Permesinan Medis Bergeser ke Gigi Tinggi—Dengan Bantuan Laser
Baik itu permesinan tradisional atau proses hybrid, manufaktur medis mengharuskan pembuat mesin dan pembuat alat untuk tetap waspada
Ketika berbicara tentang pemesinan komponen medis yang disetel dengan baik saat ini, kecepatan—belum lagi masa pakai alat dan otomatisasi—adalah yang terpenting.
Penyempurnaan mesin medis secara konstan dari desain perkakas hingga produk jadi tidak hanya membutuhkan kemampuan untuk menangani berbagai macam bahan plastik dan logam, tetapi juga untuk mencapai hasil yang dapat diprediksi—terutama dalam menghadapi peraturan yang ketat.
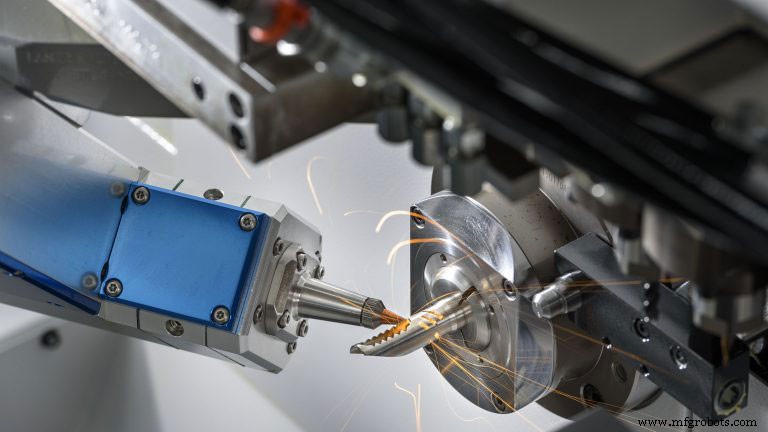
Baik itu hanya pembubutan dan penggilingan atau proses hibrid dengan laser yang digabungkan dengan sistem Swiss untuk melakukan operasi pemotongan dan pengelasan semua dalam satu mesin, manufaktur medis mengharuskan pembuat mesin dan pembuat alat untuk tetap waspada.
Memaksimalkan Umur Alat, Kualitas Suku Cadang
Untuk mengolah suku cadang dan fitur medis sekecil heksalobe dalam sekrup tulang sambil mempertahankan masa pakai alat, Tsugami/Rem Sales LLC (Windsor, CT) telah melengkapi beberapa alat berat dalam portofolionya dengan unit pengganda kecepatan khusus.
Spindel standar pada mesin gaya Swiss biasanya memutar perkakas hidup pada 6000 hingga 8000 rpm, kata Derek Briggs, manajer produk Swiss untuk Tsugami/Rem Sales. “Saat Anda melakukan perataan halus dan kontur lima sumbu, pengukiran atau etsa, Anda memerlukan rpm yang sangat tinggi karena alatnya sangat kecil; Anda biasanya memiliki ball end mill 0,125″ [3,175 mm] atau lebih kecil yang Anda gunakan untuk membuat kontur halus, dan Anda memotong di tengah selama jenis operasi ini. Anda memerlukan kecepatan spindel yang sangat tinggi untuk menjaga rekaman permukaan pada tingkat yang dapat diterima untuk masa pakai alat dan memenuhi persyaratan permukaan akhir.”
Solusi Tsugami adalah attachment menggunakan pengurangan gigi yang melipatgandakan kecepatan spindel hingga empat kali lipat tanpa membebani motor spindel untuk mencapai kecepatan optimal, seperti 20.000 rpm. Tsugami/Rem Sales bahkan dapat mengintegrasikan spindel berkecepatan tinggi yang dibuat oleh NSK America dan menjalankannya hingga 80.000 rpm.
Sebagian besar mesin bubut gaya Swiss menggunakan rangkaian roda gigi yang menjalankan tiga atau empat spindel secara bersamaan saat motor dihidupkan, kata Briggs. Dengan hanya satu spindel modular dengan persneling yang dikurangi berjalan lebih cepat daripada yang lain, “Anda tidak membebani spindel lainnya. Sangat menyenangkan untuk mendapatkan kecepatan spindel yang lebih tinggi untuk permukaan halus dan pekerjaan lima sumbu kecil yang semakin dicari oleh pasar medis saat ini.”
