Apakah resin lebih kuat dari filamen? Cukup dijelaskan!
Komunitas pencetakan 3D telah memperdebatkan secara ekstensif tentang keuntungan dan kerugian dari printer resin dan filamen. Topik yang paling sering dibahas adalah terkait dengan kualitas cetakan, biaya bahan dan waktu pencetakan dari masing-masing teknologi.
Mungkin juga kita perlu mencetak objek yang memerlukan beberapa sifat struktural tertentu, seperti kekuatan tarik dan ketahanan terhadap benturan, dan kita perlu mencari tahu apakah bagian resin lebih kuat atau lebih lemah daripada yang dicetak filamen.
Dalam hal kekuatan, bagian cetakan FDM cenderung lebih kuat daripada benda cetakan resin. Ini benar dalam hal ketahanan terhadap benturan dan kekuatan tarik. Hampir semua filamen populer seperti ABS, PLA, PETG, Nylon, dan Polycarbonate mengungguli cetakan resin biasa. Namun harus disebutkan bahwa Tough Resin lebih kuat dari ABS, PETG, dan Nylon.
Perbandingan Kekuatan Tarik Resin vs Filamen
Kekuatan tarik berbagai filamen dan resin (mega Pascals)
| Bahan | MPa |
| Polikarbonat | 67 |
| PLA | 64 |
| Resin Keras | 55 |
| PETG | 50 |
| Nilon | 48 |
| ABS | 38 |
| Resin | 23 |
Kekuatan tarik mengukur jumlah tegangan yang dapat diambil material tertentu saat diregangkan ke titik putusnya. Kekuatan tarik bahan diukur pada titik putus dan akan bervariasi antara bahan yang berbeda yang digunakan untuk membuat komponen yang identik.
Ini adalah tes yang cukup umum dilakukan di sebagian besar industri; namun, untuk menghasilkan hasil yang cukup akurat, proses pembuatan yang sebenarnya harus dipertimbangkan dan diperhitungkan sebagai variabel.
Konsensusnya adalah bahwa cetakan resin 3D tidak tahan benturan; selain itu, ada tanda tanya besar tentang pengawetan produk resin yang sedang berlangsung secara berkala terkena sinar UV. Sementara di sisi lain skala, PLA adalah bahan tahan suhu rendah yang relatif murah dalam kotak berlabel "pilihan terakhir".
Asumsi ini tidak bisa lebih jauh dari kebenaran, dan kebenaran terungkap dalam pengujian yang adil dan tepat. Berikut adalah ikhtisar dasar uji kekuatan tarik yang dilakukan pada berbagai jenis filamen FDM, yang dilakukan oleh Airwolf 3D yang sesuai dengan standar ISO 527*. Sebuah kail dibuat dari bahan yang berbeda dan diuji.
*:Pedoman ini menentukan kondisi umum untuk menentukan sifat tarik termoplastik dalam kondisi tertentu.

PLA
Tempat tidur cetak diatur ke 60°C dan pengait dicetak tanpa penutup untuk menjaga panas pada tingkat sedang. Kait PLA berhasil menahan berat 285 pon, yang berarti kekuatan tarik 64,4 MPa, tetapi selalu ada tangkapan.
PLA akan kehilangan kekuatan tariknya dari waktu ke waktu dan, akibatnya, hanya boleh digunakan untuk tujuan yang ditentukan, yaitu membuat mainan dan barang-barang hias, tetapi tidak untuk tujuan yang membutuhkan kekuatan tarik tinggi.
PETG
PETG diukur pada 50,0 MPa, yang mengejutkan karena diharapkan lebih kuat dari PLA. Tes berbeda yang dilakukan oleh toms3d.org menempatkan PLA melawan PETG, tetapi dua struktur uji masing-masing dicetak untuk menentukan efek arah lapisan. Kedua sampel dicetak secara vertikal dan horizontal.
