Printer 3D Melewati Lapisan! Panduan cara memperbaikinya!
Terlepas dari merek printer, semua pengguna printer 3D pernah mengalami masalah khusus ini di beberapa titik. Artikel ini menganalisis berbagai faktor yang dapat menyebabkan masalah tersebut dan solusi dalam setiap kasus.
Bagaimana cara pengguna memperbaiki masalah melewatkan lapisan? Umumnya, ini adalah masalah mekanis dan dimungkinkan untuk menyelesaikannya dan bahkan mencegahnya dengan beberapa penyesuaian sederhana dan perawatan yang baik.
Bagaimana cara mengetahui apakah printer 3D melewatkan lapisan?
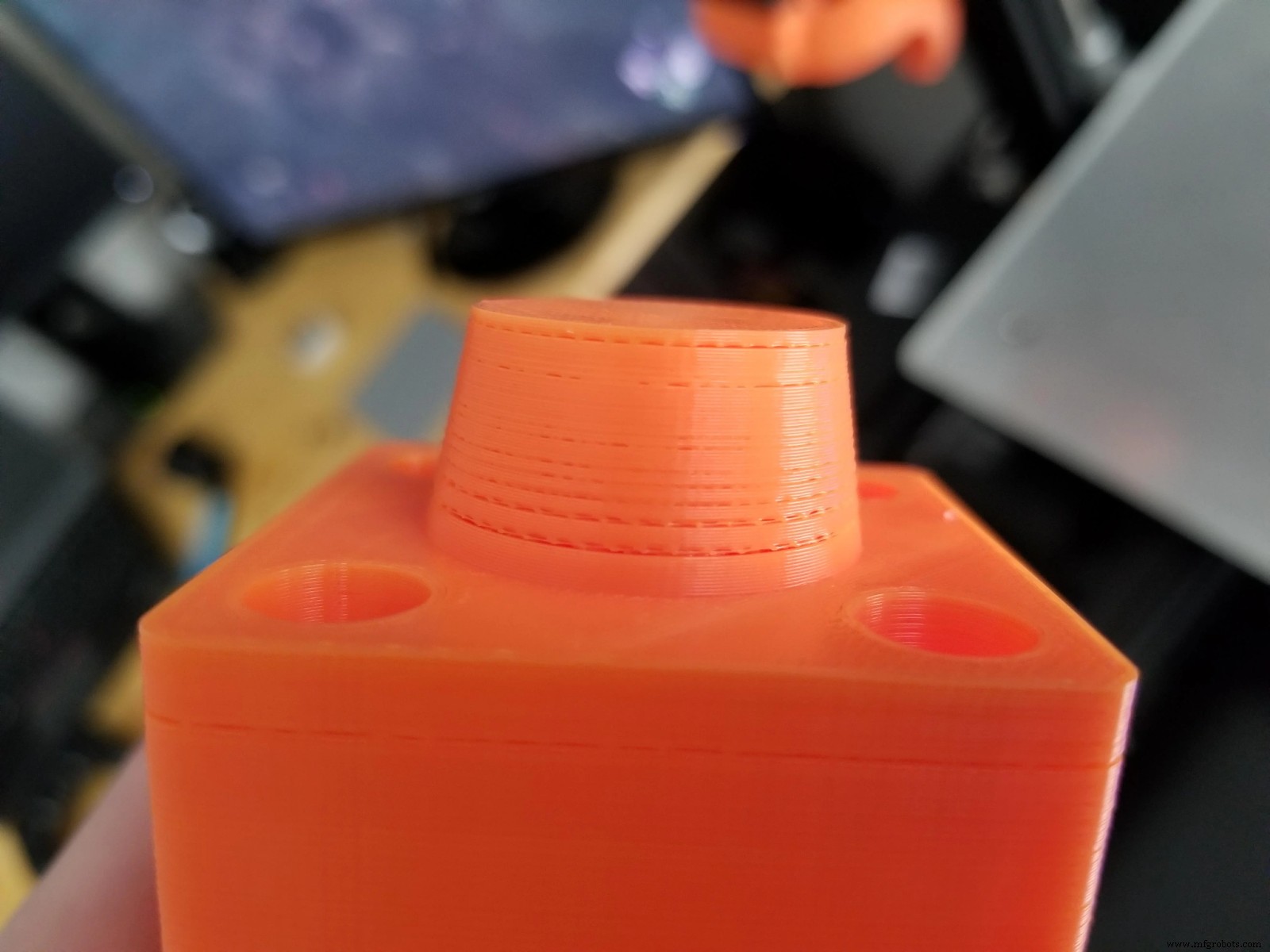
