Printer 3D tidak memasukkan filamen:bagaimana mengatasinya!
Penyebab paling mungkin yang membawa Anda ke artikel ini adalah memiliki printer 3d yang saat ini tidak dapat memberi makan filamen dengan benar. Jadi mari kita buat intro ini singkat dan langsung menjawab pertanyaan berikut:bagaimana Anda memperbaiki printer 3d yang saat ini tidak memberi makan filamen?
Penyebab utama yang menyebabkan printer 3d tidak memasukkan filamen adalah penyumbatan di sepanjang jalur ekstrusi, tabung PTFE yang rusak, pengaturan retraksi yang salah, tegangan filamen yang tidak diinginkan, suhu ekstrusi terlalu tinggi (atau terlalu rendah), nozzle tersumbat atau aus. perlengkapan pengemudi.
Saya tahu, daftar masalah ini tidak terlalu membantu jika kita tidak mengatasi setiap penyebab satu per satu, dan itulah yang akan saya lakukan di artikel ini! Seperti kebanyakan artikel pemecahan masalah, pembacaan bersifat reaktif, bukan preventif. Memang seharusnya begitu, tetapi saya juga akan memberikan tips dan trik untuk menghindari masalah ini di masa mendatang. Bukannya saya tidak ingin Anda kembali lagi ke blog kami, tapi menurut saya masih banyak artikel yang lebih menarik dan menyenangkan untuk Anda baca!
Penyebab umum printer 3d tidak memasukkan filamen
Jalur ekstrusi tersumbat
Untuk memberi makan filamen dengan benar, printer 3D Anda harus memiliki jalur ekstrusi yang jelas. Setiap penghalang di sini akan mengacaukan laju aliran filamen. Untuk memperbaiki masalah ini pastikan filamen Anda memiliki jalur yang mulus dan jelas, ini berarti memeriksa semua jalan dari spool filamen ke nozzle extruder. Idealnya, spool filamen harus dekat dengan nozzle extruder dan filamen harus datang pada sudut melengkung.
Tabung PTFE mungkin rusak
Jika heatsink Anda tidak berfungsi dengan baik, ini dapat menyebabkan panas berpindah ke luar zona lebur. Panas ini dapat merusak tabung PTFE yang menjepit filamen. Periksa ujung tabung PTFE apakah ada tanda-tanda deformasi. Jika perlu, ganti tabung PTFE dengan yang lebih berkualitas untuk insulasi yang lebih baik dan suhu yang lebih tinggi.
Tabung yang baru saja saya tautkan adalah tabung Capricorn biru yang dilengkapi dengan pemotong tabung serta beberapa nozel, dan tabung ini jauh lebih baik daripada tabung PTFE putih/transparan standar yang disertakan dengan sebagian besar printer, seperti Ender 3.
Setelan pencabutan salah
Pengaturan retraksi memungkinkan Anda mengontrol panjang dan kecepatan filamen yang akan ditarik kembali ke nosel ekstruder saat mengubah lokasi ekstrusi. Hal ini dilakukan untuk menghindari kebocoran saat nozzle bergerak ke tempat yang berbeda.
Jika Anda menarik filamen terlalu banyak atau kecepatan retraksi terlalu tinggi, gerakan maju mundur dapat menggiling filamen sehingga mempersulit roda gigi penggerak untuk terus menggerakkannya. Mulailah dengan kecepatan 40mm/s dan panjang retraksi 5mm, jika Anda melihat tanda-tanda tegangan pada filamen, turunkan setelan tersebut.
Tegangan filamen
Jika tegangan filamen antara roda gigi penggerak dan spul terlalu tinggi, roda gigi penggerak harus bekerja lebih keras untuk memindahkan filamen yang mengakibatkan roda gigi memakan filamen ke titik yang mengacaukan aliran umpan normal.
Suhu ekstruder
Jika suhu ekstrusi terlalu rendah, filamen akan lebih sulit melewati nosel. Coba naikkan suhu 5-10 derajat karena akan memungkinkan aliran filamen lebih mudah. Selalu periksa gulungan filamen Anda untuk suhu leleh yang disarankan. Temperatur yang terlalu tinggi juga dapat menjadi masalah, melelehkan filamen sebelum waktunya sehingga mengganggu sistem.
Gigi penggerak yang aus
Dalam beberapa kasus setelah banyak bekerja, gigi drive gear bisa aus dan berhenti memberi makan filamen dengan benar. Periksa mereka untuk melihat apakah Anda perlu menggantinya dan jika perlu dapatkan hot end extruder baru. Selama bertahun-tahun pencetakan 3D yang bagus, dapatkan hot end berkualitas tinggi.
Nosel tersumbat
Jika Anda melihat bahwa filamen tidak masuk melalui nosel atau keluar berserabut, mungkin karena nosel yang tersumbat sebagian atau seluruhnya. Selama masa pakai printer 3D, Anda harus memastikan untuk menjaga nozzle tetap bersih untuk memastikan kualitas cetakan 3D. Saat printer 3D Anda melelehkan filamen dan mendorongnya melalui nosel kecil, beberapa sisa mungkin tersangkut di sana dan akhirnya membuat sistem macet.
