Perbedaan Antara Sudut Rake Positif dan Sudut Rake Negatif
Pemesinan adalah salah satu proses manufaktur subtraktif dimana kelebihan material dikeluarkan dari blanko yang telah dibentuk sebelumnya dalam bentuk chip untuk meningkatkan akurasi dan toleransi dimensi. Alat pemotong (atau pemotong) berbentuk baji digunakan untuk pemotongan bertahap dari lapisan demi lapisan bahan. Geometri, orientasi, dan material adalah tiga faktor terpenting yang memengaruhi kemampuan pemesinan dan kualitas produk. Geometri pemotong mencakup fitur penting dari ujung tombak dan permukaan yang relevan. Ini mencakup, namun tidak terbatas pada, sudut rake dalam arah yang berbeda, sudut jarak bebas dalam arah yang berbeda, radius tepi, orientasi tepi tajam, radius hidung, dll. Sistem penunjukan pahat yang berbeda menampilkan fitur tersebut secara standar.
Sudut penggaruk pemotong pada dasarnya menunjukkan kemiringan permukaan penggaruk. Karena permukaan rake adalah permukaan aliran chip, maka sudut rake juga menunjukkan arah aliran chip (dalam pemotongan ortogonal). Ini adalah salah satu parameter penting karena secara langsung atau tidak langsung mempengaruhi deformasi geser, arah aliran chip, gaya potong, konsumsi daya, kemampuan mesin, dll. Menurut definisi, sudut rake adalah sudut antara permukaan rake pemotong dan bidang referensi dan diukur pada bidang lain. Berdasarkan bidang di mana sudut ini diukur, itu mungkin memiliki nama yang berbeda, seperti penggaruk ortogonal (diukur pada bidang ortogonal), penggaruk samping (diukur pada bidang memanjang mesin), penggaruk belakang (diukur pada bidang melintang mesin), penggaruk maksimum (diukur pada bidang yang tegak lurus dengan garis master untuk garu), dll.
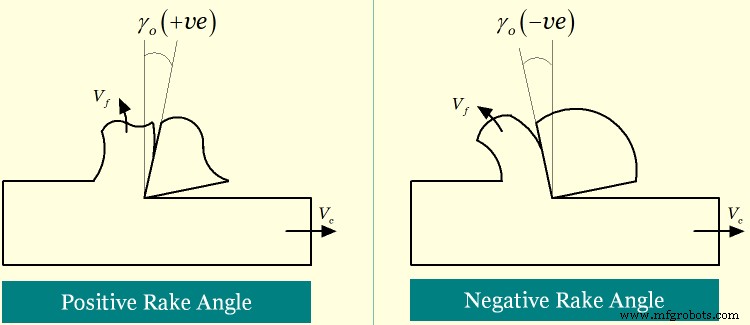
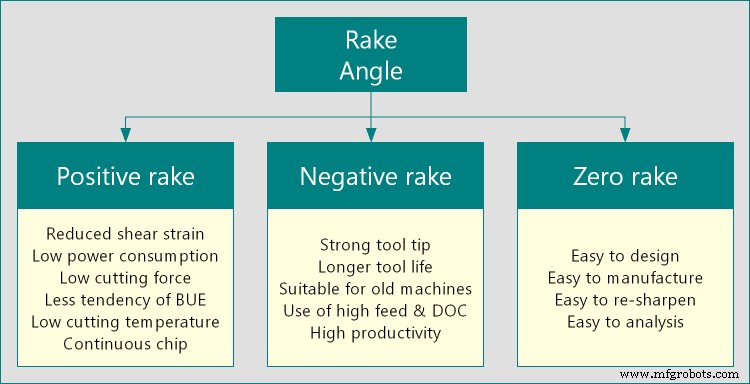
Terlepas dari bidang atau arah yang diukur, sudut rake bisa positif atau negatif atau bahkan nol. Konsep ini berkembang dari orientasi relatif permukaan rake terhadap bidang referensi tetap—dalam satu arah dianggap positif, ke arah lain dianggap negatif dan ketika mereka bergabung, sudut rake dianggap nol. Penggaruk positif terjadi ketika jumlah sudut baji dan sudut bebas di bawah 90° pada bidang tertentu. Ini menawarkan ujung tombak yang tajam dan dengan demikian dapat secara efisien memotong material dari benda kerja yang membutuhkan lebih sedikit tenaga. Sekarang jika jumlah sudut baji dan sudut jarak menjadi sama dengan 90° pada bidang tertentu, maka sudut rake menjadi nol . Demikian pula, ketika jumlah sudut baji dan sudut jarak bebas lebih dari 90° pada bidang tertentu, sudut rake menjadi negatif . Penggaruk negatif menawarkan tip alat yang lebih kuat dan dengan demikian meningkatkan masa pakai alat. Berbagai perbedaan antara penggaruk positif dan penggaruk negatif diberikan di bawah ini dalam format tabel.