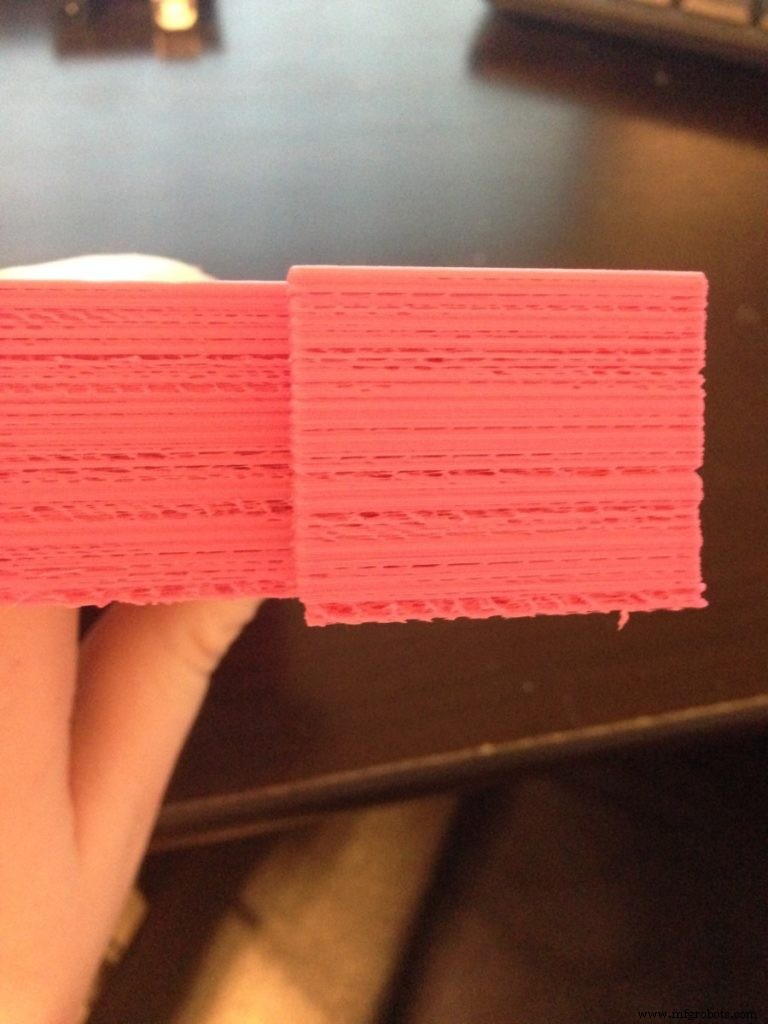
Ketika ada masalah lompatan lapisan, beberapa lapisan dengan kekurangan material atau aliran yang tidak teratur dan langka dapat diamati pada potongan seperti yang terlihat pada gambar di bawah ini. Dengan demikian, potongan memiliki penampilan yang buruk dan bahkan rapuh.
Apa penyebab dan cara mengatasi masalah?
Ada banyak faktor yang dapat menyebabkan jenis masalah ini. Secara umum, kurangnya lapisan atau loncatan lapisan biasanya karena masalah mekanis. Solusi dari yang paling umum hingga yang lebih spesifik untuk memperbaiki masalah tersebut dijelaskan di bawah ini.
