Jenis Pola :Pola merupakan alat utama selama proses pengecoran. Ini dapat didefinisikan sebagai model apa pun, sehingga dibangun sehingga dapat digunakan untuk membentuk kesan yang disebut cetakan di pasir lembab atau bahan lain yang sesuai. Ketika cetakan ini diisi dengan logam cair, dan logam dibiarkan mengeras, membentuk reproduksi pola dan dikenal sebagai casting. Proses pembuatan pola disebut dengan pembuatan pola.
Jenis pola
Jenis pola dipilih untuk casting tertentu akan tergantung pada beberapa kondisi. Di antaranya, salah satunya adalah kemudahan atau kesulitan yang diantisipasi dari operasi pencetakan yang akan datang. Lainnya adalah apakah sejumlah kecil atau besar coran yang diinginkan, jenis proses pencetakan dan faktor-faktor lain yang mungkin memasuki situasi karena karakteristik khas pengecoran. Beberapa jenis pola yang lebih umum digunakan terdaftar dan dijelaskan di bawah ini :
Pola satu bagian
Pola belah
Cocokkan pola pelat
Cope dan tarik pola
Pola berpagar
Pola potongan longgar
Pola sapuan
Pola kerangka
Pola segmen
Pola cangkang
Pola bawaan
Pola kotak
Pola tertinggal
Pola kiri dan kanan
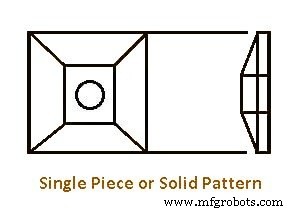
1. Potongan Tunggal atau Pola Padat
Jenis pola yang dibuat tanpa sambungan, bagian, atau potongan longgar dalam konstruksinya disebut pola tunggal atau pola padat. Pola potongan tunggal tidak pada bingkai atau pelat dan, oleh karena itu, kadang-kadang dikenal sebagai pola longgar. Pola ini lebih murah. Saat menggunakan pola seperti itu, pembuat cetakan harus memotong runner dan feeding gate dan risernya sendiri. Operasi ini membutuhkan lebih banyak waktu, dan mereka tidak direkomendasikan kecuali untuk produksi terbatas. Pola satu bagian biasanya digunakan untuk cetakan besar dengan bentuk sederhana.
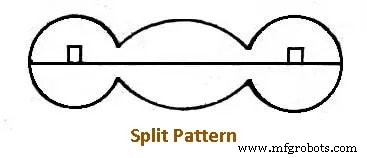
2. Pola Terpisah
Pola split – Banyak pola tidak dapat dibuat menjadi satu bagian karena kesulitan yang dihadapi dalam mencetaknya. Untuk menghilangkan kesulitan ini, dan untuk cetakan dengan desain yang rumit atau bentuk yang tidak biasa, pola split digunakan untuk membentuk cetakan. Pola-pola ini biasanya dibuat dalam dua bagian, seperti yang ditunjukkan pada Gambar, sehingga satu bagian akan menghasilkan bagian bawah cetakan, dan bagian lainnya, bagian atas.
Kedua bagian, yang mungkin atau mungkin tidak memiliki ukuran dan bentuk yang sama, ditahan pada posisi relatifnya yang tepat dengan menggunakan pin dowel yang diikat di satu bagian dan lubang pas di bagian lainnya. Permukaan yang terbentuk pada garis pemisah dua bagian, biasanya pada garis tengah pola, disebut permukaan perpisahan atau garis perpisahan. Ini juga akan menjadi bagian permukaan cetakan.
Kadang-kadang perlu untuk membangun pola untuk pengecoran rumit yang membutuhkan tiga atau lebih bagian, bukan dua untuk membuat pola yang lengkap. Jenis pola 1 ini dikenal sebagai pola multi-piece. Pola tiga bagian mungkin memerlukan penggunaan labu yang memiliki tiga bagian, meskipun dimungkinkan untuk mencetak beberapa jenis pola tiga bagian dalam labu dua bagian.