Pengujian yang dilakukan adalah uji tekuk untuk menentukan titik dimana sampel patah. Sampel yang dicetak vertikal diuji terlebih dahulu, dan ini juga akan menguji adhesi lapisan. Sampel PLA bertahan hanya di bawah 8kg sementara PTEG mengelola 5,9kg. Sampel kedua menguji kekuatan material, dan PLA mengukur 16,6kg, sedangkan sampel PETG tidak gagal karena tidak pecah sama sekali, melainkan hanya bengkok.
Pada dasarnya, PETG lebih fleksibel dan tidak akan patah di bawah kekuatan tertentu seperti PLA, tetapi sejauh kekuatan tarik berjalan, PLA lebih kuat.
ABS
Dengan uji ISO 527, ABS dinilai pada 38,6 MPa, yang secara substansial lebih lemah daripada PLA dan PETG. Dalam uji kait, ABS berkinerja buruk dan langsung putus dengan beban 285 pon yang sama.
Meskipun ABS dianggap sebagai bahan rekayasa nyata yang digunakan dalam aplikasi sehari-hari, aplikasi ini tidak memerlukan kekuatan tarik. Kekuatan tarik ABS mencapai 4700 psi (32,4 MPa).
Polikarbonat
Dalam uji kait dasar, filamen polikarbonat dicetak pada suhu tinggi di mana suhu unggun tidak boleh kurang dari 145 ° C dan suhu ekstruder tidak kurang dari 290 ° C.
Penting untuk diingat bahwa printer hobi biasa tidak dapat mencapai suhu yang diinginkan ini. 685 pon digantung di hook, yang berukuran 9800 psi (67,6MPa), menjadikan polikarbonat sebagai pemenang yang tak terbantahkan untuk kekuatan tarik.
Nilon
Nilon bukanlah filamen yang seragam, dan akibatnya, berbagai jenis filamen nilon memiliki kekuatan tarik yang berbeda-beda, tetapi kekuatan yang diperkirakan ditetapkan pada 7000psi (48,3 MPa), yang secara substansial lebih baik daripada ABS tetapi di bawah PLA. Pada uji kait, digunakan nilon 910 dan dicetak pada suhu 250 °C dengan suhu unggun antara 70-100 °C. Nilon mulai bengkok, dan hanya setelah beratus-ratus pon, beratnya turun menjadi 485 pon.
Pada dasarnya, mirip dengan PETG, Nylon akan menekuk lebih dari PLA.
Resin
Meskipun pengujian kekuatan tarik tidak dilakukan oleh orang yang sama dengan pengujian sebelumnya, kondisi yang sama dibuat kembali, artinya hasilnya tidak hanya valid tetapi juga dapat dibandingkan.
Resin umumnya dikenal sebagai bahan yang sangat lemah ketika bermuara pada kekuatan tarik, dan hasilnya entah bagaimana sesuai dengan gagasan ini. Resin biasa hanya berukuran 23,4MPa, nilai yang jauh di bawah semua filamen yang diukur.
Meskipun hasil yang buruk untuk resin biasa, saya harus menyebutkan bahwa ada kemajuan luar biasa dalam pencetakan SLA, dan kekuatan tarik jelas merupakan salah satu dimensi yang mendapat banyak perhatian.
Semua produsen resin besar juga menawarkan resin "keras" mereka, dan ini bukan hanya taktik pemasaran:ambil resin tangguh eSun dengan kekuatan tarik 55MPa sebagai contoh.
Ini menunjukkan bahwa produsen berupaya keras untuk memenuhi persyaratan yang dituntut oleh industri pencetakan 3D dengan cara yang selalu meningkat.
Perbedaan antara resin biasa dan resin keras
Jenis resin biasa dianggap terlalu lemah untuk menangani stres dan tidak direkomendasikan untuk penggunaan di luar ruangan karena proses pengawetan lanjutan dari sinar UV matahari. Namun, ada resin di pasaran yang telah diformulasikan menjadi sangat kuat.
Ada teknologi cepat yang diperkenalkan ke dalam pengembangan resin, dan aplikasi yang berbeda sedang ditemukan secara berkelanjutan. Resin yang dapat dicetak digunakan dalam pembuatan perhiasan dan banyak digunakan dalam kedokteran gigi.
Perbedaan utama antara resin biasa dan resin keras adalah kekuatan tariknya, dengan resin keras yang memiliki kekuatan tarik sekitar dua kali lipat dari resin biasa.