Mulai dengan perawatan mekanis
Penting untuk mempelajari cara melakukan perawatan mekanis pada printer untuk mencegah ketidaknyamanan di masa mendatang dan dengan demikian juga memperpanjang masa pakai elemen-elemennya. Seperti yang terjadi pada mesin apa pun, suku cadang aus karena sering digunakan dan beberapa sekrup kendor, suku cadang yang dilumasi mengering, dll.
Lakukan layanan pemeliharaan dengan beberapa langkah sederhana:
Kencangkan semua mur dan sekrup
Getaran karena gerakan konstan adalah penyebab kendornya sekrup dan mur. Jika sekrup printer tidak dikencangkan dengan benar, ketidaksejajaran kecil dapat terlihat di beberapa sumbu dan juga di sabuk, antara lain ketidaksejajaran.
Cara melakukannya
Untuk tugas ini, diperlukan kunci dan tang atau kunci pas Allen seukuran mur.
Cukup periksa dan kencangkan semua sekrup menggunakan kunci Allen yang sesuai. Jika sekrup masuk dan mur berada di belakangnya, pegang mur dengan tang atau kunci pas agar tidak salah putar saat mengencangkan sekrup.

Dalam beberapa kasus, sangat cocok untuk mengganti mur normal dengan mur yang mengerem sendiri. Ini terbuat dari bahan di bagian dalamnya yang berfungsi sebagai rem agar tidak kendor karena getaran.

Penting juga untuk mengencangkan sabuk kereta dengan benar. Umumnya, printer memiliki sistem pengencangan manual. Untuk ini, kendurkan sekrup dengan melepaskan ketegangan tali. Kemudian, pegang ujung tali dengan tangan, regangkan untuk mendapatkan tegangan yang baik dan kencangkan sekrup sekali lagi.

Untuk printer Ender atau yang serupa, penting juga untuk mengencangkan mur eksentrik bantalan dengan kunci pas seperti yang ditunjukkan di bawah ini.

Periksa apakah Batang dan Penyangga tidak sejajar
Cara melakukannya
Pada beberapa printer, pergerakan sumbu Z dilakukan oleh dua motor yang bekerja secara bersamaan dengan batang berulir. Adalah penting bahwa kedua ujungnya berada pada ketinggian yang sama. Hal ini dapat dilakukan dengan cara mengukur setiap ujung dengan penggaris dan mengencangkan tingginya sampai sama.
Dengan printer seperti Enders, jenis ketidaksejajaran ini lebih kecil kemungkinannya terjadi karena struktur di ujung media membuat persegi.
Pastikan nozzle tidak tersumbat (Ini menghasilkan aliran ekstrusi rendah)
Ketika nosel tersumbat sebagian, aliran ekstrusi tidak teratur. Ini menghasilkan kekurangan material di lapisan. Hal ini dapat terjadi karena berbagai faktor:
- Partikel yang masuk ke nozzle karena benda asing di dalam filamen;
- Penyumbatan karena kesalahan konfigurasi pencabutan;
- Partikel yang tersisa dari bahan lain yang kurang umum (serat karbon, filamen yang dicampur dengan kayu, dll.) yang tidak sepenuhnya dihilangkan oleh filamen baru;
- Sisa filamen yang terbakar.
Semua limbah ini menempel di dinding nosel dan mengurangi aliran. Ini dikenal sebagai under-extrusion.
Filamen berkualitas baik cocok untuk mencegah benda asing di dalam material dan dengan demikian mencegah penyumbatan. Filamen yang diproduksi dengan buruk juga memiliki inkonsistensi diameter dan ini menyebabkan penyumbatan jika diameternya lebih besar atau aliran yang buruk jika diameternya kurang dari standar.