Tabel:Perbedaan antara penggaruk positif dan penggaruk negatif
| Sudut Rake Positif | Sudut Rake Negatif |
|---|
| Sudut rake dianggap positif jika jumlah sudut baji dan sudut sayap kurang dari 90°. | Sudut penggaruk dianggap negatif bila jumlah sudut baji dan sudut sayap lebih besar dari 90°. |
| Penggaruk positif menawarkan irisan tipis. | Penggaruk negatif membuat baji lebih tebal. |
| Deformasi geser chip berkurang karena irisan tipis. | Baji yang lebih tebal menghasilkan deformasi geser yang tinggi pada chip. |
| Ini juga cenderung mengurangi ketebalan chip dan dengan demikian CRC tetap rendah. | Cenderung meningkatkan ketebalan chip dan dengan demikian CRC menjadi tinggi. |
| Gaya potong dan konsumsi daya selama pemesinan relatif lebih sedikit. | Dalam kondisi yang sama, ini membutuhkan gaya potong dan daya yang lebih tinggi. |
| CRC rendah, gaya potong rendah, dan daya rendah menunjukkan kemampuan mesin yang baik. | Kemampuan mesin buruk dengan penggaruk negatif. |
| Tips alat tidak terlalu aneh sehingga rentan terhadap kegagalan besar. | Ujung alat lebih kuat dan dengan demikian lebih kecil kemungkinan kerusakan mendadak. |
| Beban chip yang lebih tinggi tidak dapat diterapkan karena alat tidak dapat menahannya. | Pemuatan chip yang lebih tinggi dapat diterapkan dengan aman. |
| Penggaruk positif cocok untuk pemesinan material lunak dan ulet, seperti tembaga dan aluminium. | Penggaruk negatif baik untuk pemesinan material keras dan rapuh, seperti titanium, baja tahan karat. |
Konsep sudut panggul, sudut baji, dan sudut rake: Tampilan bagian dari baji alat pemotong menampilkan tiga sudut yang berbeda ini; Namun, tidak satupun dari mereka memiliki nilai tetap. Alat pemotong yang berbeda mungkin memiliki nilai sudut yang berbeda dan hal yang sama memainkan peran kunci pada kinerja pemesinan. Bidang referensi diasumsikan tegak lurus terhadap vektor kecepatan potong. Sudut antara vektor kecepatan potong dan permukaan sayap pahat potong disebut sudut sayap atau sudut bebas. Baji dihasilkan karena perpotongan antara permukaan garu dan permukaan sayap di sepanjang ujung tombak; dan sudut yang bersesuaian disebut sebagai sudut baji. Sekarang sudut antara permukaan rake dan bidang referensi disebut sebagai sudut rake. Sehubungan dengan bidang referensi, ketika permukaan rake berorientasi pada vektor kecepatan potong maka sudut yang sesuai dianggap positif; ketika permukaan rake berorientasi berlawanan dengan vektor kecepatan potong maka sudut yang sesuai dianggap negatif; dan ketika permukaan rake menyatu dengan bidang referensi maka sudut yang sesuai dianggap sebagai nol.
Ketebalan baji dan sudut penggaruk: Karena jumlah aljabar sudut rake, sudut flank dan sudut baji harus nol, jadi untuk sudut flank konstan, sudut baji akan lebih kecil dengan rake positif dibandingkan dengan rake negatif. Dengan demikian, penggaruk negatif menawarkan irisan yang lebih tebal, yang mampu mempertahankan gaya potong yang lebih tinggi.
