

Proses manufaktur

Manufaktur industri
Mesin CNC atau "komputer numerik dikendalikan" adalah alat pengerjaan logam canggih yang dapat membuat bagian rumit yang dibutuhkan oleh teknologi modern. Tumbuh pesat dengan kemajuan komputer, CNC dapat ditemukan melakukan pekerjaan seperti mesin bubut, mesin penggilingan, pemotong laser, pemotong jet abrasif, penekan punch, rem tekan, dan alat industri lainnya. Istilah CNC mengacu pada sekelompok besar mesin ini yang menggunakan logika komputer untuk mengontrol gerakan dan melakukan pengerjaan logam. Artikel ini akan membahas jenis yang paling umum:mesin bubut dan mesin penggilingan.
Meskipun mesin bubut pengerjaan kayu telah digunakan sejak zaman Alkitab, mesin bubut pengerjaan logam pertama yang praktis ditemukan pada tahun 1800 oleh Henry Maudslay. Itu hanyalah sebuah alat mesin yang menahan potongan bahan yang sedang dikerjakan, atau benda kerja, dalam penjepit, atau poros, dan memutarnya sehingga alat pemotong dapat mengerjakan permukaan ke kontur yang diinginkan. Alat pemotong dimanipulasi oleh operator melalui penggunaan engkol dan roda tangan. Akurasi dimensi dikendalikan oleh operator yang mengamati dial bergradasi pada roda tangan dan memindahkan pahat dalam jumlah yang sesuai. Setiap part yang diproduksi mengharuskan operator untuk mengulang gerakan dalam urutan yang sama dan dimensi yang sama.
Mesin penggilingan pertama dioperasikan dengan cara yang hampir sama, kecuali alat pemotong ditempatkan pada poros yang berputar. Benda kerja dipasang ke tempat tidur mesin atau meja kerja dan dipindahkan di bawah pahat pemotong, sekali lagi melalui penggunaan roda tangan, untuk mengerjakan kontur benda kerja. Mesin penggilingan awal ini ditemukan oleh Eli Whitney pada tahun 1818.
Gerakan yang digunakan dalam peralatan mesin disebut "sumbu", dan disebut sebagai "X" (biasanya dari kiri ke kanan), "Y" (biasanya dari depan ke belakang), dan "Z" (atas dan bawah). Meja kerja juga dapat diputar pada bidang horizontal atau vertikal, menciptakan sumbu gerak keempat. Beberapa mesin memiliki sumbu kelima, yang memungkinkan poros berputar pada suatu sudut.
Salah satu masalah dengan mesin awal ini adalah mereka mengharuskan operator untuk memanipulasi roda tangan untuk membuat setiap bagian. Selain pekerjaan yang monoton dan melelahkan secara fisik, kemampuan operator untuk membuat suku cadang yang identik juga terbatas. Sedikit perbedaan dalam pengoperasian mengakibatkan variasi dimensi sumbu, yang, pada gilirannya, menciptakan bagian yang tidak pas atau tidak dapat digunakan. Tingkat memo untuk operasi yang tinggi, membuang-buang bahan baku dan waktu tenaga kerja. Karena jumlah produksi meningkat, jumlah suku cadang yang dapat digunakan yang diproduksi per operator per hari tidak lagi ekonomis. Yang dibutuhkan adalah sarana untuk mengoperasikan gerakan mesin secara otomatis. Upaya awal untuk "mengotomatisasi" operasi ini menggunakan serangkaian kamera yang memindahkan alat atau meja kerja melalui hubungan. Saat cam berputar, sebuah tautan mengikuti permukaan permukaan cam, menggerakkan pahat atau benda kerja melalui serangkaian gerakan. Wajah cam dibentuk untuk mengontrol jumlah pergerakan linkage, dan kecepatan putaran cam mengontrol kecepatan gerak makan pahat. Mesin awal ini sulit diatur dengan benar, tetapi setelah disetel, mereka menawarkan pengulangan yang sangat baik untuk zaman mereka. Beberapa telah bertahan hingga hari ini dan disebut mesin "Swiss", sebuah nama yang identik dengan mesin presisi.