Cara membersihkan nozzle
Teknik yang paling sering digunakan dijelaskan di bawah ini. Ini membutuhkan jarum dengan diameter nozzle (Kit ini biasanya disertakan dengan printer).
- Panaskan hotend ke suhu filamen. Misalnya, untuk PLA pada suhu 410°F hingga 446°F.
- Masukkan jarum melalui paruh, buat gerakan ke dalam dan ke luar.
- Lepaskan jarum dan dorong filamen secara manual.
Jika teknik di atas gagal membuka sumbat nozzle, teknik pembersihan selanjutnya yang disebut “Atomic Method or Cold Pull” terdiri dari:
- Memanaskan ujung panas ke suhu kerja material dan menghilangkan filamen yang digunakan.
- Memasukkan PLA dan membuatnya sedikit diekstrusi.
- Mendinginkan suhu panas hingga sekitar 194°F.
- Menarik filamen dengan gerakan yang kuat.
Saat mengekstraksi material, dimungkinkan untuk mengamati limbah yang menempel di ujungnya. Langkah-langkah ini perlu diulang sebanyak yang diperlukan sampai ujungnya keluar bersih. Pada gambar di bawah, lihat bagaimana ekstraksi limbah berkurang dengan mengulangi langkah-langkah ini secara berurutan.

Faktor penting lainnya untuk diperiksa adalah kondisi tabung PTFE di dalam hotend. Wajar jika tabung terbakar atau rusak karena penggunaan, juga menyebabkan penyumbatan seperti yang terlihat pada gambar berikut. Cukup ganti Teflon dengan yang baru, pastikan teflon ditempatkan dengan baik di nozzle.

Periksa apakah roda bergigi tidak ada sisa karena keausan filamen. Jika ada debu dari bahan, bersihkan dengan sikat.

Faktor utama adalah cara gulungan filamen berputar. Bentuk gulungan tergantung pada pabrikan filamen dan dalam beberapa kasus, lubang tengah gulungan jauh lebih besar daripada penyangga pada printer. Saat mencetak, motor ekstruder akhirnya menarik filamen dan dapat menyebabkan bahan salah memasukkan ujung panas. Agar spool terpusat dengan baik, pengguna dapat mencetak adaptor seperti ini:


Tonton video berikut di mana prosedur yang disebutkan di atas ditampilkan:
Lumasi semua bagian seperlunya
Cara melakukannya
Jika printer menggunakan batang halus dan bantalan linier, penting untuk melumasi batang dengan benar, pertama-tama bersihkan gemuk lama dengan alkohol isopropil. Jangan gunakan WD-40 sebagai pelumas karena sangat cepat kering, menyebabkan banyak gesekan, dan merusak bantalan. Pelumas yang cocok berbahan dasar Teflon (PTFE). Penting juga untuk melumasi bantalan dan batang berulir pada sumbu Z.
Sejajarkan tempat tidur
Perataan tempat tidur yang baik sangat penting untuk mulai mencetak dengan benar. Kalibrasi tempat tidur dapat dilakukan secara manual dengan mengencangkan sekrup pegas di ujung tempat tidur, atau secara otomatis menggunakan sensor. Sensor ini dapat memperbaiki ketidakrataan kecil yang tidak dapat dikoreksi secara manual, terutama jika permukaan ranjang besar (lebih besar dari 9,84×9,84 inci) atau jika ranjang memiliki beberapa ketidaksempurnaan pabrik.
