Kiat Memilih CNC
Tidak seseram yang Anda bayangkan
Seperti kebanyakan arsitektur digital manufaktur, pengontrol numerik komputer (CNC) telah berkembang pesat dalam beberapa tahun terakhir, menghasilkan kecepatan pemrosesan yang jauh lebih tinggi dan menerapkan algoritme canggih, sementara pada saat yang sama menawarkan antarmuka pengguna yang lebih sederhana dan lebih intuitif. Jadi bagaimana memilih di antara berbagai jenis CNC? Perlu menyelesaikan satu? Dan bagaimana Anda akan memperkenalkan versi baru, atau CNC yang sama sekali baru?
Mari kita singkirkan satu masalah penting di awal:mungkin ada lebih banyak opsi daripada yang mungkin dipikirkan orang. Seperti yang dijelaskan Gisbert Ledvon, direktur pengembangan bisnis, peralatan mesin, untuk Heidenhain Corp., Schaumburg, Illinois, banyak orang berasumsi bahwa mereka hanya bisa mendapatkan kendali yang mereka lihat di demo mesin, atau apa yang disajikan oleh penjual. Tapi itu umumnya tidak terjadi. Dia mencontohkan DMG Mori, pembuat besar mesin-mesin canggih. “Anda dapat membeli mesin DMG dengan kontrol Heidenhain,” katanya, “[atau] mendapatkannya dengan Siemens, atau dengan FANUC. Mekanik, casting, sekrup bola, dukungan servis, dan sebagainya semuanya sama. ” Atau seperti yang dikatakan Paul Webster, manajer teknik CNC untuk FANUC America Corp., Hoffman Estates, Illinois:“Pembuat peralatan mesin memutuskan kontrol apa yang akan dijalankan [mesinnya]. Tetapi pengguna akhir sangat memengaruhi keputusan itu dengan menentukan apa yang mereka inginkan.”
Pertimbangan Kemudahan Penggunaan
Kemudahan penggunaan adalah pertimbangan utama dalam memilih CNC untuk banyak toko, mungkin karena tantangan untuk menemukan tenaga kerja terampil yang cukup. “Sebagian besar waktu,” kata Webster, “mereka menginginkan apa yang sudah mereka miliki di pabrik. Dan kembali ke tahun 70-an, 80-an dan awal 90-an, FANUC memiliki kontrol paling andal dan kontrol paling konsisten.” Meskipun ada beberapa perdebatan tentang bagaimana kontrol FANUC yang ramah pengguna (lebih lanjut tentang itu segera), mereka pasti ada di mana-mana. “Antarmuka pengguna FANUC telah berkembang lebih dari 40 tahun sejarah,” kata Webster. “Dan banyak pabrik masih memiliki kontrol FANUC 6M, 6T, dan 10T yang berusia lebih dari 30 tahun.” Ini juga menunjukkan fakta bahwa ada kontrol FANUC yang sesuai untuk hampir semua hal di pabrik yang membutuhkan CNC, apakah itu pengontrol gerakan untuk peralatan tambahan seperti konveyor, atau mesin press, pusat permesinan lima sumbu, atau Mesin pembubut indeks dengan delapan spindel independen, masing-masing menjalankan proses yang berbeda. “Mereka adalah jenis sistem kontrol yang berbeda, tetapi mereka semua bertindak dan merasa serupa,” jelas Webster. “Jadi orang yang menjalankan peralatan mesin dapat menggunakan peralatan tambahan dan menjalankannya, memecahkan masalah, dan melakukan perawatan tanpa masalah.”