Resin UV berwarna Anycubic dipilih sebagai resin biasa yang diuji terhadap beberapa resin tangguh, yaitu Tough 2000 dari Formlab, Hard-Tough eSun, dan Blu Siraya Tech. Hasilnya sama sekali tidak mengejutkan karena resin standar berukuran 23,4MPa sedangkan resin tangguh berukuran 46MPa untuk Foamlab, 55MPa untuk eSun, dan 44MPa untuk Siraya Tech.
Seperti yang Anda lihat dari hasil pengujian, resin keras benar-benar jauh lebih kuat daripada resin biasa, tetapi hasil pengujian tidak akan secara otomatis diterjemahkan ke dalam proyek Anda. Alasan utamanya adalah desain dan aplikasi struktural, jadi meskipun resin keras lebih kuat, mereka belum tentu mencerminkan hasil pengujian ini.
Perbandingan Kekuatan Dampak Resin vs Filamen
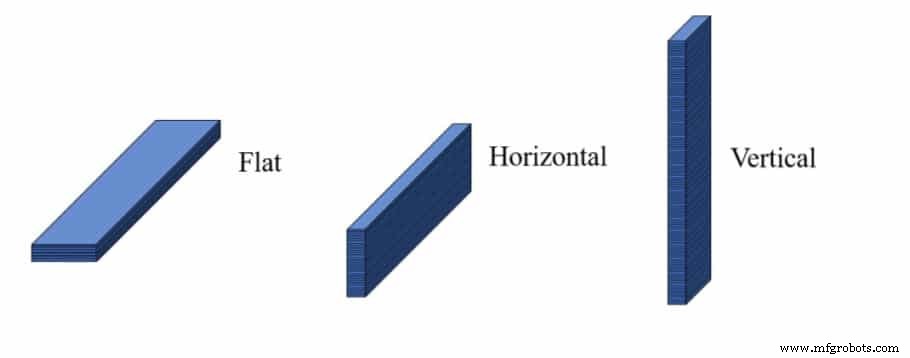
Kekuatan Dampak untuk material dan orientasi yang berbeda (Joule/Meter)
| Datar | Horisontal | Vertikal |
| Polikarbonat | 354 | 515 | 42 |
| Nilon | 325 | 249 | 60 |
| Resin Kuat Prusa | 280 | 280 | 280 |
| PETG | 239 | 178 | 35 |
| PLA | 153 | 113 | 77 |
| ABS | 129 | 149 | 55 |
Kekuatan impak berbeda dari kekuatan tarik karena mengukur seberapa besar dampak yang dapat diterima model standar dan seberapa banyak energi impak yang diserap dari gaya. Metode yang digunakan untuk melakukan pengujian adalah uji kekuatan impak IZOD. Pengujian dilakukan menggunakan tiga orientasi berbeda, sampel uji berorientasi datar, vertikal, dan horizontal.
PLA
- Datar:152,52 j/m
- Horisontal; 113,21 j/m
- Vertikal:77,42 j/m
PETG
- Datar:238,98 j/m
- Horisontal; 178,09 j/m
- Vertikal:35,45 j/m
ABS
- Datar:128,69 j/m
- Horisontal; 149,14 j/m
- Vertikal:55,14 j/m
Polikarbonat
- Datar:354,15 j/m
- Horisontal; 514,90 j/m
- Vertikal:42,03 j/m
Nilon
- Datar:324,90 j/m
- Horisontal; 248,86 j/m
- Vertikal:59,61 j/m
Seperti yang Anda lihat dari hasil, ada nomor campuran di antara jenis filamen serta orientasi sampel uji. PLA mencetak skor tertinggi pada uji vertikal dengan 77,42 j/m, dengan PETG mencetak skor terendah pada 35,45 j/m. Sampel uji polikarbonat dan nilon cukup seimbang, tetapi polikarbonat mendapat skor 514,90j/m pada uji horizontal, sedangkan nilon mencapai skor 248,86 j/m.