Cara melakukannya
Jika printer tidak memiliki sensor perataan otomatis, Anda perlu mengikuti langkah-langkah sederhana ini menggunakan selembar kertas:
- Bawa semua kapak ke asalnya
- Nonaktifkan motor untuk menggerakkan sumbu X dan Y dengan tangan
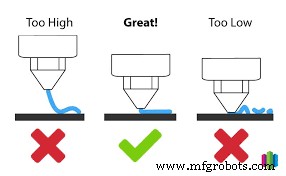
- Arahkan kepala cetak ke sudut dan tempatkan selembar kertas di antara nosel dan alas
- Pindahkan sekrup di sudut tersebut, kencangkan atau kendurkan, dan secara bersamaan gerakkan kertas untuk merasakan sedikit gesekan
- Ulangi langkah di semua sudut
- Akhirnya, periksa di berbagai titik di tempat tidur apakah sudah rata
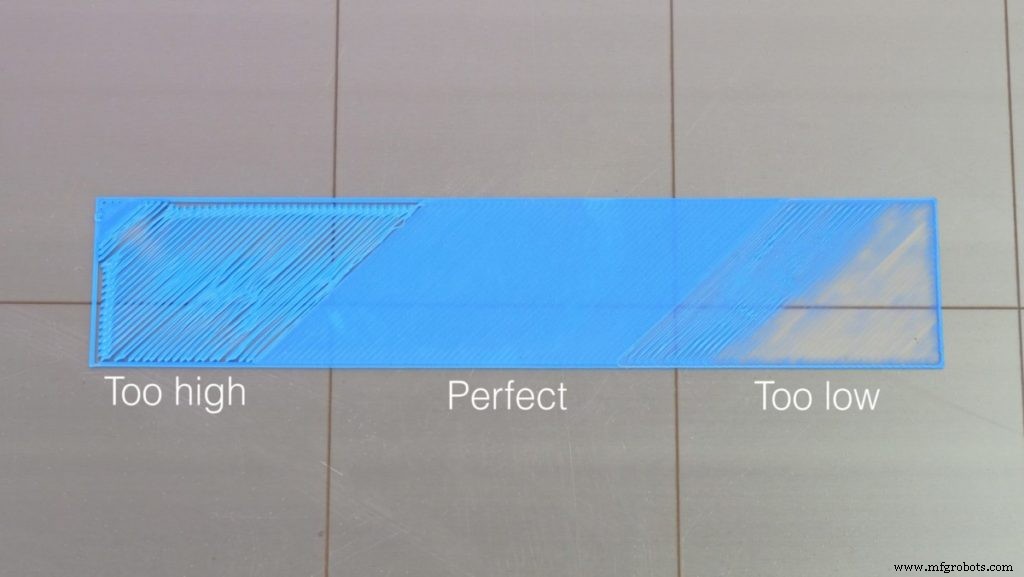
Untuk memverifikasi bahwa itu dikalibrasi dengan benar, buat cetakan cepat dengan menempatkan lingkaran atau kotak di berbagai titik di tempat tidur seperti:
Tes Tingkat 3 Ender – Thingiverse
Baca artikel berikut di mana langkah-langkah ini dijelaskan lebih detail, menggunakan kertas dan lembaran dengan ketebalan khusus.
Setelan Pemotong
Perangkat lunak pengiris terdiri dari membagi model 3d yang akan dicetak menjadi irisan atau lapisan menggunakan parameter pengaturan yang ditetapkan oleh pengguna. Dengan cara ini, mereka membuat file dengan perintah (gcode) yang dibaca printer. Ini menunjukkan gerakan yang harus dilakukan setiap sumbu serta suhu, kecepatan, dll.
Berikut adalah beberapa pengaturan yang dapat memperbaiki masalah melewatkan lapisan ini.
Sesuaikan Kecepatan Aliran
Karena tidak semua filamen memiliki diameter atau bahan yang sama persis, maka parameter aliran perlu disesuaikan. Secara default, aliran dalam pemotong disetel sebagai 100% tetapi secara umum, kecepatan aliran antara 90% dan 110%.
Cara melakukannya
Kalibrasi membutuhkan penggaris atau jangka sorong dan spidol.
- Panaskan hotend ke suhu kerja
- Dengan penggaris, ukur 4,33 inci pada filamen dari tempat kepala cetak dimasukkan dan buat tanda dengan spidol
- Dari layar, keluarkan total 3,93 inci secara perlahan
- Ukur lagi dengan penggaris dan tulis jarak antara awal kepala dan tanda. Jika ukurannya adalah:
- a) Sama dengan 0,39 in:aliran dikalibrasi dengan benar!