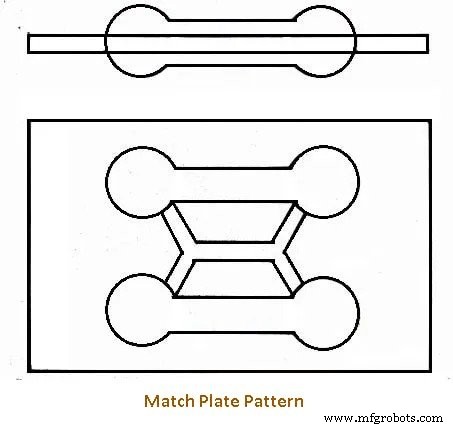
3. Cocokkan Pola Piring
Ketika pola split dipasang dengan satu setengah di satu sisi piring dan setengah lainnya berhadapan langsung di sisi lain piring, pola itu disebut pola pelat korek api. Satu pola atau beberapa pola dapat dipasang pada pelat korek api. Polanya terbuat dari logam, dan pelat yang membuat garis pemisah bisa berupa kayu atau logam.
Aluminium umumnya digunakan untuk pelat korek api logam. Pola untuk gerbang dan pelari diikat ke sisi tarik pelat pada posisi yang benar dari pelat korek api lengkap. Ketika cetakan semua pola digambar, dan bagian atas atau bagian atas cetakan cocok dengan sempurna dengan tarikan atau bagian bawah cetakan. Gerbang dan pelari juga diselesaikan dalam satu operasi.
Gambar menunjukkan piring seperti itu, yang di atasnya dipasang pola untuk dua halter kecil. Pola pelat korek api digunakan untuk memproduksi coran kecil dalam jumlah besar di mesin cetak yang memberikan produksi yang akurat dan cepat. Mereka mahal untuk dibangun, tetapi biaya awal dapat dibenarkan ketika jumlah produksi diinginkan.
4. Cope dan Drag Pattern
Dalam produksi coran besar, cetakan lengkap terlalu berat untuk ditangani oleh satu operator. Oleh karena itu, jenis pola mengatasi dan menyeret digunakan untuk memudahkan masalah ini ke operasi yang efisien. Pola dibuat menjadi dua bagian, dibagi pada garis sambungan yang nyaman, dan pola penahan dan gaya tarik terpisah dibuat dan dipasang pada papan pelat individual.
Pengaturan ini memungkinkan satu operator atau kelompok operator untuk mempersiapkan setengah dari cetakan sementara operator atau kelompok lain mengerjakan setengah lainnya. Distribusi tenaga kerja yang direncanakan ini meningkatkan produksi secara signifikan.
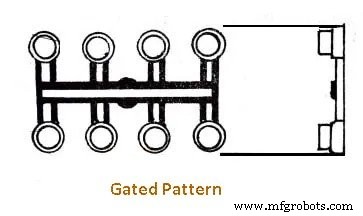
5. Pola Berpagar
Untuk menghasilkan pengecoran yang baik, perlu untuk memastikan bahwa pasokan penuh logam cair mengalir ke setiap bagian cetakan. Ketentuan untuk memudahkan aliran logam yang mengalir ke dalam cetakan disebut gating yang tidak dapat dibuat dengan operasi tangan untuk produksi volume tinggi terutama karena waktu yang terlibat.
Dalam produksi massal, sejumlah coran diproduksi dalam cetakan multicavity tunggal dengan menggabungkan sekelompok pola, dan gerbang atau pelari untuk logam cair dibentuk oleh bagian penghubung antara pola individu. Waktu yang biasanya dihabiskan oleh pembuat cetakan dalam memotong gerbang dan menggambar pola dihilangkan dengan pengaturan ini. Jenis pola dengan pembentuk gerbang yang melekat pada pola yang tepat disebut pola berpagar seperti yang ditunjukkan pada Gambar.
Pola berpagar dapat dibuat dari kayu atau logam dan digunakan untuk produksi massal coran kecil.