Desain mesin CNC modern tumbuh dari karya John T. Parsons selama akhir 1940-an dan awal 1950-an. Setelah Perang Dunia II, Parsons terlibat dalam pembuatan baling-baling helikopter, yang membutuhkan pemesinan presisi dengan bentuk kompleks. Parsons segera menemukan bahwa dengan menggunakan komputer IBM awal, ia mampu membuat panduan kontur yang jauh lebih akurat daripada yang mungkin dilakukan dengan menggunakan perhitungan dan tata letak manual. Berdasarkan pengalaman ini, ia memenangkan kontrak Angkatan Udara untuk mengembangkan "mesin pemotong kontur otomatis" untuk menghasilkan potongan bagian sayap besar untuk pesawat. Memanfaatkan pembaca kartu komputer dan kontrol servomotor yang tepat, mesin yang dihasilkan sangat besar, rumit, dan mahal. Namun, itu bekerja secara otomatis, dan menghasilkan potongan-potongan dengan tingkat akurasi tinggi yang dibutuhkan oleh industri pesawat terbang.
Pada tahun 1960-an, harga dan kompleksitas mesin otomatis telah diturunkan ke titik di mana mereka menemukan aplikasi di industri lain. Mesin ini menggunakan motor penggerak listrik arus searah untuk memanipulasi roda tangan dan mengoperasikan alat. Motor mengambil instruksi listrik dari pembaca pita, yang membaca pita kertas dengan lebar sekitar 2,5 cm yang dilubangi dengan serangkaian lubang tertentu. Posisi dan urutan lubang memungkinkan pembaca untuk menghasilkan impuls listrik yang diperlukan untuk memutar motor pada waktu dan kecepatan yang tepat, yang pada dasarnya mengoperasikan mesin seperti operator manusia. Impuls dikelola oleh komputer sederhana yang tidak memiliki kemampuan "memori" pada saat itu. Ini sering disebut "NC," atau mesin Numerical Controlled. Seorang pemrogram membuat rekaman itu pada mesin seperti mesin tik, seperti "kartu punch" lama yang digunakan pada komputer awal, yang berfungsi sebagai "program". Ukuran program ditentukan oleh kaki pita yang perlu dibaca untuk menghasilkan bagian tertentu.
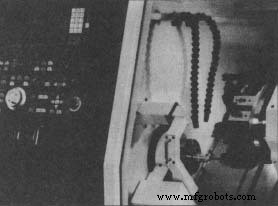 Mesin chucking CNC tahun 1980-an ini menunjukkan kombinasi teknologi peralatan mesin dan komputer, (Dari koleksi Museum Henry Ford &Greenfield Village.)
Mesin chucking CNC tahun 1980-an ini menunjukkan kombinasi teknologi peralatan mesin dan komputer, (Dari koleksi Museum Henry Ford &Greenfield Village.)
Kisah tentang bagaimana komputer pertama kali dikaitkan dengan mesin produksi penuh dengan intrik dan kontroversi. Ini menjelaskan betapa terjalinnya industri, universitas, dan militer di abad ke-20. Kisah ini juga menunjukkan betapa sulitnya mengaitkan banyak inovasi dengan satu individu atau institusi. Menyortir siapa yang melakukan apa kapan dan dengan dampak apa adalah perusahaan yang kompleks.
Pada tahun 1947, John Parsons mengepalai sebuah perusahaan manufaktur penerbangan di Traverse City, Michigan. Dihadapkan dengan meningkatnya kompleksitas bentuk bagian dan masalah matematika dan rekayasa yang menyertainya, Parsons mencari cara untuk mengurangi biaya rekayasa perusahaannya. Dia meminta International Business Machine Corp. untuk mengizinkannya menggunakan salah satu komputer kantor utama mereka untuk membuat serangkaian perhitungan untuk bilah helikopter baru. Akhirnya, Parsons membuat kesepakatan dengan Thomas J. Watson, presiden legendaris IBM, di mana IBM akan bekerja dengan Parsons Corporation untuk membuat mesin yang dikendalikan oleh kartu berlubang. Segera Parsons juga memiliki kontrak dengan Angkatan Udara untuk memproduksi mesin yang dikendalikan oleh kartu atau pita (seperti pemain piano) yang akan memotong bentuk kontur seperti pada baling-baling dan sayap. Parsons kemudian pergi ke insinyur di Massachusetts Institute of Technology Servomechanism Laboratory untuk membantu proyek tersebut. Peneliti MIT telah bereksperimen dengan berbagai jenis proses kontrol dan memiliki pengalaman dengan proyek Angkatan Udara sejak Perang Dunia II. Pada gilirannya, laboratorium MIT melihat ini sebagai peluang untuk memperluas penelitian mereka sendiri ke dalam mekanisme kontrol dan umpan balik. Keberhasilan pengembangan peralatan mesin kontrol numerik komputer kemudian dilakukan oleh peneliti universitas yang berusaha memenuhi tuntutan sponsor militer.
