Apa itu Rapid Prototyping – Definisi, Proses, Jenis, Teknik
Dalam artikel ini kita akan membahas tentang Prototipe Cepat , Teknik, Teknologi yang terlibat, proses lengkap dan aplikasinya. Mari kita mulai dengan definisi Rapid Prototyping.
Apa itu Rapid Prototyping?
Prototipe cepat (RP ) adalah nama paling umum yang diberikan kepada sejumlah teknologi terkait yang digunakan untuk membuat objek fisik langsung dari sumber data CAD. Metode ini unik karena menambahkan dan mengikat bahan berlapis-lapis untuk membentuk objek.
Sistem tersebut juga dikenal dengan nama fabrikasi aditif, pencetakan tiga dimensi, fabrikasi bentuk bebas padat (SFF) dan manufaktur berlapis. Teknologi aditif saat ini menawarkan keunggulan dalam banyak aplikasi dibandingkan dengan metode fabrikasi subtraktif klasik seperti penggilingan atau pembubutan.
Kemampuan teknik Rapid Prototyping dapat dicantumkan seperti di bawah ini :
Secara substansial mengurangi waktu pengembangan produk, melalui pembuatan model 3D yang cepat.
Tingkatkan komunikasi ( visualisasi ) dalam tim desain multidisiplin.
Atasi masalah peningkatan fleksibilitas &ukuran batch kecil, sambil tetap kompetitif ( manufaktur cepat ).
Prototipe Cepat Proses
Proses dasar
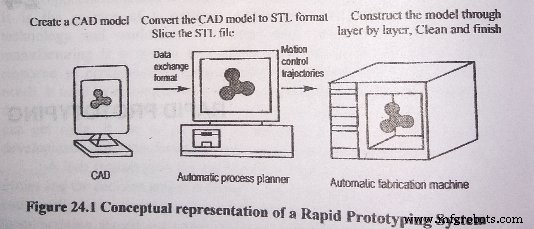
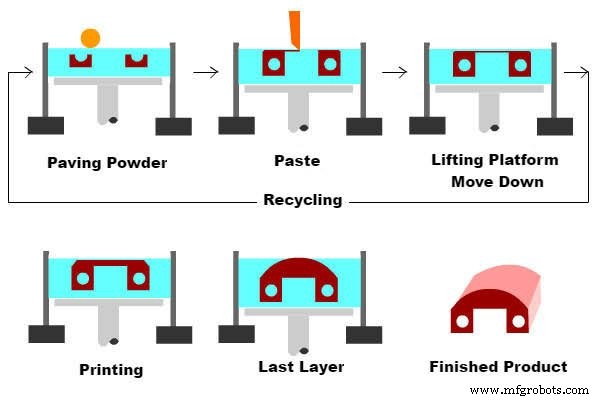
Meskipun ada beberapa teknik pembuatan prototipe cepat, semuanya menggunakan proses lima langkah dasar yang sama. Gambar di bawah menunjukkan representasi konseptual dari teknik RP. Langkah-langkahnya tercantum di sini di bawah:
Buat model desain CAD.
Mengonversi model CAD dari format STL
Iris file STL menjadi lapisan-lapisan penampang tipis
Buat model melalui lapis demi lapis
Bersihkan dan selesaikan modelnya
1. Buat model CAD dari desain
Pertama, objek yang akan dibangun dimodelkan menggunakan paket perangkat lunak Computer-Aided Design (CAD). Pemodel solid, seperti pro/ ENGINEER, cenderung mewakili objek 3-D lebih akurat daripada pemodel bingkai kawat seperti AutoCAD, dan karena itu akan menghasilkan hasil yang lebih baik. Perancang dapat menggunakan file CAD yang sudah ada sebelumnya atau mungkin ingin membuatnya secara jelas untuk tujuan pembuatan prototipe. Proses ini identik untuk semua teknik pembuatan RP.
2. Konversi model CAD ke format STL :
Berbagai paket CAD menggunakan sejumlah algoritma yang berbeda untuk mewakili objek padat. Untuk membangun konsistensi dalam format STL (stereolithografghy, teknik Rap pertama) telah diadopsi sebagai standar industri pembuatan prototipe cepat. Oleh karena itu, langkah kedua adalah mengubah file CAD menjadi format STL. Format ini mewakili permukaan tiga dimensi sebagai kumpulan segitiga planar, “seperti segi dari permata yang dipotong” .
File tersebut berisi koordinat simpul dan arah normal keluar dari setiap segitiga. Karena file STL menggunakan elemen perencana, mereka tidak dapat mewakili permukaan melengkung dengan tepat. Meningkatkan jumlah segitiga meningkatkan perkiraan, tetapi mengurangi biaya ukuran file yang lebih besar. File besar dan rumit memerlukan lebih banyak waktu untuk praproses dan pembuatan, sehingga perancang harus menyeimbangkan akurasi dengan pengelolaan untuk menghasilkan file STL yang berguna. Karena format file STL bersifat universal, proses ini identik untuk semua teknik pembuatan RP.