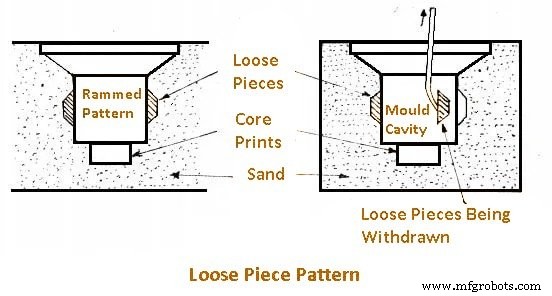
6. Pola potongan longgar
Beberapa jenis pola diproduksi sebagai rakitan potongan komponen lepas. Pola potongan longgar diperlukan ketika bagian tersebut sedemikian rupa sehingga polanya tidak dapat dihilangkan sebagai satu bagian, meskipun terbelah dan garis dibuat pada lebih dari satu bidang.
Dalam hal ini, pola utama biasanya dihilangkan terlebih dahulu. Kemudian bagian-bagian yang terpisah, yang mungkin harus diputar atau dipindahkan sebelum dapat dikeluarkan, dikeluarkan. Pola lengkap jenis ini biasanya membutuhkan lebih banyak perawatan dan lebih lambat untuk dicetak. Gambar 11.6 menunjukkan pola potongan longgar.
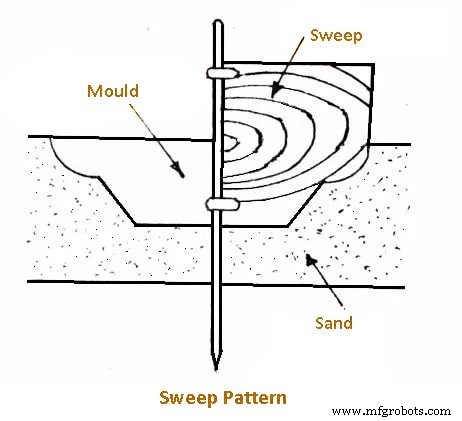
7. Pola Sapu
Cetakan dan inti simetris, terutama dalam ukuran besar, kadang-kadang dibentuk dengan pola sapuan. Pola sapuan Sapu terdiri dari papan yang memiliki bentuk yang sesuai dengan bentuk cetakan yang diinginkan dan diatur agar Cetakan berputar pada sumbu pusat seperti yang diilustrasikan pada Gambar.
Pasir ditabrak di tempatnya dan papan penyapu digerakkan di sekitar sumbu rotasinya untuk memberikan pasir cetakan bentuk yang diinginkan. Pola sapuan dan digunakan untuk membentuk bagian yang memiliki bagian melingkar. Sapu melengkung dapat digunakan untuk membentuk bagian cetakan untuk ketel besi tuang besar dan sapuan lurus untuk segala bentuk atau alur atau punggungan. Keuntungan utama dari jenis pola ini adalah menghilangkan konstruksi pola yang mahal.
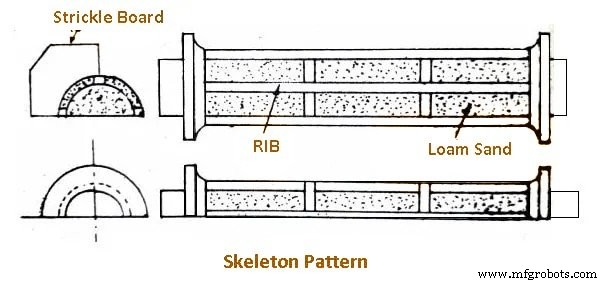
8. Pola Kerangka
Pola untuk coran yang sangat besar akan membutuhkan kayu dalam jumlah besar untuk pola penuh. Dalam kasus seperti pola kerangka seperti pada Gambar. dapat digunakan untuk memberikan kontur umum dan Ukuran coran yang diinginkan. Ini adalah konstruksi berusuk dengan sejumlah besar bukaan persegi atau persegi panjang di antara rusuk yang membentuk kerangka kerangka dari pola yang akan dibuat.
Kerangka diisi dan ditabrak dengan tanah liat, pasir atau lempung, dan papan tempel yang dikenal sebagai papan Stickle digunakan untuk mengikis pasir berlebih dari ruang di antara tulang rusuk sehingga permukaannya rata dengan bagian luar pola. . Biasanya dibuat dalam dua bagian:satu untuk penahan dan yang lainnya untuk seret.
Pipa tanah dan air, belokan pipa, badan katup, dan kotak adalah beberapa contoh coran yang dibuat dengan membuat pola kerangka.
