Annealing 3D Prints. Meningkatkan Hasil Cetakan 3D Anda dengan Cara Mudah!
Siapa pun yang pernah mencetak objek 3D tahu bahwa akan ada kejutan buruk yang menanti Anda setelah selesai.
Warping, delaminasi, dan cacat lainnya dapat merusak cetakan yang seharusnya indah.
Namun tahukah Anda bahwa menganil cetakan Anda dapat membantu menghindari masalah ini dan menghasilkan cetakan yang lebih baik?
Pencetakan 3D adalah teknologi fantastis yang telah menggemparkan dunia. Namun, seperti teknologi lainnya, ia memiliki keunikannya sendiri.
Annealing 3D Prints
Salah satu masalah paling umum dengan pencetakan 3D adalah hasil cetakan tidak sekuat yang Anda inginkan. Hal ini sering kali disebabkan oleh panas yang tidak mencukupi pada cetakan, yang menyebabkan plastik menjadi terlalu cepat dingin.
Jika Anda ingin meningkatkan objek cetakan Anda, maka Anda harus menganilnya! Menempelkan cetakan 3D Anda bisa menjadi cara yang bagus untuk meningkatkan kualitas dan daya tahannya.
Apa itu Annealing dalam Pencetakan 3D?
Anil adalah proses perlakuan panas yang digunakan untuk mengubah sifat fisik dan mekanik logam pada suhu anil. Tujuannya adalah untuk melunakkan logam, menghilangkan tekanan, meningkatkan keuletan dan ketangguhannya.
Hal ini umumnya digunakan dalam pembuatan logam dan paduan dan fabrikasi bagian logam. Prosesnya melibatkan pemanasan logam ke suhu tertentu dan kemudian menahannya pada suhu itu untuk jangka waktu tertentu.
Setelah waktu yang diperlukan berlalu, logam didinginkan secara perlahan hingga mencapai suhu kamar.
Tips yang Perlu Anda Ketahui Tentang Proses Annealing dalam Proses Pencetakan 3D
Suhu Defleksi Panas
Annealing adalah proses yang hanya boleh dilakukan pada logam yang mampu menahan suhu yang lebih tinggi. Logam harus dipanaskan di atas suhu rekristalisasi atau suhu defleksi panas tetapi di bawah titik leleh.
Suhu Mencair
Selanjutnya, Anda harus hati-hati mengontrol suhu dan waktu anil untuk mencapai hasil yang diinginkan. Dinginkan logam perlahan-lahan ke suhu kamar atau leleh setelah anil. Sekali lagi, Anda dapat melakukannya menggunakan oven gas atau listrik.
Saat melakukannya adalah oven gas, Anda akan menerapkan panas secara tidak langsung dengan memanaskan dinding tungku pada suhu yang sesuai. Sebaliknya, Anda akan memanaskan tempat kerja secara langsung saat menggunakan oven listrik.
Bagaimana Cara Kerja Annealing PLA?
Annealing Polylactic acid bekerja dengan memanaskan filamen ke suhu tertentu dan mempertahankannya pada suhu tersebut selama periode tertentu untuk memecah struktur kristal di dalam material.
Ini diikuti dengan pendinginan di bawah kondisi yang terkendali, biasanya di udara dingin atau air, tetapi kadang-kadang dengan sirip eksternal atau peralatan lain seperti tempat tidur cetak yang dipanaskan.
Proses ini dapat dilakukan beberapa kali dan terus meningkatkan sifat material. PLA adalah plastik amorf, yang berarti tidak memiliki pola atom yang berulang secara teratur seperti yang Anda temukan pada logam atau bahan kristal lainnya.
Ini terdiri dari gumpalan tidak teratur yang disebut daerah amorf diselingi antara daerah lain yang dikenal sebagai kristalit. Saat molekul rantai panjang ini memanas, mereka menjadi lebih mobile dan dapat meluncur melewati satu sama lain dengan lebih mudah.
Mengapa PLA Membutuhkan Annealing?
