar, Anda pasti akan melihat ketidakberesan pada cetakan Anda. Mengencangkan sabuk printer 3D Anda akan mengurangi getaran dan meningkatkan kualitas secara keseluruhan.
Kesimpulan
Kunci untuk menghindari ghosting dalam pencetakan 3D adalah mengatur akselerasi dan kecepatan Anda sesuai dengan mesin Anda.
Sebagian besar masalah ghosting akan hilang dengan mengatur kedua parameter ini dengan benar. Penyempurnaan lanjutan juga dapat dilakukan, seperti meningkatkan kekakuan printer, mengencangkan sabuk yang longgar, dan menambahkan peredam pada printer.
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