Sementara lampiran putaran ulir standar pasti akan melakukan pekerjaan itu, jika mesin didedikasikan hanya untuk memproduksi sekrup tulang sepanjang hari, produsen harus mempertimbangkan untuk meminta bantalan keramik daripada bantalan rol baja yang lebih standar. Dengan bantalan keramik, operator dapat mengencangkan pramuat lebih dari pada baja, memperkuat sistem dan mempertahankan kecepatan spindel maksimum. Bantalan keramik meredam harmonik dan getaran yang sangat halus saat memotong sekrup tulang dan juga dapat menahan panas pada rpm yang lebih tinggi, menyebarkan panas dengan jauh lebih baik.
Perlu Kecepatan
Selain memaksimalkan kecepatan spindel, Tsugami/Rem Sales juga berupaya memperkenalkan lebih banyak fungsi perubahan cepat ke permesinan Swiss. Perusahaan ini menawarkan attachment live-tool dan pelat alat gang dengan kepala yang dapat dilepas yang memungkinkan operator melepas sekrup, melepaskan seluruh rakitan collet ER atau kartrid alat, mengatur ketinggian alat di luar alat berat, dan memasang cadangan yang telah disiapkan sebelumnya—semua dalam 30 detik, kata Briggs.
Tsugami/Rem Sales juga mengembangkan pemegang turret perubahan cepat untuk mesin turretnya, di samping pengaturan alat modular untuk penggilingan wajah, penggilingan sudut dan lampiran putaran benang. “Pegangan ini dirancang untuk membantu mengurangi kesalahan operator yang berpotensi menyebabkan kecelakaan alat berat atau alat rusak. Ini juga dapat dilakukan di luar mesin pada Zoller atau perlengkapan prasetel lainnya.”
Aplikasi pengeboran senjata menyediakan studi kasus untuk meningkatkan umpan dan kecepatan.
Ketika Tsugami/Rem Sales perlu membuat perangkat penghilang tumor mata berfrekuensi tinggi, spesifikasinya cukup menantang:unit harus memiliki panjang 5″ (127 mm) dengan lubang 0,06″ (1,52 mm) yang dibor seluruhnya. Ini menggunakan sistem TriboMAM berdenyut frekuensi tinggi dari M4 Sciences untuk melakukan pekerjaan itu.
Perangkat, terbuat dari titanium khusus, mirip dengan ruang hampa dan hanya dapat menyedot tumor, bukan jaringan lunak lainnya, jelas Briggs. Biasanya, sebuah bor senjata hanya dapat diisi kurang dari sepersepuluh inci per putaran; mengintegrasikan TriboMAM empat kali lipat kecepatan itu “karena osilasi alat itu memecah chip menjadi potongan-potongan yang sangat kecil, dan cairan pendingin bertekanan tinggi mengeluarkannya dari lubang.” Secara keseluruhan, proses yang seharusnya memakan waktu beberapa menit diselesaikan 75% lebih cepat.
Inovasi lain, teknologi sistem servo getaran frekuensi rendah (LFV) "adalah salah satu kemajuan terbesar dalam pemesinan bahan keras yang digunakan dalam produksi komponen medis," kata Jim Cepican, manajer pertunjukan untuk penjualan aksesori di Marubeni Citizen-Cincom Inc. (Allendale , NJ). LFV meningkatkan masa pakai alat, kontrol chip, dan pemrosesan material yang sulit dikerjakan dengan mesin.
Mesin seri L MCC “digunakan oleh sebagian besar produsen medis yang bekerja sama dengan kami” untuk kecepatan pemrosesan yang lebih cepat dan kemampuan pemrograman yang ditingkatkan, Cepican mencatat. “Jumlah sumbu telah meningkat, termasuk sumbu B yang diperlukan untuk membuat komponen medis yang lebih kompleks.”
L12 adalah penjual yang sangat baik untuk pasar medis, tambah Manajer Penjualan Regional Glen Crews. “Ukuran alat berat yang kecil dan kecepatan spindel yang tinggi membuatnya ideal untuk pemesinan komponen perangkat medis mini. Opsi juga tersedia di semua alat berat kami untuk mengurangi ukuran spindel, sehingga penanganan material menjadi lebih mudah.”
Spindle yang lebih cepat telah dikembangkan untuk kerja silang dan pengeboran akhir yang dapat dipertukarkan dengan spindel standar alat berat, tambah Crews. “Dengan penggerak roda gigi, mereka mampu mencapai kecepatan spindel yang tinggi dengan torsi yang lebih baik daripada yang Anda dapatkan dengan spindel listrik atau penggerak udara yang digunakan oleh banyak pabrikan.”