PLA adalah termoplastik yang terbuat dari tepung jagung dan gula. Ini memiliki titik leleh yang lebih rendah daripada termoplastik lainnya, seperti Acrylonitrile butadiene styrene (ABS) dan Polyethylene terephthalate glycol (PETG). Ini dapat dicairkan dengan cepat oleh panasnya nozzle extruder.
Titik leleh PLA yang rendah membuatnya rentan melengkung dan menyusut saat dicetak pada suhu tinggi.
Annealing PLA menghilangkan tekanan yang disebabkan oleh proses pencetakan 3D pada suhu tinggi dan meningkatkan keuletan dan ketangguhannya. Hal ini menyebabkan bagian yang dianil cenderung melengkung atau menyusut dan lebih tahan terhadap kerusakan.
PLA juga membutuhkan annealing karena filamen PLA terbuat dari bahan biodegradable. Proses anil memberikan kekuatan dan daya tahan ekstra pada filamen, sehingga lebih cocok untuk digunakan pada printer FDM.

Cara Menempelkan Cetakan PLA
Proses annealing dapat dilakukan dengan menggunakan oven gas atau listrik. Saat menganil filamen PLA, penting untuk menggunakan suhu di bawah titik leleh filamen.
Suhu yang disarankan untuk anil filamen PLA adalah 175 derajat Celcius. Filamen harus dipanaskan sampai suhu ini dan ditahan selama antara 30 dan 60 menit. Setelah waktu yang diperlukan berlalu, filamen harus didinginkan secara perlahan hingga mencapai suhu kamar.
Suhu dan waktu anil harus dikontrol dengan hati-hati untuk mencapai hasil yang diinginkan. Logam harus didinginkan secara perlahan hingga mencapai suhu kamar setelah dianil.
Bagaimana Anda Dapat Menempel PLA Tanpa Melengkung?
Salah satu alasan utama orang menganil PLA adalah untuk mencegah lengkungan, tetapi bagaimana Anda bisa melakukannya tanpa oven?
Meskipun tidak seefektif menggunakan tungku, ada beberapa metode yang dapat digunakan untuk memanaskan cetakan hingga menyebabkan rekristalisasi.
- Metode pertama adalah meletakkan cetakan Anda di atas kompor listrik dan mengatur suhu ke sekitar 100 derajat Celcius. Pastikan hotplate sejajar agar cetakan Anda tidak melengkung saat dipanaskan!
- Metode kedua adalah dengan menggunakan pengering rambut. Arahkan aliran udara ke bagian tersebut selama sekitar 15-20 detik, lalu matikan pengering dan biarkan bagian tersebut mendingin secara perlahan.
- Metode ketiga adalah menggunakan senapan panas. Kunci dengan metode ini adalah memastikan pistol dipegang pada jarak sekitar 15-20 cm dari cetakan dan Anda menggerakkannya maju mundur perlahan sambil memanaskan. Penting untuk diperhatikan bahwa tidak satu pun dari metode ini seefektif menggunakan oven, tetapi metode ini akan membantu meminimalkan lengkungan yang mungkin terjadi.
Suhu Transisi Kaca. Berapa Suhu yang Anda Lakukan Anneal PLA?
Suhu yang direkomendasikan untuk anil filamen PLA adalah 175 derajat Celcius dan membutuhkan waktu maksimal 60 menit. Anda harus, bagaimanapun, perhatikan bahwa waktu anil yang tepat bervariasi.
Setelah waktu yang diperlukan berlalu, filamen harus didinginkan secara perlahan hingga suhu kamar. Beberapa bahan juga dapat dianil pada suhu transisi gelas 140 hingga 370 derajat Celcius.