William S. Pretzer
Dengan kemajuan dalam elektronik terintegrasi, rekaman itu dihilangkan, atau hanya digunakan untuk memuat program ke dalam memori magnetik. Bahkan, kapasitas memori mesin CNC modern terkadang masih disebut sebagai "kaki memori".
Mesin CNC modern bekerja dengan membaca ribuan bit informasi yang disimpan dalam memori program komputer. Untuk menempatkan informasi ini dalam memori, pemrogram membuat serangkaian instruksi yang dapat dimengerti oleh mesin. Program dapat terdiri dari perintah "kode", seperti "M03" yang memerintahkan pengontrol untuk memindahkan spindel ke posisi baru, atau "G99," yang memerintahkan pengontrol untuk membaca input tambahan dari beberapa proses di dalam mesin. Perintah kode adalah cara paling umum untuk memprogram alat mesin CNC. Namun, kemajuan dalam komputer telah memungkinkan produsen peralatan mesin untuk menawarkan "pemrograman percakapan", di mana instruksinya lebih seperti kata-kata biasa. Dalam pemrograman percakapan, perintah "M03" dimasukkan hanya sebagai "MOVE," dan perintah "G99" hanya "READ." Jenis pemrograman ini memungkinkan pelatihan lebih cepat dan lebih sedikit menghafal makna kode oleh programmer. Penting untuk dicatat, bagaimanapun, bahwa sebagian besar mesin percakapan masih membaca program kode, karena industri sangat bergantung pada bentuk pemrograman itu.
Kontroler juga menawarkan bantuan kepada programmer untuk mempercepat penggunaan mesin. Di beberapa mesin, misalnya, programmer cukup mengetikkan lokasi, diameter, dan kedalaman fitur dan komputer akan memilih metode pemesinan terbaik untuk menghasilkan fitur di benda kerja. Peralatan terbaru dapat mengambil model rekayasa yang dihasilkan komputer; menghitung kecepatan pahat, umpan, dan jalur yang benar; dan menghasilkan bagian tanpa gambar atau program yang pernah dibuat.
Komponen mekanis mesin harus kaku dan kuat untuk menopang bagian yang bergerak cepat. Spindel biasanya merupakan bagian yang paling kuat dan ditopang oleh bantalan yang besar. Apakah spindel menahan pekerjaan atau pahat, fitur penjepitan otomatis memungkinkan spindel untuk menjepit dan melepas penjepit dengan cepat selama program berjalan.
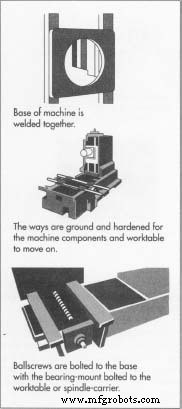 Besi tuang atau Meehanite dulunya merupakan bahan pilihan untuk mesin pengerjaan logam. Saat ini, sebagian besar mesin menggunakan pengelasan baja canai panas dan produk tempa seperti baja tahan karat untuk mengurangi biaya dan memungkinkan pembuatan desain rangka yang lebih rumit.
Besi tuang atau Meehanite dulunya merupakan bahan pilihan untuk mesin pengerjaan logam. Saat ini, sebagian besar mesin menggunakan pengelasan baja canai panas dan produk tempa seperti baja tahan karat untuk mengurangi biaya dan memungkinkan pembuatan desain rangka yang lebih rumit.