- b) Kurang dari 0,39 in:aliran lebih besar dari yang seharusnya. Ini disebut ekstrusi berlebihan
- c) Lebih besar dari 0,39 in:aliran kurang dari yang seharusnya. Ini disebut sub ekstrusi
Jika pengukuran tersebut tidak 0,39 inci, dapat dengan mudah dikoreksi dengan melakukan penjumlahan. Perlu diketahui nilai langkah motor ekstruder; umumnya diperoleh dari tampilan (“Control>Movement>Extruder”).
Alur baru [%] =(Jumlah langkah [langkah/dalam] x 3,93 inci) / (4,33 inci – pengukuran)
Ini adalah nilai baru yang disetel di pemotong.
Cara lain untuk mengkalibrasi laju aliran adalah dengan mencetak benda uji dan mengukur sudut tertentu dengan jangka sorong, seperti yang ditunjukkan dalam panduan berikut:Metode Kalibrasi Debit Terbaik! oleh petrzmax – Thingiverse
Sesuaikan resolusi (Ketebalan garis)
Ketinggian lapisan maksimum dibatasi oleh diameter nosel. Sebagai aturan umum, itu dianggap 20% lebih kecil dari diameter nosel. Misalnya, untuk nosel 0,015 inci, tinggi lapisan maksimum adalah 0,012 inci. Dengan cara ini, kepatuhan yang baik antar lapisan dipastikan tanpa ada ruang di antara mereka.
Di beberapa printer, ada yang disebut "angka ajaib" yang merupakan ketinggian lapisan di mana printer tertentu bekerja paling baik. Sebenarnya, angka-angka ini tidak begitu ajaib tetapi ditentukan oleh nada batang berulir yang terletak di sumbu Z.
Untuk printer Ender, kenaikan yang disarankan antar lapisan adalah 0,0015 inci. Misalnya:0,0031, 0,0047, 0,0062, 0,0078, 0,0094 in.
Cara melakukannya
Untuk menyetel parameter ini, perlu menyesuaikan parameter “Tinggi lapisan”.
Alasan lain yang tidak umum
Tempat tidur melengkung
Di antara pengguna Ender, beberapa kasus tempat tidur melengkung dilaporkan. Tidak peduli berapa banyak pengguna mengkalibrasinya secara manual, mereka akan selalu menemukan bagian tempat tidur yang filamennya tidak menempel dengan benar ke tempat tidur.
Cara memperbaikinya
Dalam kasus ini, yang terbaik adalah memasang sensor perataan otomatis dan mengatur titik kalibrasi di dalam firmware.
Temukan langkah demi langkah dalam video berikut tentang cara melakukan pengaturan ini.
Filament dilucuti atau digigit oleh gigi extruder gear
Ketika nozzle tersumbat, material tidak mengalir dengan baik. Gear motor extruder mengurangi traksinya. Oleh karena itu, jika material tidak dapat didorong dengan benar, roda gigi memakan filamen dan ini kehilangan traksi.
Dalam kasus lain, tekanan yang diberikan oleh sistem roda gigi pada filamen sangat kuat dan merusaknya.
Cara memperbaikinya
Untuk mengatasi kasus pertama, penyumbatan di nozzle harus dibersihkan seperti yang dijelaskan di atas.
Dalam kasus kedua, hanya cukup untuk mengendurkan ketegangan roda gigi yang biasanya karena sekrup dan pegas. Tekanan harus cukup untuk menarik filamen tanpa merusaknya. Cara mudah untuk mengetahui apakah sudah dikencangkan dengan benar adalah dengan mengeluarkan material dan menarik filamen keluar secara manual. Jika persneling melompat, itu berarti masih perlu sedikit pengencangan lagi.