Deformasi geser dan ketebalan chip: Selama pemesinan, pemotong memampatkan lapisan tipis material dan secara bertahap memotongnya. Akibatnya chip yang belum dipotong secara plastis berubah bentuk untuk menghasilkan chip dan kemudian mengalir di atas permukaan rake sebelum meninggalkan zona pemesinan. Deformasi geser juga meningkatkan ketebalan chip dari nilai yang belum dipotong. Kenaikan ini diukur dengan satu koefisien, yang disebut Chip Reduction Coefficient (CRC), yang didefinisikan sebagai rasio ketebalan chip terhadap ketebalan chip yang belum dipotong. CRC selalu lebih besar dari 1; namun, nilai yang lebih rendah selalu diinginkan. Pemotong dengan penggaruk negatif mengubah bentuk chip sebagian besar menghasilkan ketebalan chip yang lebih tinggi dan CRC yang lebih tinggi. Namun, pemotong dengan penggaruk positif memungkinkan aliran chip yang lancar di atas permukaan penggaruk yang pada akhirnya menghasilkan deformasi geser yang relatif lebih rendah dan CRC yang lebih rendah. Namun, dalam kasus apa pun CRC tidak boleh lebih rendah dari 1, kecuali pemotongan dalam skala mikro atau skala nano.
Kekuatan potong dan konsumsi daya: Semakin rendah daya potong yang dikonsumsi selama pemesinan bahan tertentu, semakin baik kinerja pemesinan. Meskipun gaya dan daya bergantung pada banyak faktor, sudut penggaruk juga memiliki pengaruh yang kecil. Karena deformasi geser yang lebih rendah dan CRC yang lebih rendah dengan rake positif, gaya potong yang diperlukan untuk menghilangkan area material tertentu jauh lebih rendah dibandingkan dengan pemotong yang memiliki rake negatif ketika semua kondisi pemesinan lainnya tetap tidak berubah.
Aspek kemampuan mesin: Machinability adalah indikasi seberapa mudah material kerja dapat dikerjakan dengan menggunakan alat potong tertentu dalam kondisi tertentu. Itu tidak dapat diukur dengan andal secara kuantitatif; hanya dapat dinilai secara kualitatif berdasarkan parameter lain termasuk deformasi geser, CRC, gaya potong dan daya, suhu pemotongan, bentuk dan warna chip, kecenderungan pembentukan BUE, kondisi permukaan mesin, dll. Secara keseluruhan, penggaruk positif cenderung menawarkan kemampuan mesin yang lebih baik.
Kekuatan cutting edge dan beban chip: Penggaruk negatif muncul lebih baik dalam kasus ini karena dilengkapi dengan irisan yang lebih tebal. Peningkatan ketebalan baji meningkatkan kekuatan ujung tombak dan dengan demikian dapat menopang beban yang lebih tinggi tanpa kegagalan. Baji yang lebih tipis, terkait dengan penggaruk positif, dapat pecah jika beban chip meningkat di atas batas tertentu; dan akibatnya, volume material yang lebih besar tidak dapat dipindahkan dalam satu lintasan (tingkat pemindahan atau produktivitas material lebih rendah). Ini juga dapat memiliki risiko kegagalan bencana di bawah getaran mesin atau pembebanan benturan, yang sering terjadi saat pemesinan bagian yang tidak simetris secara rotasi atau memotong benda kerja yang memiliki bahan yang tidak homogen.
Materi kerja yang sesuai: Karena penggaruk negatif dapat menahan gaya potong dan pembebanan benturan yang lebih tinggi, sehingga dapat diterapkan dengan aman saat memotong bahan yang keras dan rapuh seperti baja perkakas, baja tahan karat, titanium, dll. Bila komposisi bahan tidak homogen atau ada kemungkinan pembebanan benturan maka penggaruk negatif adalah pilihan yang lebih baik. Penggaruk positif bekerja dengan baik saat memotong bahan yang lebih lembut dan ulet seperti capper, aluminium, dll.
Perbandingan ilmiah antara sudut rake positif dan sudut rake negatif disajikan dalam artikel ini. Penulis juga menyarankan Anda untuk membaca referensi berikut untuk pemahaman topik yang lebih baik.
- Permesinan dan Peralatan Mesin oleh A. B. Chattopadhyay (1
pertama
edisi, Wiley).
- Perbedaan Antara Penggaruk Positif dan Penggaruk Negatif menurut perbedaan.minaprem.com.
- Sumber gambar:minaprem.com.