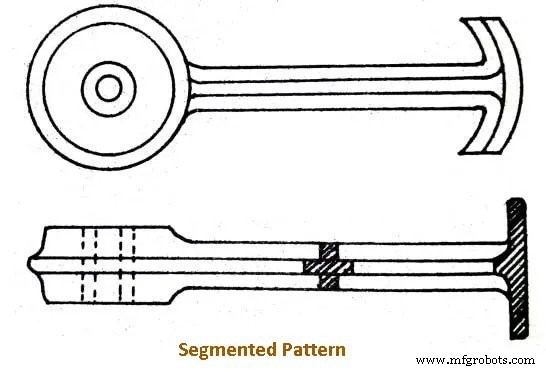
9. Pola Segmen
Pola segmen atau pola bagian umumnya diterapkan pada pekerjaan melingkar seperti cincin, pelek roda, roda gigi, dll. Mereka adalah bagian dari suatu pola yang disusun sedemikian rupa sehingga membentuk cetakan yang lengkap dengan dipindahkan untuk membentuk setiap bagian cetakan. Saat membuat cetakan menggunakan pola ini, spindel vertikal terpasang kuat di tengah labu seret (Gbr. 11.9).
Bagian bawah cetakan ditabrak dan disapu rata. Kemudian pola segmental diikat ke poros. Pasir cetakan dibenturkan di antara bagian luar pola dan labu, dan di bagian dalam, tetapi tidak di ujung pola. Setelah serudukan satu bagian, itu maju ke bagian berikutnya untuk serudukan; dan seterusnya, sampai seluruh batas cetakan selesai.
10. Pola Cangkang
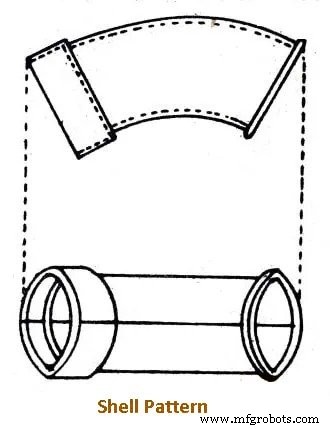
Pola cangkang digunakan sebagian besar untuk perlengkapan drainase dan pekerjaan pipa. Contoh tipikal ditunjukkan pada Gambar. Pola biasanya terbuat dari logam, dipasang pada pelat dan dipisahkan di sepanjang garis tengah, kedua bagian direkatkan secara akurat. Tikungan pendek ini biasanya dicetak dan dicor berpasangan. Pola cangkang adalah konstruksi berongga seperti cangkang dan bentuk luar digunakan sebagai pola untuk membuat cetakan, sedangkan bagian dalam digunakan sebagai kotak inti untuk membuat inti.
Kadang-kadang, pola dari seluruh bentuk pengecoran disebut pola cangkang, dan pola yang merupakan bentuk yang diperlukan di luar, tetapi memiliki bagian dalam yang dicoret disebut pola blok.
11. Pola Kotak
Dalam pola kotak, papan atau potongan kayu disatukan baik dengan lem, paku, atau sekrup sehingga pola dibuat seperti kotak. Metode ini tidak hanya menghemat kayu untuk pola besar tetapi juga membuat bobotnya lebih ringan. Konstruksi kotak digunakan dalam membuat banyak pola khusus untuk pengecoran yang memiliki garis luar biasa dan bentuk persegi panjang.
12. Pola bawaan
Sesuai dengan namanya, built-up pattern atau pola parted adalah jenis pola yang tersusun dari dua buah atau lebih. Pola untuk katrol khusus adalah segmen built-up dari strip kayu. Segmen-segmen ini dibuat dengan memotong potongan kayu dengan kelengkungan yang diperlukan, dan ketebalan yang diinginkan dibuat dengan menempelkannya berlapis-lapis.
Flensa juga dibuat serupa. Bangunan kadang-kadang diperlukan Pivot atau pasak karena sulit untuk membuat bentuk rumit pada balok kayu untuk membangun pola, tetapi lebih mudah untuk membangun bentuk dengan menempelkan atau menggabungkan potongan-potongan bilangan.