Todd Drane, manajer penjualan regional untuk Fagor Automation –USA, Elk Grove Village, Illinois, juga berpendapat bahwa menstandarkan kontrol di berbagai area manufaktur akan membantu. Dan Fagor mengimplementasikan antarmuka pengguna yang sama dari aplikasi ke aplikasi. “Dengan Fagor Automation, jika Anda mempelajari CNC pembubutan kami, maka Anda juga mengetahui CNC penggilingan kami, karena menu dan metode pembuatan dan pelaksanaan programnya sama,” kata Drane. “Tentu saja pada mesin bubut Anda memanggil siklus kalengan yang berbeda dari pada penggilingan, tetapi metode dalam memanggilnya identik. Manfaat yang jelas adalah bahwa personel lantai toko Anda lebih dapat dipertukarkan dan serbaguna. ” Drane menambahkan bahwa Fagor juga telah mengembangkan CNC untuk berbagai aplikasi yang melampaui penggilingan dan pembubutan tradisional, untuk memasukkan "penggilingan, laser, router, waterjet, dan aplikasi kontrol gerak tujuan umum. Kami juga memiliki kemampuan untuk membuat editor, layar, halaman, dan rutinitas khusus di semua platform CNC kami dengan cepat dan mudah, oleh karena itu, apa pun yang dibutuhkan pelanggan, kami dapat menyelesaikannya.”

Baik Webster dan Drane menunjuk ke antarmuka pengguna, atau HMI (antarmuka manusia-mesin) sebagai pertimbangan utama. Tapi sebenarnya, HMI berbeda dari CNC, dan dalam beberapa kasus pembuat alat mesin melapisi HMI yang disesuaikan sendiri. Pembangun lebih cenderung melakukan itu untuk aplikasi khusus, seperti penggilingan, dan kadang-kadang mereka melakukannya untuk menciptakan apa yang mereka harapkan sebagai keunggulan kompetitif atas antarmuka yang lebih "generik". (Ledvon mencatat pengguna Heidenhain adalah pengecualian karena "seluruh antarmuka, keyboard, dan layar sentuh itu sendiri, selalu menunjukkan fungsionalitas Heidenhain. Kami tidak benar-benar memiliki siapa pun yang melapisinya, kecuali untuk beberapa siklus mereka sendiri.") Menjelajahi mereka variasi dan cara pembuatannya berada di luar cakupan artikel ini. Kami akan berkonsentrasi pada perbedaan antara apa yang ditawarkan oleh penyedia CNC utama.
Secara umum, kontrol FANUC di mana-mana yang kami referensikan sebelumnya menawarkan pemrograman kode M&G dari keyboard dan tidak terlalu mencolok. Bisa dibilang mudah digunakan karena “semua orang” tahu cara menggunakannya. Ketika sampai pada pemesinan lima sumbu, seorang insinyur membuat program pemesinan dengan paket CAD/CAM dan menggunakan pascaprosesor untuk menghasilkan kode M&G yang berjalan pada mesin. Pengguna tidak, dan umumnya masih tidak, memprogram kerja lima sumbu pada kontrol. Ledvon mengatakan dunia bergerak melampaui pendekatan mendefinisikan garis atau radius dalam bahasa abstrak. Kami beralih ke pemrograman percakapan dengan "instruksi yang lebih singkat dan jelas yang mengatakan 'Saya ingin menjalankan siklus pengeboran,' atau 'Saya ingin menjalankan siklus skiving.' Anda cukup menjawab beberapa pertanyaan dan kontrol melakukan sisanya untuk Anda. Di situlah kita sekarang. Ini akan menjadi lebih interaktif dan sederhana.” Dan—tidak mengherankan—pemrograman di mesin akan dilakukan melalui layar sentuh yang lebih besar dengan fitur seperti ponsel cerdas (seperti pinch-to-shrink dan touch-and-swipe) untuk menandai dan menyalin, dan seterusnya.
Perubahan ini sebagian didorong oleh generasi muda masinis yang memasuki lapangan, tetapi Ledvon mengatakan operator yang lebih tua juga menerapkan teknik ini, jika mungkin sedikit lebih lambat. “Dalam pengalaman kami, setelah tiga hingga enam bulan mereka biasanya tidak ingin kembali ke jalan lain,” katanya.