Perbedaan antara resin biasa dan resin keras
Kekuatan impak resin biasa dibandingkan resin keras dilakukan dengan menggunakan uji kekuatan impak IZOD dengan skoring Filaween. Dalam pengujian Tom, ia menggunakan resin merah bening seperti ABS Elegoo dan resin "Tough" merah marun Prusa, dan hasilnya berbicara sendiri.
Menjadi bahan isotropik, sampel uji resin hanya membutuhkan satu sampel masing-masing. Hasil resin Prusa Tough adalah 280mJ. Resin ini sebanding dengan hasil PLA.
Apakah Filamen Terkuat?
Saya pikir itu adalah kesimpulan yang cukup umum di antara manufaktur, pengulas, dan pengguna akhir bahwa polikarbonat dinilai sebagai jenis filamen terkuat.
Ketika dicetak dengan benar dan pada suhu yang tepat, polikarbonat (atau PC) dapat menghasilkan komponen yang sangat kuat dan tahan lama; namun, mencetak dengan PC dapat menjadi masalah karena tidak bekerja dengan baik dengan overhang dan detail yang halus. PC memiliki ketahanan termal yang tinggi dan juga cukup tahan benturan, seperti yang ditunjukkan oleh hasil pengujian di atas.
Nylon juga dinilai tinggi dan lebih baik dibandingkan dengan PC. Filamen nilon 910 yang diuji oleh Airwolf menunjukkan kekuatan yang luar biasa pada 7000 psi, dan klip yang dicetak mampu menahan 485 lb. MatterHackers melakukan pengujian serupa tetapi menggunakan filamen nilon mereka sendiri yang disebut filamen Nylon X. Mereka mencetak kail dan bisa menahan 364 pon sebelum patah. Nylon telah menerima ulasan yang bagus, dengan banyak pengulas menilainya jauh lebih tinggi daripada PLA untuk kekuatan dan daya tahan.
Karena nilon bersifat higroskopis, artinya cenderung menyerap kelembapan, hal ini menimbulkan kesulitan pencetakan. Itu harus 100% kering; jika tidak, kesalahan pencetakan akan terjadi. Titik sakit lainnya adalah suhu pencetakan yang harus antara 220-270 ° C dan rentan terhadap bengkok. Sisi baik nilon adalah tahan benturan, tahan lelah, tahan panas, dan kelebihannya adalah lebih mudah dicetak daripada PC.
Berikut adalah beberapa Filamen Nilon dan Polikarbonat yang direkomendasikan:
Bagaimana cara membuat bagian FDM lebih kuat?
Cetakan FDM yang kuat adalah cetakan yang diinginkan. Ada beberapa cara untuk meningkatkan kekuatan cetakan Anda, termasuk menggunakan pengisi bujursangkar, mengurangi pendinginan, meningkatkan lebar ekstrusi, menambah jumlah perimeter, dan menggunakan lapisan yang lebih tipis. Petunjuk yang akan membantu Anda meningkatkan kekuatan cetakan FDM ini telah dicoba dan diuji oleh banyak pakar dan penggemar 3D.
Gunakan Pola Rectilinear atau Honeycomb Infill
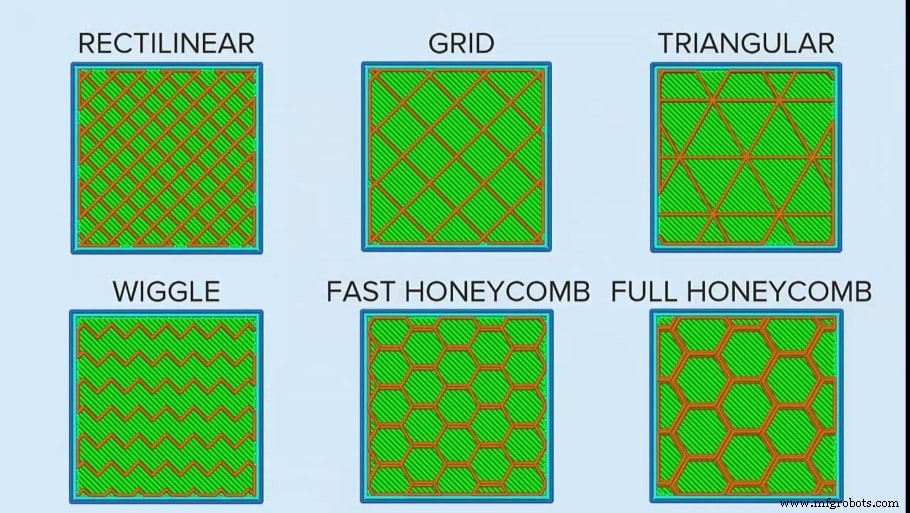
Pola isian adalah poin plus yang pasti untuk memperkuat cetakan, tapi sayangnya, tidak satu ukuran cocok untuk semua. Struktur sarang lebah terkenal karena kekuatannya dan bahkan digunakan pada ban mobil kempes. Dari sudut pandang teknis, pola bujursangkar adalah pola yang paling kuat, tetapi hanya jika arah gaya diperhitungkan, karena akan lemah pada arah yang berlawanan.