13. Pola Tertinggal
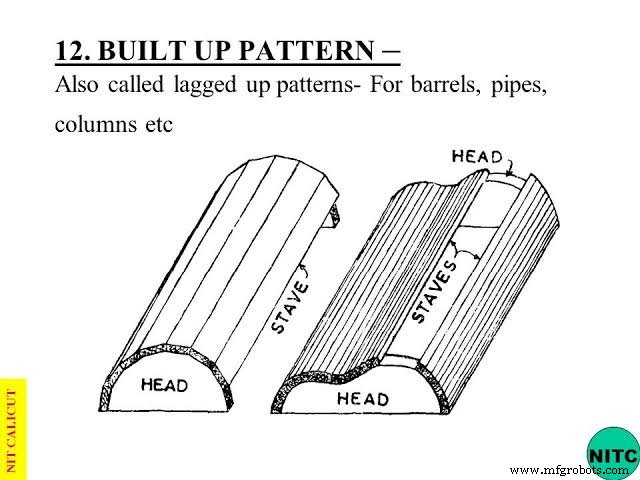
Pekerjaan Silinder seperti pipa silinder atau kolom dibangun dengan konstruksi lag atau stave yang menjamin kelanggengan bentuk. Lag atau Stave adalah potongan memanjang dari Perpisahan kayu yang dimiringkan di setiap sisi untuk membuat Sambungan kencang di luar, dan direkatkan dan dipaku atau Disekrup ke bagian ujung kayu yang disebut "kepala".
Ilustrasi pada Gambar. memperlihatkan tongkat-tongkat yang diikatkan pada kepala-kepala yang merupakan setengah poligon biasa, objeknya adalah membuat silinder atau tong yang akan dibelah membujur melalui bagian tengah. Konstruksi seperti itu memberikan kekuatan maksimum dan memungkinkan bangunan mendekati garis akhir atau pola sehingga hanya ada sedikit kelebihan stok yang harus dibuang untuk membawanya ke bentuk yang diperlukan.
14. Pola tangan kanan kiri
Banyak jenis pola yang diperlukan untuk dibuat berpasangan, dan ketika bentuknya sedemikian rupa sehingga tidak dapat dibalik dan memiliki pusat hub, bos, dll., berlawanan dan sejajar, mereka harus dibuat dengan tangan kanan dan kiri. . Gantungan 'J' untuk saluran poros overhead, kaki untuk mesin bubut pembubut kayu, atau bangku taman atau untuk mesin jahit jenis dayung, dan braket untuk rak bagasi di gerbong kereta api adalah beberapa contoh di mana sepasang pola tangan kanan dan kiri adalah yg dibutuhkan.
Dalam kasus seperti itu, pada banyak kesempatan, pembuat pola dilengkapi dengan gambar yang menunjukkan pengecoran tangan kanan atau kiri. Dari sini diminta untuk membuat peralatan pola untuk tangan kanan dan kiri. Hal ini sering menimbulkan kesulitan yang cukup besar terutama pada gambar yang lebih rumit mengenai perbedaan antara pola tangan kiri dan kanan.
Tanda kurung yang ditunjukkan di A pada gambar adalah contoh pola tangan kiri dan kanan. Akan terlihat bahwa satu-satunya variasi antara kedua pola ini adalah pada posisi buruknya. Namun, jika desain dapat dibuat dengan alas yang sama pada setiap sisi bagian vertikal gambar , kebutuhan akan dua pola akan dihilangkan.
Pola Logam
Jenis pola ini digunakan untuk produksi coran skala besar dan jarang diperlukan sebagai pola lepas. Saat pola dicetak, tidak perlu membuat sambungan atau segmen. Namun, metode pembuatannya rumit dan membutuhkan keterampilan yang luar biasa.
Pembuat pola harus dipraktekkan dalam pemotongan logam, finishing, dan metode fabrikasi selain teknik inspeksi. Pola logam, bila digunakan, biasanya dipasang pada satu atau kedua sisi pelat pola. Saat pola kecil, beberapa pola dapat dipasang di piring yang sama.