Heidenhain telah lama mengambil pendekatan percakapan, tetapi FANUC belum tidur. Ini memperkenalkan antarmuka layar sentuh yang lebih ramah yang disebut iHMI pada tahun 2016 dan telah meluncurkan peningkatan besar selama beberapa bulan terakhir. Misalnya, Jody Michaels, manajer penjualan nasional FANUC Amerika, mengatakan bahwa antarmuka sebelumnya membuat kalibrasi kinematik menjadi sangat sulit sehingga diperlukan ahli FANUC. Sekarang menjadi ikon di HMI. “Anda tinggal mengisi bagian yang kosong dan tekan cycle start,” jelas Michaels. “Jelas, Anda harus memastikan bahwa hal-hal seperti probe dan diameter stylus sudah diatur terlebih dahulu, tetapi sesederhana itu.”
FANUC juga telah memecahkan beberapa rutinitas probing, sehingga pengguna dapat menerapkannya tanpa harus melalui menu lama. Ini juga menambahkan kemampuan untuk mengimpor data alat (umpan, kecepatan, informasi pelapisan, dan deskripsi alat lainnya) dari sumber eksternal, yang merupakan praktik industri umum yang ditentang oleh FANUC.

Michaels juga mengatakan iHMI FANUC sekarang memungkinkan impor langsung geometri bagian aktual ke dalam program percakapan. “Kami tidak pernah memiliki kemungkinan untuk melakukan itu. Sekarang Anda dapat mengimpor file DXF atau IGES, atau model solid, sehingga Anda dapat memprogram tanpa harus menggambar bagian pada kontrol. Itu keberangkatan besar bagi kami.” Ledvon mengatakan kemampuan ini banyak digunakan di Eropa dan juga populer di Amerika Utara, terutama untuk suku cadang yang lebih sederhana dan di bengkel kerja menengah. “Memanfaatkan importir CAM untuk mengonversi file DXF atau IGES menjadi program yang dapat dikerjakan, tepat di kontrol, jauh lebih efisien daripada kembali ke orang CAD/CAM dan menunggu dalam antrean, karena dia harus memberi makan lima, enam , tujuh, delapan, atau sepuluh mesin.” Ledvon juga melihat ini sebagai cara untuk memberdayakan operator muda yang menganut pendekatan ini, dan berteori bahwa ini akan berkontribusi pada retensi yang lebih baik di seluruh industri.
Namun, Webster memperingatkan agar tidak membuat perubahan radikal pada antarmuka pengguna, menggunakan analogi bahwa mengganti pedal gas dan rem di dalam mobil akan menjadi bencana. “Kami ditarik ke dua arah, karena orang-orang dengan pabrik penuh FANUC tidak ingin berubah,” katanya. “Jadi kita perlu menjaga semuanya tetap sama. Tapi operator baru yang keluar dari sekolah terbiasa dengan smartphone dan hal-hal seperti itu, dan mereka ingin menggunakan layar sentuh dan menyederhanakannya. iHMI memungkinkan untuk beberapa gaya yang lebih baru itu tetapi tidak menarik kita begitu jauh dari antarmuka yang ada sehingga orang-orang panik.” Dia menambahkan bahwa sebagian besar mesin yang menjalankan FANUC CNC menggunakan FANUC HMI dengan hanya penyesuaian terbatas “untuk spesifikasi alat mesin, seperti layar perawatan dan hal-hal seperti alat pengubah atau bagian lain yang tidak ditentukan oleh CNC itu sendiri.”
Untuk bagiannya, Fagor telah menggabungkan kedua G-code dan sistem pemrograman percakapan pada CNC yang sama, “ditambah sistem CAD/CAM on-board, editor interaktif dan mode bantuan yang dikombinasikan dengan sentuhan mudah langsung ke manual langsung di lantai toko dari keyboard,” kata Drane. “Begitu programmer atau operator mempelajari dan memahami CNC ini, yang cepat dan seringkali dalam waktu kurang dari satu hari, kami kemudian menumpuk fitur teknologi baru tambahan di atas platform yang sama ini. Oleh karena itu, operator lantai toko hanya perlu mempelajari fitur teknologi baru pada platform yang sudah mereka kenal. Faktor kenyamanan terbukti dan kami melihat lebih banyak teknologi baru yang digunakan oleh operator.”