Bagaimana Annealing Membuat Cetakan 3D Anda Lebih Baik
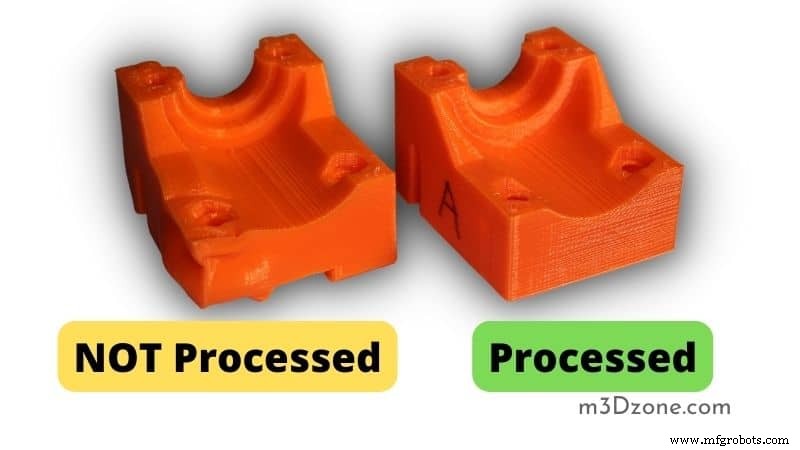
Proses ini menghasilkan bagian logam yang lebih vital dengan struktur butiran yang lebih merata. Saat Anda menganil cetakan PLA, kemungkinannya kecil untuk melengkung dan berubah bentuk karena perubahan suhu dari waktu ke waktu.
Ini akan memudahkan Anda untuk mengampelas cetakan Anda sesudahnya (jika Anda mau) karena lapisannya akan berbaris rapi satu sama lain.
Anil ABS sangat menguntungkan saat merekatkan bagian ABS bersama-sama daripada menggunakan metode ikatan berbantuan pelarut tradisional.
Setelah cetakan 3D Anda diberi perlakuan panas, semua permukaan dan lapisannya harus memiliki struktur kristal yang sama dan oleh karena itu lebih mungkin untuk merekat lebih baik dengan perekat atau epoksi – terutama jika berasal dari gulungan yang sama!
Cetakan Anda kemungkinan besar juga akan sedikit lebih berkilau dan tampak berwarna setelah dianil karena proses anil cenderung membakar pernis PLA mengkilap yang mungkin masih ada di cetakan Anda.
Cetakan 3D yang diberi perlakuan panas sebelum direkatkan tidak memerlukan penjepitan sebanyak yang tidak dicat karena ada area permukaan yang lebih besar untuk disentuh lapisan bond.
Dalam hal bagian logam, Anda juga tidak memerlukan banyak baut atau paku keling untuk menyatukannya – setidaknya dalam kondisi tertentu! Filamen Annealing ABS membuatnya lebih meleleh selama proses ekstrusi, yang bagus jika Anda tetap ingin mencetak dengan ABS.
Ini memudahkan filamen ABS untuk merekat dengan lapisan di bawahnya, mengurangi kemungkinan melengkung.
Bahan Transparan Anil
Ada berbagai jenis bahan transparan, termasuk kaca anil, silika leburan, dan safir. Bahan ini memiliki tingkat homogenitas optik yang tinggi, yang membuatnya sangat cocok untuk aplikasi seperti serat optik dan laser.
Anda tidak boleh lupa untuk menganil bahan transparan seperti gelas pada suhu transisi gelas. Banyak bahan transparan lain yang ada tetapi mungkin tidak sejernih ketiga yang disebutkan di atas.
Misalnya, kaca jendela dibuat dari pasir cair yang telah didinginkan untuk membentuk padatan dengan hanya ketidakteraturan permukaan mikroskopis pada orde 600 nanometer atau kurang. Sebagai perbandingan, sebagian besar safir memiliki fitur permukaan berukuran beberapa mikrometer!
Saat menganil bahan apa pun, kuncinya adalah menaikkannya di atas suhu rekristalisasi (T). Itu harus ditahan pada suhu itu cukup lama untuk jumlah mikrokristal yang cukup untuk tumbuh. Kurva pertumbuhan bergantung waktu yang khas.
Ketika jumlah inti meningkat secara eksponensial, ada titik di mana lebih banyak energi dimasukkan ke dalam kristal yang tumbuh daripada kristal baru yang terbentuk. Tahap pertumbuhan ini disebut rekristalisasi statis karena tidak ada perubahan bersih dalam ukuran kristal.