Penghasilan pola
Pola tidak dibuat dengan ukuran yang sama persis dengan casting yang diinginkan karena beberapa Alasan. Jenis pola seperti itu akan menghasilkan coran yang berukuran terlalu kecil. Oleh karena itu, kelonggaran harus diberikan untuk penyusutan, draft, penyelesaian, distorsi, dan rap.
1. Tunjangan Penyusutan
Saat logam mengeras dan mendingin, ia menyusut dan mengecil ukurannya. Untuk mengimbangi ini, pola dibuat lebih besar dari casting jadi dengan cara penyusutan atau penyisihan kontraksi. Dalam meletakkan pengukuran untuk pola, pembuat pola mengizinkannya dengan menggunakan aturan penyusutan atau kontraksi yang sedikit lebih panjang dari aturan biasa dengan panjang yang sama.
Misalnya, ketika membuat pola untuk singa tuang, pembuat pola menggunakan aturan susut berukuran sekitar 10 mm lebih panjang per meter daripada aturan konvensional karena besi tuang menyusut 10 mm per meter. Logam yang berbeda memiliki susut yang berbeda, oleh karena itu, ada aturan penyusutan untuk setiap jenis logam yang digunakan dalam pengecoran. Pola utama dari mana pola logam dicetak mungkin memiliki kelonggaran penyusutan ganda.
2. Draf Tunjangan
Ketika pola diambil dari cetakan, selalu ada kemungkinan melukai tepi cetakan. Bahaya ini sangat berkurang jika permukaan vertikal dari suatu pola sedikit meruncing ke dalam. Sedikit lancip ke dalam pada permukaan vertikal dari suatu pola dikenal sebagai draft.
Draft dapat dinyatakan dalam milimeter per meter di sisi, atau dalam derajat, dan jumlah yang dibutuhkan dalam setiap kasus tergantung pada 1) panjang Sisi vertikal (2) kerumitan pola, dan (3) metode pencetakan. Dalam kondisi normal, draft adalah sekitar 10 hingga 20 Draft mm per meter pada permukaan luar dan 40 hingga 60 mm per meter pada permukaan interior. Gambar menunjukkan bagaimana konsep disediakan dalam sebuah pola.
3. Tunjangan Mesin
Permukaan kasar dari coran yang harus dikerjakan dengan mesin dibuat dengan dimensi yang agak di atas yang ditunjukkan pada rancangan yang disediakan dalam suatu pola. Jumlah tambahan logam yang disediakan pada permukaan yang akan dikerjakan disebut kelonggaran penyelesaian mesin dan tepi permukaan ini ditunjukkan dengan tanda akhir V, atau F.
Jumlah yang akan ditambahkan ke pola tergantung pada (1) jenis logam yang akan digunakan, (2) ukuran dan bentuk pengecoran dan (3) metode pencetakan. Tunjangan penyelesaian standar (pemesinan ) untuk logam tuang yang berbeda dalam mm untuk cetakan tangan diberikan dalam tabel.
4. Penyisihan Distorsi atau Camber
Beberapa coran, karena ukuran, bentuk dan jenis logamnya, cenderung terbungkus atau terdistorsi selama periode pendinginan. Ini adalah hasil dari penyusutan yang tidak merata dan karena ketebalan logam yang tidak rata atau karena satu permukaan lebih terbuka daripada yang lain, menyebabkannya mendingin lebih cepat. Bentuk pola dengan demikian ditekuk ke arah yang berlawanan untuk mengatasi distorsi ini.
Fitur ini disebut distorsi atau kelonggaran camber. Sebagai contoh, casting berbentuk seperti huruf U akan terdistorsi dengan kaki divergen, bukan paralel. Ke mengimbangi kondisi ini, pola dibuat sedemikian rupa sehingga kaki menyatu tetapi saat casting mendingin setelah dikeluarkan dari cetakan, kaki diluruskan dan tetap sejajar.
Meskipun tidak ada distorsi dalam bentuk data yang dipublikasikan yang tersedia, kelonggaran distorsi berkisar dari kelonggaran penyelesaian standar hingga 20 mm ketika pengecoran besar dipertimbangkan.