3. Iris file STL menjadi lapisan penampang :
Pada langkah ketiga, pra-pemrosesan memprogram file STL yang akan dibangun. Beberapa program tersedia , dan sebagian besar memungkinkan pengguna untuk menyesuaikan ukuran, lokasi, dan orientasi model. Orientasi bangunan penting karena beberapa alasan. Pertama, sifat prototipe cepat bervariasi dari satu arah koordinat ke arah lainnya.
Misalnya, prototipe biasanya lebih lemah dan kurang akurat dalam arah z (vertikal) pada bidang xy. Selain itu, orientasi bagian sebagian menentukan jumlah waktu yang dibutuhkan untuk membangun model. Menempatkan dimensi terpendek dalam arah z mengurangi jumlah lapisan, sehingga mempersingkat waktu pembuatan. Perangkat lunak pra-pemrosesan mengiris model STL menjadi beberapa lapisan dari tebal 0,01 mm hingga 0,7 mm, tergantung pada teknik pembuatannya.
4. Bangun model melalui lapis demi lapis:
Langkah keempat adalah konstruksi bagian yang sebenarnya. Menggunakan salah satu dari beberapa teknik (dijelaskan di bagian selanjutnya ) Mesin RP membangun satu lapisan pada satu waktu dari polimer, kertas atau logam bubuk. Kebanyakan mesin cukup otonom, membutuhkan sedikit campur tangan manusia.
5. Bersihkan dan selesaikan modelnya :
Langkah terakhir adalah pasca-pemrosesan. Ini melibatkan mengeluarkan prototipe dari mesin dan melepaskan dukungan apa pun. Prototipe mungkin juga memerlukan perawatan minor, pembersihan, dan permukaan. Pengamplasan, penyegelan, dan/atau pengecatan model akan meningkatkan penampilan dan daya tahannya.
Teknik Pembuatan Prototipe Cepat
Berbagai teknik RP dikembangkan. Mereka dapat diklasifikasikan dalam tiga kategori utama, tergantung pada bentuk bahan awal dalam proses RP:
Dasar cair
Berdasarkan solid, dan
Berbasis bertenaga
1. Teknologi Prototipe Cepat Berbasis Cairan
Dalam kategori ini, tiga metode RP akan dibahas :
Stereolitografi
Pengerasan tanah padat, dan pembuatan deposisi tetesan.
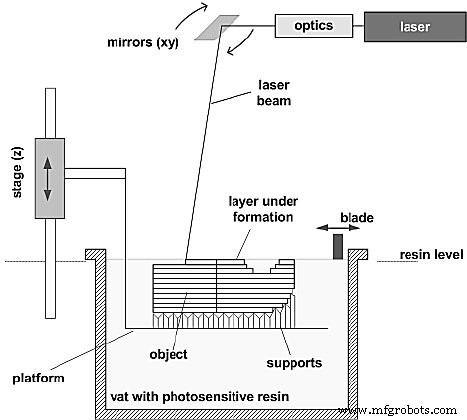
Stereolitografi
Stereolitografi adalah jenis teknologi pencetakan 3D yang digunakan untuk pembuatan model, prototipe, pola, dan bagian produksi lapis demi lapis menggunakan proses fotokimia di mana cahaya menyebabkan monomer dan oligomer kimia saling berikatan untuk membentuk polimer.
Stereolithography (SL) diperkenalkan secara komersial oleh sistem 3D Inc. (Valencia, CA) pada akhir 1987 berdasarkan proses yang dipatenkan yang awalnya dikembangkan oleh Mr. Charles Hull. Karena ini adalah teknik RP pertama, berbagai sistem saat ini tersedia secara komersial untuk industri.
Pengerasan Tanah Padat
Cubital limited telah mengembangkan sistem RP ini. Dalam proses ini, lapisan resin polimer cair disembuhkan dengan sinar ultraviolet. Hal ini dilakukan dengan mengekspos lapisan secara kilat atau banjir. Batas dan area paparan yang dihasilkan dengan mengembangkan pelat Masker kaca dengan deposisi elektrostatik toner hitam dengan penggilingan untuk memberikan dukungan datar untuk lapisan berikutnya. Ketika semua lapisan selesai, bagian prototipe dicuci untuk menghilangkan lilin yang larut dalam air. Resin fotopolimer kubital benar-benar sembuh selama fabrikasi setiap lapisan.
Manufaktur Deposisi Tetesan
Dengan menggunakan teknologi ini, tetesan logam dapat dihasilkan secara fleksibel dan dikontrol dengan tepat. Manufaktur komponen atau ingot perusahaan bersih berdasarkan tetesan logam yang dikontrol dengan tepat mendapatkan minat industri karena janji peningkatan kualitas komponen yang dihasilkan dari pemrosesan pemadatan yang cepat dan manfaat ekonomi yang terkait dengan komponen struktural dalam satu operasi terintegrasi.