Terlampir ke sisi mesin adalah majalah alat yang berbeda. Lengan pemindah, kadang-kadang disebut bilah pahat, mengeluarkan pahat dari mesin, menempatkannya ke dalam magasin, memilih pahat yang berbeda dari magasin, dan mengembalikannya ke mesin melalui instruksi dalam program. Waktu siklus khas yang diperlukan untuk prosedur ini adalah dua hingga delapan detik. Beberapa mesin mungkin berisi hingga 400 alat dalam "sarang" besar, masing-masing secara otomatis dimuat secara berurutan saat program berjalan.
Tempat tidur atau meja kerja mesin ditopang pada "cara" baja yang dikeraskan yang biasanya dilindungi oleh pelindung fleksibel.
Cor besi atau Meehanite digunakan untuk menjadi bahan pilihan untuk mesin pengerjaan logam. Saat ini, sebagian besar mesin menggunakan pengelasan baja canai panas dan tempa secara bebas 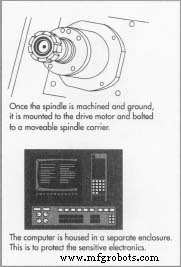 Komponen mekanis mesin harus kaku dan kuat untuk menopang bagian yang bergerak cepat. Spindel biasanya merupakan bagian yang paling kuat dan ditopang oleh bantalan yang besar. Apakah spindel menahan pekerjaan atau pahat, fitur penjepit otomatis memungkinkan spindel menjepit dan melepas penjepit dengan cepat selama program berjalan. produk seperti baja tahan karat untuk mengurangi biaya dan memungkinkan pembuatan desain rangka yang lebih rumit.
Komponen mekanis mesin harus kaku dan kuat untuk menopang bagian yang bergerak cepat. Spindel biasanya merupakan bagian yang paling kuat dan ditopang oleh bantalan yang besar. Apakah spindel menahan pekerjaan atau pahat, fitur penjepit otomatis memungkinkan spindel menjepit dan melepas penjepit dengan cepat selama program berjalan. produk seperti baja tahan karat untuk mengurangi biaya dan memungkinkan pembuatan desain rangka yang lebih rumit.
Beberapa mesin dirancang sebagai sel, yang berarti mereka memiliki kelompok suku cadang tertentu yang dirancang untuk diproduksi. Mesin sel memiliki majalah alat besar untuk membawa alat yang cukup untuk melakukan semua berbagai operasi pada setiap bagian yang berbeda, meja kerja besar atau kemampuan untuk mengubah meja kerja, dan ketentuan khusus di pengontrol untuk input data dari mesin CNC lainnya. Hal ini memungkinkan mesin CNC untuk dirakit dengan mesin lain yang dilengkapi peralatan serupa menjadi Sel Pemesinan Fleksibel, yang dapat memproduksi lebih dari satu bagian secara bersamaan. Sekelompok sel, beberapa berisi 20 atau 30 mesin, disebut Sistem Pemesinan Fleksibel. Sistem ini dapat menghasilkan ratusan bagian yang berbeda pada saat yang sama dengan sedikit campur tangan manusia. Beberapa dirancang untuk berjalan siang dan malam tanpa pengawasan dalam apa yang disebut sebagai manufaktur "mati lampu".
Sampai saat ini, sebagian besar pusat permesinan dibangun sesuai spesifikasi pelanggan oleh pembuat perkakas mesin. Sekarang, desain perkakas standar telah memungkinkan mesin dibuat untuk stok atau penjualan nanti, karena desain baru dapat melakukan semua operasi yang dibutuhkan sebagian besar pengguna. Biaya mesin CNC baru berkisar dari sekitar $50.000 untuk pusat vertikal hingga $5 juta untuk Sistem Pemesinan Fleksibel untuk blok mesin. Proses pembuatan yang sebenarnya berlangsung sebagai berikut.
 slide terus mengirimkan informasi lokasi sumbu ke pengontrol, sehingga posisi meja kerja yang tepat dalam hubungannya dengan poros selalu diketahui. Bagian depan pengontrol memiliki layar video yang menampilkan informasi program, posisi, kecepatan dan umpan, serta data lain yang diperlukan operator untuk memantau kinerja alat berat. Juga di panel depan adalah tombol entri data, port koneksi data, dan sakelar start-stop.