5. Tunjangan Rap
Ketika pola diketuk dalam cetakan sebelum ditarik, rongga dalam cetakan sedikit meningkat. Dalam setiap kasus di mana coran harus seragam dan sesuai dengan pola, kelonggaran ketukan atau goyangan disediakan dengan membuat pola sedikit lebih kecil dari ukuran sebenarnya untuk mengimbangi ketukan cetakan.
Bahan Pola
Pemilihan bahan pola terutama bergantung pada faktor-faktor berikut.
Persyaratan layanan, misalnya kuantitas, kualitas, dan kerumitan pengecoran yaitu, ketebalan minimum yang diinginkan, tingkat akurasi dan penyelesaian akhir yang diperlukan.
Jenis produksi pengecoran dan jenis proses pencetakan.
Kemungkinan perubahan desain.
Jumlah casting yang akan diproduksi, yaitu kemungkinan repeat order.
Cara menjadi bahan motif yang bagus adalah :
Mudah dikerjakan, dibentuk, dan digabungkan;
Ringan;
Kuat, keras dan tahan lama, sehingga tahan terhadap keausan dan abrasi, terhadap korosi dan tindakan kimia;
dimensi stabil dalam segala situasi;
Mudah tersedia dengan biaya rendah;
Dapat diperbaiki dan digunakan kembali;
Mampu mengambil permukaan akhir yang baik.
Berbagai macam bahan logam yang memenuhi karakteristik ini adalah kayu dan produk kayu; logam dan paduan; plester; plastik dan karet; dan lilin.
Kayu :- Kayu adalah bahan yang paling umum untuk pola karena memenuhi banyak persyaratan di atas. Sangat mudah untuk bekerja dan tersedia. Kayu dapat kita potong dan fabrikasi menjadi berbagai bentuk dengan cara direkatkan, ditekuk, dan dilengkungkan; itu mudah diampelas ke permukaan yang halus, dan dapat diawetkan dengan lak, yang merupakan bahan finishing yang paling umum digunakan untuk pola kayu.
Logam :- logam digunakan ketika sejumlah besar pengecoran diinginkan dari logam atau ketika kondisi parah untuk pola kayu. Pola logam tidak berubah bentuknya saat mengalami kondisi lembab. Keuntungan lain dari pola logam adalah kebebasan dari pembungkus dalam penyimpanan.
Pola logam sangat berguna dalam pencetakan mesin karena akurasi, daya tahan, dan kekuatannya. Umumnya, pola logam itu sendiri dicetak dari pola kayu yang disebut pola induk. Saat pola logam akan dicetak dari pola induk, penyusutan ganda harus diizinkan.
Misalnya, jika pola logam terbuat dari kuningan dan pengecorannya dari besi tuang, penyusutan yang diperbolehkan pada pola induk kayu harus 14 mm per meter untuk kuningan, ditambah 10 mm per meter untuk besi tuang. , membuat total 24 mm mm m untuk pola termasuk besi cor baja kuningan aluminium , dan logam putih.
Besi tuang :- Besi tuang digunakan untuk beberapa jenis pola yang sangat khusus. Ini kuat, memberikan permukaan cetakan halus yang baik dengan tepi tajam dan tahan terhadap aksi pasir. Tapi besi cor untuk pola berat dan mudah pecah. Pola besi terlalu banyak berkarat dan membutuhkan tempat penyimpanan yang kering.
Kuningan :- Kuningan digunakan dalam pola, terutama jika pola logam berukuran kecil. Kuat, tidak berkarat, memiliki permukaan akhir yang lebih baik daripada besi tuang, dan mampu menahan keausan pasir cetakan. Tapi pola kuningan adalah lebih berat dari besi tuang. Inilah sebabnya mengapa mereka terbatas pada pola ukuran kecil.
Aluminium :- Aluminium mungkin adalah logam bulat terbaik karena meleleh pada a suhu yang relatif rendah, lembut dan mudah dikerjakan, ringan, dan tahan terhadap korosi. Aluminium, karena agak lunak, dapat rusak dengan penggunaan kasar.