Spindle Cerdas
Pada akhirnya, menggunakan spindel elektrik atau penggerak pneumatik mandiri yang tepat sangat penting untuk mengoptimalkan umpan dan kecepatan untuk aplikasi medis saat ini, kata Michael Gabris, manajer penjualan industri di NSK America Corp. (Hoffman Estates, IL).
“Anda mungkin memiliki 20.000 rpm pada mesin penggilingan, tetapi jika Anda memiliki bor berdiameter 0,01″ [0,254-mm], Anda tidak akan mendapatkan kecepatan yang Anda butuhkan untuk menjalankannya dengan benar,” katanya. “Anda dapat merusak alat dengan sangat mudah.”
Faktanya, 0,005″ (0,127 mm) menjadi diameter standar untuk pabrik dan bor akhir karbida padat, tambah Manajer Produk NSK, Mike Shea. “Kalau mau lari 200 sfm itu sekitar 76.000 rpm kalau dijalankan dengan benar,” jelasnya. “Bahkan jika produsen [alat] merekomendasikan menjalankan 100 sfm, Anda masih di bawah 40.000 rpm. Spindle kami sesuai dengan kebutuhan untuk mengerjakan aplikasi mikro dan nano yang menjadi jauh lebih umum.”
Ketika spindel NSK meninggalkan pabrik, dijamin memiliki runout kurang dari 1 m, kata Gabris. NSK juga memproduksi collet presisi sendiri, akurat hingga tiga hingga lima mikron, dan menawarkan bantalan keramik yang mahal untuk diproduksi pada semua spindel berkecepatan tinggi.
Baik dipasang pada mesin baru atau dipasang pada mesin lama, “spindel kami melakukan semua pekerjaan,” kata Gabris. Operator “harus mengunci poros utama dan mengalirkan listrik dan udara ke poros kami, atau hanya mengudara jika pneumatik,” tambah Shea. “Spindle utama tidak berputar, sehingga tidak ada keausan pada spindel mesin. Spindle kami tidak memiliki roda gigi di dalamnya. Dengan menerapkan sedikit udara ke mereka untuk pendinginan dan pembersihan, dimungkinkan untuk berjalan 24/7, tanpa pertumbuhan termal atau masalah harmonik. Ini sangat ideal dalam situasi produksi tinggi yang konstan.”
Sebaliknya, jika hanya menggunakan kepala speeder bergigi, speeder harus beristirahat setelah 20 atau 30 menit digunakan untuk menghilangkan panas pada roda gigi, sarannya.
Mengmajukan Perkakas

Dengan bahan komponen medis mulai dari plastik hingga kobalt chrome hingga titanium, Sandvik Coromant (Fair Lawn, NJ) telah mengembangkan perkakasnya secara signifikan selama beberapa tahun terakhir.
“Ya, ini tentang memproduksi suku cadang lebih cepat dan mempertahankan toleransi,” kata Patrick Loughney, manajer produk untuk pemesinan suku cadang kecil, “tetapi ini juga tentang prediktabilitas proses dan perkakas.”
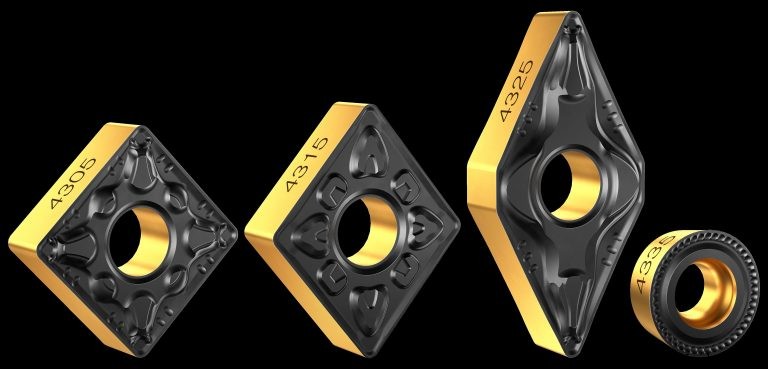
Misalnya, dengan sisipan pembubutan, “Kami sangat mengubah teknologi kami dengan inovasi pelapisan Inveio kami,” katanya, yang memungkinkan substrat yang lebih kuat, perawatan tepi yang lebih presisi, dan cara baru menerapkan pelapisan.