Karena ini adalah masalah umum dan kemungkinan besar penyebab printer Anda tidak memberi makan filamen, kami akan membahas lebih lanjut dan menjelaskan beberapa trik untuk menghindari masalah ini di masa mendatang. Selain itu, saya juga akan menjelaskan langkah demi langkah cara mengatasinya.
Penyebab yang menyebabkan nozzle tersumbat
Temperatur pencetakan buruk
Jika suhu pencetakan Anda terlalu rendah, filamen tidak akan meleleh dengan baik sehingga mempersulit roda gigi penggerak untuk mempertahankan filamen. Pada titik tertentu, tekanan akan sangat tinggi di ekstruder sehingga roda gigi penggerak akan mulai melepaskan filamen dan filamen yang tertinggal di nosel akan mengeras dan menjadi sumbat.
Di sisi lain, jika suhu pencetakan Anda terlalu tinggi, panas dapat menyebar keluar dari zona leleh dan mulai melelehkan filamen sebelum seharusnya. Efek ini disebut “Heat Creep ” dan ketika ini terjadi, roda gigi penggerak akan kesulitan mendorong filamen yang melunak. Akhirnya, roda gigi penggerak tidak dapat mengikuti dan nosel tersumbat. Untuk mencegahnya, selalu periksa suhu yang disarankan untuk bahan yang Anda gunakan.
Debu dan kotoran di filamen
Jika ada partikel debu atau kotoran di filamen Anda, mereka akan terbakar saat filamen melewati zona leleh. Partikel yang terbakar ini dapat menempel di bagian dalam nosel, mengubah aliran filamen yang tepat, dan akhirnya menyumbat nosel sepenuhnya. Masalah ini sulit untuk diatasi, Anda harus mencoba yang terbaik untuk menjaga filamen tetap bersih. Simpan dalam kantong plastik setelah kemasan dibuka.
Nozzle terlalu dekat dengan print bed
Ketika nosel terlalu dekat dengan alas cetak, filamen tidak akan diekstrusi dengan benar karena tidak ada cukup ruang. Ini akan menyebabkan filamen dioleskan ke seluruh alas cetak saat nosel bergerak. Kurangnya ruang antara nosel dan alas cetak akan menghasilkan ekstrusi retrograde. Ini berarti filamen akan kembali ke nozzle dan tekanan ekstra yang dihasilkan kemungkinan akan menyebabkan penyumbatan di nozzle.
Sebagai aturan praktis, tingginya tidak boleh lebih besar dari diameter nosel. Titik awal yang baik adalah menggunakan seperempat diameter nosel sebagai ketinggian. Jika Anda menggunakan nozzle 0,4 mm, Anda dapat mengkalibrasi printer Anda dengan menggunakan selembar kertas. Jarak antara alas cetak dan nosel harus cukup untuk menempatkan kertas di antara keduanya, meskipun relatif rapat. Ini adalah “alat kalibrasi . yang paling umum ” digunakan karena biasanya memiliki ketebalan 1/10 milimeter.
Filamen berkualitas rendah
Filamen berkualitas rendah dapat menjadi masalah karena filamen ini tidak mendapatkan pengujian yang ketat sebelum dipasarkan. Mereka dapat menunjukkan diameter yang berbeda pada titik yang berbeda, bagian yang lebih tipis dapat menyulitkan gigi penggerak untuk meraihnya, dan bagian yang lebih tebal akan membutuhkan waktu lebih lama untuk meleleh.
Variasi titik leleh ini menciptakan aliran filamen yang tidak rata dan tidak bersih yang dapat menyebabkan penyumbatan. Anda dapat menggunakan jangka sorong dan memeriksa titik-titik yang berbeda pada filamen untuk mengetahui perubahan diameter jika nilai tersebut menunjukkan perbedaan besar, Anda harus mengganti filamen Anda.
Saya menulis banyak posting tentang berbagai filamen di luar sana dan untuk apa masing-masing filamen umumnya digunakan, dan banyak lagi.
Namun, inilah daftar singkat filamen/merek yang saya rekomendasikan:
- Sunlu PLA
- ABS Polymaker
- Sunlu PETG
- Polymaker Nylon
- Polymaker ASA
- Polymaker Polikarbonat
Cara membuka sumbat nozzle
Ada beberapa metode berbeda yang dapat Anda gunakan untuk membuka sumbat nozzle. Ini bervariasi tergantung pada seberapa tersumbatnya nosel. Coba metode berikut.
Buka blokir nozzle yang tersumbat sebagian
- Penggosokan kawat kuningan :Cara pertama yang harus Anda coba adalah menggunakan sikat kawat kuningan untuk membersihkan bagian luar nozzle.
- Membersihkan filamen :Filamen pembersih dibuat khusus untuk membersihkan nozzle. Cetak dengan mereka menggunakan pengaturan yang disarankan pada paket. Saat melewati nosel, ia harus membawa semua sisa makanan yang menyumbat nosel. Anda harus melakukan ini setiap kali Anda mengganti filamen karena akan membantu mencegah penyumbatan.