Logam putih :- Logam putih tidak banyak digunakan untuk pola tetapi merupakan bahan terbaik yang dapat digunakan untuk membuat bentuk yang rumit dan halus. Paduan ini digunakan di sebagian besar produksi die-casting dan, oleh karena itu, sering disebut die-casting paduan. Mereka memiliki titik leleh yang rendah, sekitar 200 ° C, dan memiliki sedikit penyusutan yang cukup besar. Evaluasi komparatif dari logam-logam ini diberikan sebagai: Tabel 11.1.
Plastik :- Plastik sekarang menemukan tempatnya sebagai pola modern bahan karena tidak menyerap kelembaban, kuat dan dimensional stabil, tahan aus, memiliki permukaan yang sangat halus dan mengkilap, dan ringan. Karena permukaannya yang mengkilap dapat ditarik dari cetakan sangat mudah tanpa melukai cetakan, dan tidak ada perpisahan kering atau cair senyawa diperlukan. Selanjutnya, bahan plastik memiliki yang sangat rendah penyusutan padat.
Ketika pola plastik diperlukan, pola kayu pertama kali dibuat untuk berfungsi sebagai pola utama yang membentuk cetakan di mana resin plastik dituangkan. Cetakan ini dapat dibuat dari berbagai bahan termasuk: kayu, karet, plastik, logam atau plester paris, yang terakhir adalah yang paling banyak umum digunakan.
Dua jenis bahan plastik yang digunakan di toko pola, yaitu termoseting dan termoplastik. Dalam varietas termoset, resin epoksi telah menjadi sangat populer karena kualitas produksinya yang baik. Dari varietas termoplastik, yang cenderung menjadi lunak dan kemudian menjadi gas pada pemanasan, yang paling umum adalah busa polistiren. Bahan tersedia dalam kepadatan yang berbeda dalam bentuk berbusa atau diperluas. Itu bisa dengan mudah dibentuk, dikerjakan, dan dibuat dengan cara direkatkan untuk membentuk pola.
Karet :- Jenis karet tertentu, seperti karet silikon, disukai untuk membentuk jenis cetakan yang sangat rumit untuk pengecoran investasi. Bahan ini seperti resin epoksi, tersedia dalam dua bagian, pengikat dan pengeras. Ketika dua bagian, awalnya dalam bentuk cair, dicampur bersama, dituangkan di atas pola induk atau ke dalam cetakan, dan diawetkan, bentuk padat, yaitu pola, dihasilkan.
Plester :- Semen gipsum yang dikenal sebagai plester paris juga digunakan untuk: membuat pola dan kotak inti. Ini memiliki kekuatan tekan yang tinggi, misalnya, up hingga 300 kg/cm, dan dapat dengan mudah dikerjakan dengan perkakas kayu. Ketika bedak dan semen dicampur dengan air, itu membentuk massa plastik yang mampu dicetak ke dalam cetakan.
Plester juga dapat dengan mudah digunakan untuk menyiapkan papan lanjutan untuk pekerjaan pencetakan. Varietas eksklusif dari plester gipsum seperti Ultracal, Hydrocal, Hydrostone, dan toko pola Hydrocal, juga tersedia.
Pola plester gipsum dapat dibuat baik dengan langsung menuangkan bubur plester dan air ke dalam cetakan yang telah disiapkan sebelumnya dari pola induk atau dengan menyapunya ke dalam bentuk atau bentuk yang diinginkan dengan metode sapuan dan sapuan.
Lilin :- Pola lilin sangat baik untuk proses pengecoran investasi. Bahan yang umum digunakan adalah campuran dari beberapa jenis lilin, dan bahan tambahan lain yang berfungsi sebagai agen polimerisasi, stabilisator, dll. Lilin yang umum dipilih adalah lilin parafin, lilin lak, lilin lebah, lilin ceresin, dan lilin mikrokristalin. Sifat-sifat yang diinginkan dalam pola lilin yang baik meliputi kadar abu yang rendah (hingga 0,05 persen), tahan terhadap bahan pelapis utama yang digunakan untuk investasi, kekuatan dan kekerasan tarik tinggi, dan kekuatan las yang substansial.
Praktek normal membentuk pola lilin adalah dengan menyuntikkan lilin cair atau semi cair ke dalam split die. injeksi padat juga digunakan untuk menghindari penyusutan dan untuk kekuatan yang lebih baik.