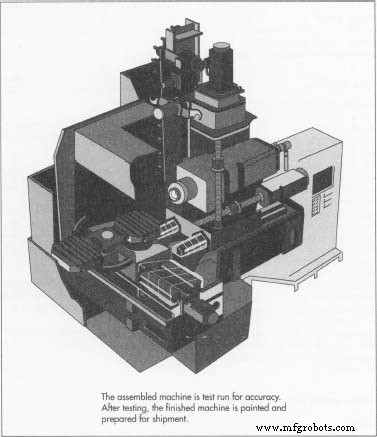
slide terus mengirimkan informasi lokasi sumbu ke pengontrol, sehingga posisi meja kerja yang tepat dalam hubungannya dengan poros selalu diketahui. Bagian depan pengontrol memiliki layar video yang menampilkan informasi program, posisi, kecepatan dan umpan, serta data lain yang diperlukan operator untuk memantau kinerja alat berat. Juga di panel depan adalah tombol entri data, port koneksi data, dan sakelar start-stop. Kualitas di pusat permesinan harus dibangun dari desain hingga pengiriman dan pengaturan. Instruksi yang cermat kepada operator juga penting untuk mencegah kecelakaan, benturan yang tidak disengaja antara pekerjaan dengan alat. Kecelakaan dapat mengakibatkan kerusakan alat atau kegagalan mesin. Banyak pengontrol memiliki subprogram untuk mendeteksi kerusakan yang akan datang dan menempatkan alat berat pada penghentian darurat. Semua CNC dikirim dengan penanganan khusus untuk menghindari guncangan, dan dipasang dengan hati-hati oleh teknisi terlatih di pabrik. Faktor koreksi asli dicatat untuk referensi nanti. Pemrograman lengkap, operasi, dan manual pemeliharaan disediakan.
Masa depan mesin CNC sedang meledak. Satu ide yang sedang dikembangkan adalah mesin mirip laba-laba yang porosnya digantungkan oleh enam tiang penyangga teleskopik. Struts seperti cara di mesin konvensional, tetapi mereka bulat dengan perakitan ballscrew di tengah. Gerakan spindel dikendalikan oleh komputer canggih yang melakukan jutaan perhitungan untuk memastikan kontur bagian yang tepat. Dengan biaya beberapa juta dolar untuk mengembangkan dan menggunakan matematika eksklusif tingkat tinggi, mesin ini berjanji untuk melakukan operasi yang belum pernah terjadi sebelumnya dalam pemesinan logam. Kemajuan dalam komputer dan kecerdasan buatan akan membuat mesin CNC masa depan lebih cepat dan lebih mudah dioperasikan. Ini tidak akan murah, dan harga mesin CNC canggih akan berada di luar jangkauan banyak perusahaan. Namun, ini akan mengurangi harga mesin CNC dasar yang melakukan gerakan tiga sumbu asli.
Proses manufaktur
Otomasi adalah salah satu kekuatan pendorong utama manufaktur CNC. Karena manufaktur otomatis terus melangkah ke bidang industri dan penemuan baru datang, pemrograman CNC akan memainkan peran penting. Pemrogram CNC mengoperasikan mesin kontrol numerik komputer untuk memotong bahan seperti logam dan
Alat dan penggiling pemotong digunakan untuk mempertajam pemotong frais, mata bor, dan sejumlah alat pemotong lainnya. Penggilingan alat adalah subspesialisasi dari bidang teknologi penggilingan yang lebih besar, yang membutuhkan abrasive atau roda gerinda khusus untuk mengasah kembali alat mesin. P
Bagaimana Cara Menyiapkan Mesin Penggilingan CNC? Sebelum menjawab pertanyaan “Cara Menyiapkan Mesin Milling CNC” ini, ada banyak faktor yang harus dipertimbangkan. Apakah mesin itu mesin vertikal atau horizontal? Berapa banyak kapak yang dimiliki mesin? Berapa kapasitas menara alat? Bagaimana An
Kunci Mesin CNC Kunci mesin CNC adalah fungsi yang sangat berguna untuk menguji program cnc sebelum benar-benar membuat bagian. Dalam sumbu kunci mesin tetap diam pada posisinya, tetapi posisinya berubah dengan program pada tampilan, dengan cara ini masinis cnc dapat mengetahui masalah apa pun seb