Pada titik ini, T menjadi sama dengan suhu annealing, yang berarti bahwa setiap kenaikan suhu lebih lanjut tidak akan menghasilkan perubahan baik pada ukuran kristal maupun densitas!
Laju pendinginannya menentukan seberapa cepat nukleasi dapat terjadi dan dengan demikian seperti apa bentuk kristal yang tumbuh. Laju pendinginan yang lebih lambat menghasilkan butiran yang sempit, sedangkan laju pendinginan yang lebih cepat menghasilkan butiran yang lebih besar.
Untuk mencapai hasil terbaik, terutama saat menganil bahan yang sangat murni seperti leburan silika (silikon dioksida), mengontrol T dan laju pendinginan sangat penting.
Suhu harus dijaga dalam 0,1 derajat Celcius jika waktu anil berjam-jam; namun, untuk waktu anil yang singkat (beberapa menit), toleransi ini dapat turun hingga seperseratus derajat Celcius.
Sedangkan untuk laju pendinginan, perbedaan antara 50 milimeter per menit dan 150 milimeter per menit bisa sangat besar. Bahan yang kurang murni biasanya lebih tahan terhadap kontrol T dan laju pendinginan yang tidak tepat.
Anda harus mencatat bahwa bahan transparan rentan terhadap retak selama anil. Bahkan upaya untuk menghindari tekanan apa pun pada material dengan pendinginan terkontrol di penangas air bisa berisiko!
Anil PETG. Bisakah PETG Dianil?
Salah satu pertanyaan yang paling sering diajukan tentang anil adalah apakah PETG dapat dianil atau tidak. Jawaban atas pertanyaan ini sedikit rumit. PETG memiliki suhu rekristalisasi yang jauh lebih rendah daripada PLA dan ABS, sehingga sulit untuk berhasil melakukan anil.
Namun, jika Anda dapat menaikkan suhu di atas suhu rekristalisasi dan menahannya cukup lama, PETG akan anil seperti bahan lainnya. Tantangan utamanya adalah mencapai suhu yang diinginkan tanpa merusak objek yang Anda cetak.
Karena PETG memiliki suhu rekristalisasi yang lebih rendah daripada PLA atau ABS, PETG lebih rentan terhadap kerusakan jika suhunya terlalu tinggi. Ini berarti suhu anil harus lebih rendah dan waktu pada suhu perlu lebih lama untuk mencapai hasil yang sukses.
Berapa Banyak PLA Saya Akan Menyusut Setelah Anil?
PLA Anda akan menyusut banyak. Tidak jarang ia menyusut hingga 10% di semua dimensi! Anda harus berpikir dua kali untuk mencetak komponen dengan dinding yang sangat tipis atau menjorok, terutama jika komponen tersebut panjang dan tidak disangga karena bagian Anda akan melengkung dan berubah bentuk secara nyata karena dianil.
Ini termasuk talang menjorok di sisi cetakan Anda. If you want the edges to line up nicely with each other after annealing them, make sure their bottom layer doesn’t have any sharp corners or cuts around it since those can get stressed easily by heat treatment too.
On average, your ABS prints might shrink about 2-3% in all dimensions before they start warping significantly from being annealed. Your part’s shape might change a bit, too, especially if you have very thin walls or overhangs.
If the walls are too thin to remain straight without bowing out toward the inside of your print after being annealed, they’ll most likely break off when you try removing it from your build plate.
How Do I Clean My Prints After Annealing?
Abrasives or solvents will remove cold-bed ooze so the part can be glued in place. However, it would help if you were careful not to move around too much while sanding/scraping your print because that could cause it to warp or crack.
If there are any especially thin pieces on your model – like threads or tiny whiskers of plastic – then they might become even lighter after treatment and may break off entirely afterward. Clean up all loose ends by scraping them with a razor blade or file!
Bottom Line
Annealing is the best way to make PLA and PBS prints warp less when handled because it straightens out the internal layers of the filament while allowing the exterior to remain unchanged.
Make your 3D print look cleaner and shinier by annealing it before you use it for anything! It is the best treatment you can give your ABS prints since it straightens out the internal layer, so they don’t warp when you handle them!