Menggunakan pola pengisi bujursangkar menghemat penggunaan plastik dan sebagai hasilnya mencetak lebih cepat. Mencetak hingga 30% lebih cepat daripada pola sarang lebah. Di mana pola bujursangkar adalah yang terkuat dari satu arah, sarang lebah sama kuatnya dari segala arah menjadikannya pola yang dapat diandalkan untuk digunakan secara menyeluruh.
Aneal cetakan 3D Anda
Annealing adalah proses umum dalam pembuatan bagian logam atau plastik yang disuntikkan. Sederhananya, ini adalah proses peningkatan suhu untuk meningkatkan kekencangan, kekuatan tarik, dan ketahanan panas. Meskipun tidak begitu populer di dunia pencetakan 3D, prosesnya masih dapat diterapkan tetapi akan membutuhkan tingkat eksperimen untuk mendapatkan suhu yang optimal.
Di rumah, Anda dapat memasukkan cetakan ke dalam oven, tetapi Anda harus memantau suhu dengan cermat dan memastikan ada distribusi panas yang merata di sekitar cetakan.
Annealing pada dasarnya memanaskan plastik ke suhu transisi gelasnya karena, pada titik ini, objek akan tetap mempertahankan bentuknya, tetapi molekul akan diatur ulang menjadi keadaan yang lebih cair, sehingga mengurangi tegangan dalam dan memperkuat struktur dalam prosesnya.
Polimer memiliki rantai molekul yang panjang dan berulang yang terdiri dari struktur molekul amorf dan semi-kristal. Struktur molekul ini membentuk polimer dan didistribusikan secara acak tanpa garis pemisah yang pasti. Struktur kristalnya keras dan kaku, sedangkan struktur amorf lebih elastis dan fleksibel.
Ketika filamen dipanaskan di nosel, kemungkinan akan menjadi amorf dan akan mempertahankan struktur ini melalui proses pendinginan yang cepat. Apa yang dicapai anil adalah mengubah karakteristik plastik amorf menjadi plastik kristal.
Filamen PLA dan PETG menunjukkan hasil yang menjanjikan ketika dianil, sementara ASA dan ABS tidak menunjukkan perubahan nyata selain melengkung selama proses. Filamen PLA menunjukkan peningkatan besar dalam kekuatan tarik sementara PETG mencetak poin besar untuk ketahanan benturan.
Intinya adalah bahwa anil adalah alat yang efektif tetapi dapat menyebabkan komplikasi saat menggunakan teknik dengan cetakan detail.
Pertimbangan Tambahan
Anda harus mempertimbangkan penerapan cetakan untuk menentukan kekuatan dan kelemahannya. Selain filamen atau resin yang tepat, beberapa pertimbangan lain akan memengaruhi kegunaan cetakan Anda.
Anisotropik vs Isotropik
Anisotropik pada dasarnya mencapai nilai yang berbeda ketika sifat material diukur dari arah yang berbeda, yang merupakan kasus dengan pengisi bujursangkar. Di sisi lain, isotropik berarti nilai yang konsisten terlepas dari arah pengukuran, dan dalam hal ini, kita dapat menggunakan struktur sarang lebah sebagai contoh yang baik.