“Kami menemukan bahwa kristal di lapisan dalam proses lama adalah acak, di mana mereka hanya melindungi sisipannya,” jelasnya. “Sekarang kami dapat menyelaraskan kristal tersebut dalam satu arah ke tempat kami dapat memberikan masa pakai alat yang lebih baik dan keausan insert.” Hal ini memungkinkan penyesuaian yang lebih sedikit pada alat berat dan menawarkan masa pakai alat yang dapat diprediksi yang penting untuk proses pemesinan yang stabil. Setelah sisipan dicetak, persiapan tepi dilakukan hingga toleransi mikron, katanya.
“Kami telah memodifikasi peralatan kami untuk menjalankan fitur medis yang berbeda,” lanjutnya. “Kami memiliki batang bor medis yang khusus dibuat untuk memproduksi manset untuk lutut dan sendi pinggul.”
Sementara itu, sistem penggilingan kepala-tukar CoroMill 316 telah dimodifikasi dengan kedalaman pemotongan yang diperpanjang, terutama untuk memproduksi alas lutut yang mendukung implan.
Sandvik Coromant juga telah membuat sisipan balik khusus untuk plastik medis seperti polieter eter keton. “Sebagian besar sisipan diledakkan di bagian atas sehingga plastik tidak menempel,” jelas Loughney.
Pada bulan Oktober, bor baru yang dibuat khusus untuk bahan tahan panas dalam aplikasi medis dan kedirgantaraan akan menjadi bagian dari program dua tahunan perusahaan rilis produk baru.
Namun, rintangan terbesar Sandvik Coromant adalah sisipan yang berputar-putar. “Sebagian besar waktu, sekrup tulang memiliki bentuk ulir khusus,” kata Loughney. “Sepertinya setiap dokter yang keluar dengan sekrup tulang memiliki bentuk benang khasnya sendiri. Jadi kami tidak bisa hanya menjual sisipan standar untuk itu; mereka semua harus direkayasa secara khusus. Kami harus benar-benar fleksibel dalam menggiling sisipan ini berdasarkan kasus per kasus.”
Laser di Ketuk
Saat pemesinan tradisional saja tidak akan memenuhi tagihan, menambahkan satu atau lebih laser ke proses akan sangat meningkatkan kemampuan manufaktur.
Misalnya, lini peralatan mesin LaserSwiss Tsugami/Rem Sales diciptakan untuk industri medis. LaserSwiss menggabungkan pembubutan tradisional CNC Swiss dan pemotongan laser dalam satu mesin, jelas Tina Carnelli, manajer pemasaran Tsugami LaserSwiss. “Ini berarti produsen medis dapat memproduksi suku cadang medis yang kompleks, seperti stent, dengan satu pengaturan dan satu program suku cadang,” katanya. “Kami baru-baru ini menambahkan kepala laser kedua, untuk pengelasan, ke mesin LaserSwiss untuk menggabungkan tiga operasi secara efektif pada satu mesin.”
Di Marubeni Citizen-Cincom, “pengenalan pemotongan dan pengelasan laser pada mesin kami adalah salah satu modifikasi paling signifikan yang telah kami buat,” kata Manajer Penjualan Regional Rich Kuhn. “Kemampuan untuk melakukan pekerjaan pemesinan dan pemotongan laser di mesin yang sama memiliki pengaruh besar dalam mengurangi jumlah operasi yang diperlukan untuk memproduksi suatu komponen. Menambahkan otomatisasi dan melakukan pengelasan laser telah memungkinkan pelanggan medis kami memiliki pilihan tambahan untuk menyelesaikan beberapa persyaratan toleransi tinggi yang terus meningkat.”
Tentu saja, laser telah menjadi solusi manufaktur medis mandiri untuk beberapa waktu. Misalnya, portofolio Trumpf banyak digunakan oleh produsen perangkat medis, mulai dari pengelasan laser dan aplikasi pemotongan halus hingga manufaktur aditif dan penandaan laser untuk keterlacakan, menurut Salay Quaranta, manajer industri untuk Trumpf Inc. (Farmington, CT).