- Dorong filamen secara manual :Panaskan nosel ke suhu yang tepat untuk filamen Anda, lalu dorong filamen secara manual melalui nosel sampai sebagian diekstrusi. Dalam beberapa kasus, kekuatan ekstra yang diberikan cukup untuk menghilangkan obstruksi.
Buka blokir nozzle yang tersumbat penuh
- Senar/Jarum Gitar: Anda dapat menggunakan jarum akupunktur atau senar gitar logam E atau B tinggi untuk membersihkan nozzle. Jarum/tali harus memiliki diameter lebih kecil dari nozzle untuk menghindari kerusakan. Panaskan nosel ke suhu yang tepat untuk filamen yang Anda gunakan, lalu dorong perlahan jarum/tali melalui nosel untuk memecahkan sumbatan. Lain kali Anda mengeluarkan filamen, itu akan keluar dengan partikel yang menyumbat nozzle.
- Tarik atom/Dingin: Untuk metode ini, kami sarankan menggunakan Nylon atau ABS karena PLA lebih rapuh. Panaskan nosel hingga 250 derajat celsius setidaknya selama 5 menit, lalu dorong filamen pilihan Anda melalui nosel hingga mulai sedikit mengalir keluar. Biarkan dingin hingga suhu kamar sehingga filamen mengeras dan kemudian panaskan hingga 120 derajat celsius. Tarik keluar filamen dengan sentakan yang mantap dan kuat, Anda akan melihat partikel kotoran di filamen. Ulangi proses ini sampai filamen keluar bersih dan ujung filamen mempertahankan bentuk nosel.

- Aseton: Anda dapat mencoba menggunakan aseton untuk membebaskan nosel dari penghalang. Keluarkan nosel dari printer dan letakkan di penerima, lalu tuangkan aseton sampai nosel terendam sepenuhnya. Biarkan di sana selama 24 jam, kocok penerima setiap beberapa jam untuk membantu menghilangkan penghalang. Anda bahkan dapat menggunakan jarum saat ini sedang berlangsung untuk melihat apakah itu membantu untuk memecahkan penyumbatan. Setelah 24 jam, keluarkan dan pastikan untuk mengeringkannya dengan handuk agar tidak ada sisa aseton.
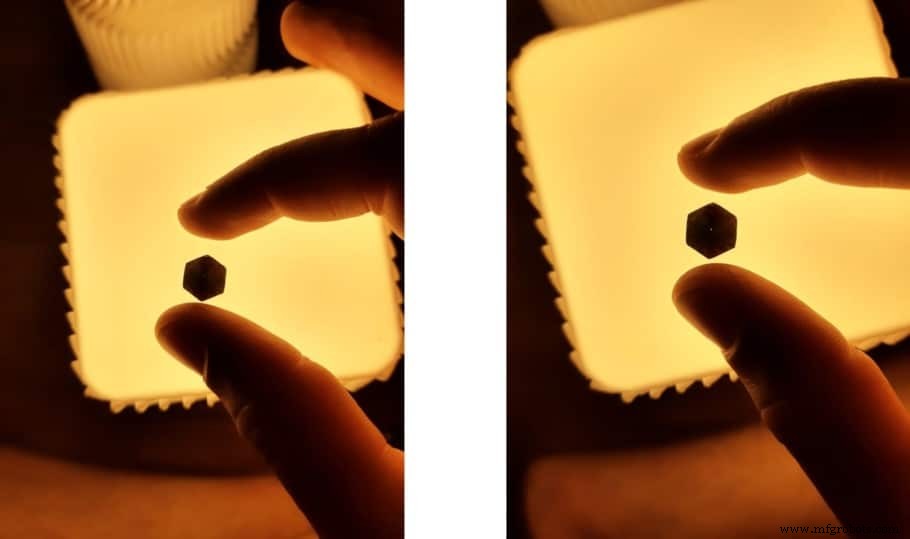
- Pistol panas: Last but not least, Anda dapat mencoba melelehkan penghalang dengan senapan panas atau obor. Keluarkan nosel dari printer dan pegang dengan tang pada senapan panas. Hindari panas langsung jika Anda menggunakan obor karena dapat melelehkan nozzle. Periksa terhadap sumber cahaya untuk melihat apakah nosel bersih dari penghalang. Gunakan jarum jika masih tersumbat.
Kesimpulan
Sekarang, saya harap Anda dapat menyelesaikan masalah Anda. Saya pikir saya telah melalui sebagian besar masalah yang dapat Anda temui yang menyebabkan masalah yang mengganggu ini. Jika masalah Anda masih berlanjut, tidak ada salahnya untuk menghubungi pakar printer 3d lokal yang melayani printer 3d untuk mencari nafkah. Dia pasti akan dapat memperbaiki printer Anda dan memberi tahu Anda apa yang menyebabkan masalah tersebut. Jika Anda seperti saya, Anda pasti akan mengajukan banyak pertanyaan untuk mengetahui bagaimana dia memecahkan masalah!
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda untuk menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