Dengan pencetakan 3D FDM, arah pencetakan atau pembuatan akan berkontribusi pada hasil anisotropik. This becomes more obvious with lower adhesion between layers in the Z-axis, which causes a lower pull strength compared to the X and Y-axis. So, if anisotropy is not considered, then the printed product will not last when pressure is applied to its weakness.
With SLA printing, there is no need to worry about structural weaknesses from certain directions because the resin is isotropic, meaning that the object has the same strength from all directions. For added strength resin model should not be hollow to save on resin.
Slicer Settings
A strong print begins with a good design that focuses on structural integrity by allocating more material to areas with concentrated stress. Topology optimization allows the process to be automated and is frequently used in creating functional designs.
The fabrication process also has a strong influence on the strength of the final product, and this is determined by the printing setting during slicing. For example, the layer height being higher will account for greater print strength, both in FDM and SLA prints. The infill structure and settings also contribute to the print strength, as do the speed, thickness of the extrusion, and optimum temperatures.
With SLA resin, printers usually print with 100% infill, but some slicers allow you to drain excess resin from interior pockets as a resin-saving option; however, in order not to compromise the integrity of the print, the design should not be hollow.
How the objects are printed
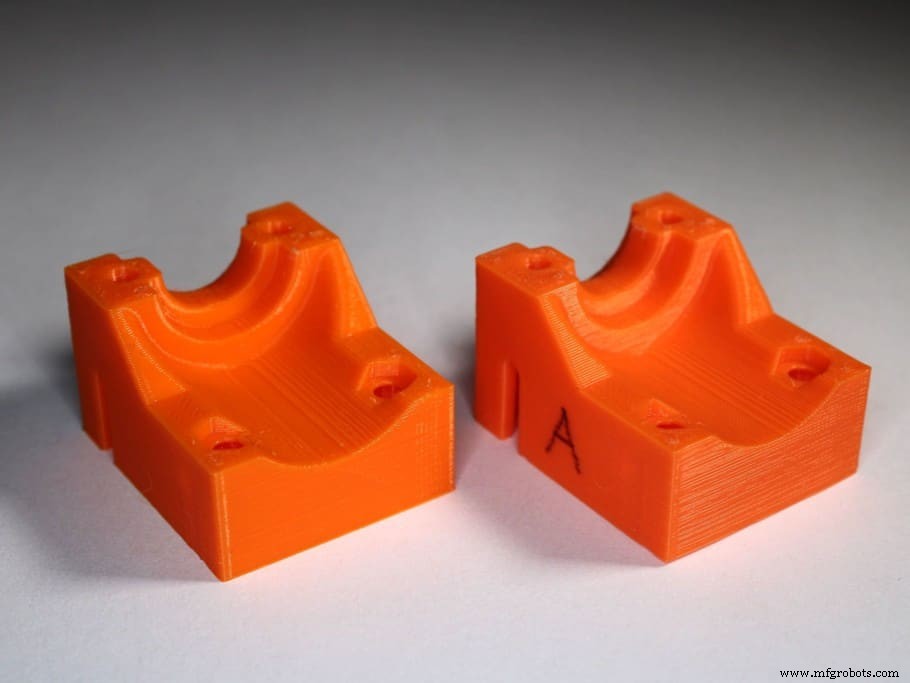
Layer thickness and adhesion play a dominant role in the overall strength of a printed object. In a test conducted to point out the effects of layer thickness and print orientation, several hooks were printed with different layer thickness as well as being printed vertically and laying down.
The results of the test were unanimously in favor of the hooks printed laying down, which indicates that structural integrity is influenced if the print layers are in the same line as the force applied to the object.
A 0.4mm nozzle was used for the printing, and the hooks were printed from 0.05 to 0.4mm. In both print orientations, the hooks that were printed with between 0.1mm and 0.2mm performed the best, whereas the 0.3mm and 0,4mm hooks performed the worst.
From this test, we can conclude that the layer thickness should not exceed half the diameter of the nozzle being if part strength is relevant for our application. For details on the test, check out the video from CNCKitchen
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda untuk menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