Presisi dan Pertimbangan Performa Lainnya
Selain kemudahan penggunaan, pertimbangan utama lainnya termasuk presisi pemesinan, kecepatan, dan keandalan. Heidenhain dan Fagor dikatakan sebagai satu-satunya pembuat kontrol yang dapat menyediakan seluruh sistem kontrol gerak. Seperti yang dikatakan Ledvon, “Anda mendapatkan penggerak dari kami, timbangan, enkoder, motor, dan kontrol. Membeli sesuatu dari pihak ketiga selalu meninggalkan sesuatu ketika Anda masuk ke akurasi mikro dan permukaan super selesai. ” Dia memuji posisi terdepan Heidenhain dalam industri pembuatan cetakan yang menuntut faktor ini, dan menambahkan bahwa "99 persen dari waktu," ketika pembuat peralatan mesin memilih kontrol Heidenhain, mereka menggunakannya untuk seluruh sistem. “Terkadang kami tidak menjual motornya,” kata Ledvon, “tetapi semua motor Siemens memiliki encoder Heidenhain.”
Webster menunjukkan bahwa semua kontrol FANUC “melakukan segalanya hingga nanometer. Kebanyakan timbangan tidak akurat mendekati nanometer. Hilangnya resolusi tidak di CNC. Itu pasti di sisi mesin, bukan di sisi kontrol. Produsen timbangan mengatakan timbangan mereka jauh lebih akurat daripada mesin mekanis, yang saya setujui. Dan orang-orang mesin mengatakan mesin mereka lebih akurat daripada workholding. Orang-orang pekerja mengatakan [perangkat mereka] lebih akurat daripada perkakas. Ini menetes ke bawah. Tetapi CNC bukanlah faktor pembatas sama sekali. Itu bahkan tidak dekat.” Dia menambahkan bahwa FANUC membuat motor dan encodernya sendiri, dan encoder motor memiliki hingga 32 juta pulsa per putaran. “Ketika Anda berbicara tentang menambah satu putaran sekrup bola menjadi 32 juta hitungan, itu banyak resolusi untuk dikerjakan.” Apa jawabannya? Bicaralah dengan pengguna yang Anda percayai dan dapatkan demo menyeluruh!
Beralih ke kecepatan, semua CNC teratas menggunakan CPU canggih dan lebih banyak memori untuk memproses program lebih cepat. Itu membuat hal-hal seperti pemesinan berkecepatan tinggi jauh lebih baik daripada tahun-tahun sebelumnya. Tapi selain lebih banyak kekuatan pemrosesan mentah, ada baiknya untuk mempertimbangkan apakah kontrol mengambil keuntungan dari metode pintar lainnya untuk meningkatkan efisiensi. Itu termasuk fitur seperti kontrol adaptif, yang secara otomatis menyesuaikan laju umpan berdasarkan beban pahat, dan penyetelan servo otomatis.
Yang terakhir sering mengandalkan ahli dari pembuat CNC. Tetapi CNC dari FANUC, Fagor, dan lainnya sekarang lebih baik dalam "memeriksa semua umpan balik pada semua drive dan motor dan menyetelnya ke pengaturan optimal secara otomatis," jelas Michaels. Itu dapat membuat peningkatan yang signifikan jika Anda telah menempatkan beban yang tidak biasa pada meja mesin Anda, atau telah mengubah pengaturan Anda.