Manufaktur aditif, atau pencetakan 3D, telah memberikan banyak peluang bagi Trumpf, tambahnya. “Pembuatan berbagai mahkota gigi, jembatan, dan RPD menggunakan TruPrint 1000 kami memungkinkan produksi generatif dari suku cadang dan seri batch tunggal terkecil di piring. Dengan opsi multilaser, produksi dapat meningkat hingga 80% dengan tetap menjaga fleksibilitas untuk memproses pesanan pelanggan. Bahkan bentuk yang rumit pun dapat dengan cepat dan mudah dikonversi dari desain CAD menjadi komponen logam 3D dengan kualitas terbaik.”
Fleksibilitas desain itulah yang dapat membedakan laser dari pemesinan tradisional dalam hal produksi bedak lapis demi lapis berbasis logam.
“Dengan memanfaatkan teknik desain dengan pencetakan 3D, produsen atau lab dapat membuat produk mendekati bentuk bersih,” kata Quaranta. “Ada sangat sedikit skrap seperti yang terlihat dengan pemesinan tradisional, dan metalurginya bagus. Produsen dapat memanfaatkan platform ini untuk membangun berbagai komponen mulai dari implan dan mahkota gigi hingga perancah dan konstruksi untuk banyak aplikasi.”
Otomasi Lebih Lanjut pada Operasi Sekunder
Peraturan ketat yang mengatur setiap aspek produksi komponen medis dan kebutuhan untuk memastikan proses yang stabil dan dapat diprediksi tampaknya membuatnya ideal untuk otomatisasi. Namun, pengawasan yang kaku itu menghadirkan teka-teki, menurut Loughney dari Sandvik Coromant. Setelah sebuah proses diselesaikan, itu bisa menjadi sangat sulit dan terlalu hemat waktu atau biaya untuk berubah—bahkan dengan bahan atau inovasi proses menunggu di sayap.
“Kami melihat lebih banyak otomatisasi dalam manufaktur medis, tetapi mayoritas adalah pada operasi sekunder yang tidak banyak dikendalikan, seperti menggiling gerbang dari penempaan,” katanya. “Kami melihat hal-hal baru seperti batang pinggul diproduksi dengan otomatisasi.”
Dengan komponen medis yang biasanya diproduksi dalam batch dengan pergantian yang sering, akuntabilitas dan ketertelusuran adalah yang terpenting, lanjutnya. “Sedikit lebih sulit untuk mengotomatisasi sesuatu seperti itu. Tapi itu berubah; sistem dan perangkat lunak meningkat ke tempat yang dapat dilacak dengan lebih baik.”
Mengenai tren lain, dorongan berkelanjutan menuju Industri 4.0, pembuat mesin merespons dengan berbagai inovasi.
Berdasarkan permintaan, Rem Sales akan mengintegrasikan mesin Tsugami Swiss dengan robotika FANUC untuk bongkar muat suku cadang, sistem penglihatan Keyence untuk pengukuran dalam proses dan kompensasi otomatis untuk mengotomatisasi penyesuaian offset dengan cepat, kata Briggs. “Kami menarik bagian dari konveyor dari mesin dengan robot, mengarahkannya dan menempatkannya ke dalam perlengkapan pada alat pengukur. Jika ada dimensi yang diukur di luar toleransi, sistem Caron Engineering AutoComp akan secara otomatis mengkompensasi mesin saat sedang berjalan, dan robot akan menempatkan bagian yang buruk di tempat terpisah untuk memastikan tidak ada bagian yang buruk bercampur dengan yang baik.”
Untuk pelanggan saat ini, “kami tidak bisa hanya menyediakan satu mesin untuk memproses suku cadang,” jelas Cepican dari MCC. “Kami harus menyediakan sistem pemrosesan yang lengkap. Ini termasuk sistem otomasi yang sangat teknis.” MCC telah merancang beberapa sistem bongkar muat otomatis—misalnya, sistem yang memuat komponen kosong ke dalam mesin untuk dilas laser ke komponen yang telah dikerjakan dengan mesin.
Ditambahkan George Bursac, manajer umum Star CNC Machine Tool Corp (Roslyn Heights, NY), "Otomasi telah menjadi bagian dari manufaktur medis untuk beberapa waktu dan berkembang berdasarkan persyaratan baru." Sementara komponen medis seperti sekrup tulang, implan gigi, instrumen bedah, dan komponen lain yang terkait dengan produk tersebut “tetap sama tanpa banyak perubahan”, katanya, “tim kami menanggapi setiap tantangan baru yang mungkin diperlukan oleh perusahaan manufaktur”.