Ledvon menyoroti dorongan Heidenhain untuk menambahkan fungsionalitas ke menu percakapannya. “Misalnya, jig grinding sekarang menjadi salah satu fitur kontrol. Kita bisa melakukan pocketing dengan trochoidal milling. Hal-hal yang biasanya Anda lakukan pada sistem CAM sekarang dapat dilakukan tepat di kontrol.” Tujuannya adalah untuk melakukan lebih banyak hal pada mesin lima sumbu dalam satu pengaturan. “Anda tidak harus beralih dari mesin lima sumbu ke penggiling jig untuk menggiling bagian tertentu dari bagian tertentu,” katanya. “Sekarang Anda dapat melakukan keduanya pada mesin lima sumbu karena multi-fungsi dari teknologi yang berbeda sekarang dapat dikelola dengan satu CNC.” Ledvon juga mengamati bahwa alat mesin yang baik dan stabil yang dilengkapi dengan timbangan Heidenhain "hampir seperti CMM dari sudut pandang akurasi, dan Anda setidaknya dapat melakukan pra-inspeksi pada mesin sebelum bagian tersebut terlepas." Ini adalah salah satu dari banyak cara alat mesin berfungsi sebagai "pusat saraf", dalam pandangan Ledvon, memberikan banyak informasi berguna ke pabrik.
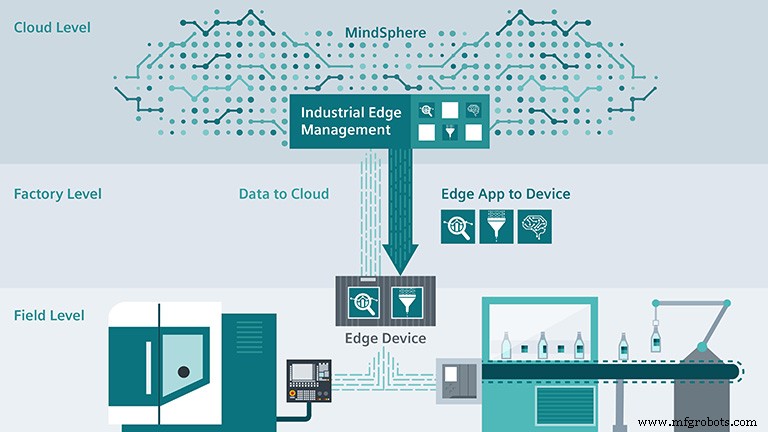
Tiansu Jing, manajer produk untuk Siemens Industry Inc., Elk Grove Village, Illinois, menawarkan sudut pandang yang berbeda:komputasi tepi. Komputasi tepi menyimpan sebagian besar perhitungan dan pemrosesan pada perangkat tepi dan bukan CNC, sementara mesin terus beroperasi secara real-time. “Di masa lalu, CNC yang berbeda berfokus pada aplikasi yang berbeda dan semua fitur terkait, termasuk perangkat keras, dikembangkan sesuai dengan pemasok kontrol,” jelasnya. “Banyak toko memilih kontrol khusus karena perbedaan ini.” Komputasi tepi memecah batas ini dan memperluas kemampuan CNC. “Dengan komputasi tepi, aplikasi yang berbeda dapat digunakan untuk menawarkan lebih banyak kinerja alat berat guna meningkatkan kualitas dan produktivitas pemotongan.” Jing menambahkan bahwa dengan menghubungkan CNC ke perangkat edge, server lokal, dan cloud, “ada kemungkinan bagi entitas yang berbeda untuk menawarkan keahlian mereka sendiri kepada pelanggan akhir melalui aplikasi di cloud.”
Pada poin terkait, Jing mengatakan “layanan jarak jauh menjadi lebih andal dan lebih murah. Dengan solusi kembar digital lengkap, yang tidak hanya mencakup CNC virtual tetapi juga mekanik mesin virtual, pembuat peralatan mesin, dan pemasok CNC dapat memiliki solusi komprehensif untuk menduplikasi apa yang digunakan toko mesin dan untuk memecahkan masalah pelanggan. Metodologi ini dapat secara signifikan mengurangi waktu henti yang disebabkan oleh masalah dan meningkatkan produktivitas pengguna akhir. Pada saat yang sama, ini akan secara dramatis mengurangi biaya layanan untuk pembuat mesin.”
Hal-hal yang Membuat Para Pakar CNC Tergila-gila
Ternyata penyedia CNC utama sering menemukan pelanggan mereka tidak sepenuhnya menggunakan teknologi luar biasa yang telah mereka bayar. Menurut Michaels, terus menggunakan metode waktu terbalik dalam pemesinan lima sumbu adalah contoh utama. “Kami akhirnya membuat orang menggunakan kontrol titik pusat alat, kontrol toleransi, dan fungsi kondisi pemesinan di mana Anda dapat mempercepat pengerjaan seadanya dan memperlambat penyelesaian secara mandiri dalam program ini,” katanya. “Tetapi telah memakan waktu bertahun-tahun dan masih ada orang yang meminta perangkat lunak CAM modern mereka untuk membuat program dengan kode waktu terbalik G93,” sedangkan metode yang lebih baru menghasilkan pemotongan yang lebih cepat dan penyelesaian yang lebih baik.
Ledvon mengatakan pengguna sering tidak memanfaatkan sepenuhnya siklus pemesinan terintegrasi dalam kontrol, yang bisa jauh lebih efisien dalam membuat suku cadang. Dia menawarkan contoh pelanggan yang lupa bahwa layar sentuhnya memiliki tombol panah kanan untuk mencapai siklus lain. Pelanggan ingin menambahkan siklus pengeboran ke programnya, jadi dia menggunakan perangkat lunak CAM-nya untuk membuat kira-kira 200 baris kode untuk melakukan hal ini, saat dia cukup menekan panah dan menjawab beberapa pertanyaan untuk membuat siklus pengeboran.
“Banyak orang berasumsi bahwa kontrol hanya melakukan apa yang dilakukan mesin lain setahun yang lalu, atau tiga tahun lalu,” ia mengamati, “dan bukan itu masalahnya. Itu sebabnya kami mendorong pelatihan.”
Webster mengatakan keengganan untuk merangkul pemrograman CAM modern mungkin merupakan penyumbang terbesar hilangnya produktivitas. Terkadang hanya kegagalan untuk menggunakan post-processor terbaru. “Ada fitur G-code bermanfaat yang tidak digunakan orang, baik karena mereka tidak tahu keberadaannya, atau sistem CAD/CAM mereka tidak mendukungnya,” jelasnya. “Kami masih melihat banyak orang memposting program dari sistem CAD/CAM mereka dengan G-1 langsung. [Mereka membuat] gerakan linier segmen garis yang sangat kecil, meskipun ada banyak teknik dan fungsi pemrograman baru. Banyak sistem CAM dan prosesor pasca tidak mutakhir seperti CNC di lapangan, namun CAD/CAM sangat murah saat ini dan lebih mudah digunakan.” Terkadang investasi terbaik adalah sepenuhnya menggunakan investasi yang telah Anda lakukan.
Jadi Apa yang Harus Didapatkan?
Saat memilih CNC, perhatikan model bisnis Anda dengan serius, saran Ledvon. “Untuk melakukan sebagian besar pekerjaan produksi dengan ukuran lot yang besar, dengan operator yang tidak begitu ahli, maka tentunya standarisasi pada suatu kontrol. Tapi saya tidak berpikir itu cara menghasilkan uang lagi. Untuk tumbuh menjadi segmen pasar baru, atau untuk mendapatkan bisnis dengan margin lebih tinggi dengan ukuran lot yang lebih kecil, Anda memerlukan fleksibilitas dalam pengaturan Anda.” Ini berarti mesin multi-fungsi dan kontrol terbaik untuk aplikasi yang diputuskan perusahaan untuk dijalankan. “Karena jika Anda terus membeli kontrol yang sama dengan toko di ujung jalan, satu-satunya cara Anda akan bersaing adalah pada harga. Anda perlu menemukan cara untuk membedakan diri Anda, dan itulah salah satu cara untuk melakukannya.”