2. Teknik Pembuatan Prototipe Cepat Berbasis Padat
Dalam kategori ini, dua metode RP akan dibahas:
Pembuatan objek berlaminasi, dan
Pemodelan deposisi fusi
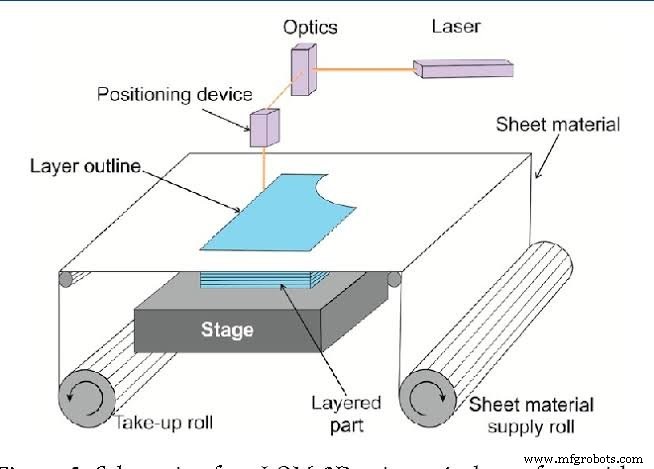
Pembuatan objek berlaminasi
Pembuatan objek berlaminasi adalah proses manufaktur aditif yang kurang dikenal yang melibatkan pelapisan lembaran bahan bangunan secara berurutan, mengikatnya dengan panas dan tekanan, lalu memotongnya menjadi bentuk yang diinginkan dengan pisau atau laser karbon.
Proses pembuatan objek terlaminasi (LOM) dari Helisys, Inc. (Torrance, CA) menggunakan bahan lembaran padat, biasanya kertas "tukang daging" yang diputihkan untuk membuat bagian prototipe. Dalam proses ini, mesin LOM secara otomatis menempatkan lembaran tipis material dari gulungan ke platform elevator.
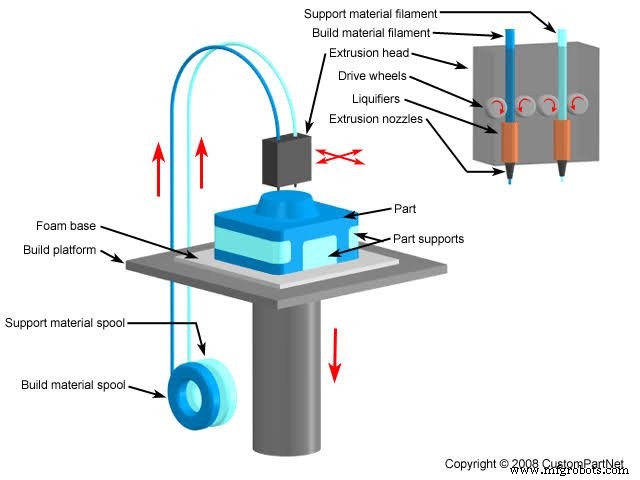
Pemodelan Deposisi Fused
Pemodelan pengendapan fusi (FDM) adalah teknologi yang menggunakan metode ekstrusi leleh untuk menyimpan filamen plastik termal dalam pola tertentu. FDM, seperti 3DP, memiliki printhead yang dapat bergerak sepanjang sumbu X dan Y di atas platform build.
Fused Deposition Modeling ( FDM ) adalah nama teknologi yang digunakan oleh sistem Commercial Rapid Prototyping (RP ) dari stratasys, Inc. (Minneapolis, MN). Sistem stratasys terutama ditargetkan untuk istilah pengembangan produk untuk digunakan selama tahap desain konseptual. Sistem ini menggunakan operasi sederhana. Bahan lembam dan kurangnya asap membuat proses FDM cukup kompatibel dengan lingkungan kantor.
3. Teknologi Pembuatan Prototipe Cepat Berbasis Bubuk
Dalam kategori ini, tiga metode Rapid Prototyping akan dibahas:
Sintering laser selektif
Pencetakan tiga dimensi dan
Pembentukan jaring rekayasa laser
Sintering Laser Selektif
Sintering Laser Selektif (SLS) sistem dari DTM Corporation (Austin, Texas) membangun bagian lapis demi lapis menggunakan laser untuk mengikat bahan bubuk ke dalam bentuk bagian yang diinginkan. Dalam proses ini, lapisan bubuk termoplastik tersebar. Kemudian menggunakan sinar laser daya tinggi, bagian yang dibutuhkan untuk model dilebur dan didinginkan. Roller kemudian menyebarkan lapisan berikutnya dan proses ini diulang.
Bubuk yang tidak terpusat melayani fungsi pendukung untuk fitur yang menjorok. Baru-baru ini, proses telah diperluas untuk menghasilkan bagian keramik dan logam. Proses ini membutuhkan sintering dalam tungku untuk ikatan lengkap. Prosesnya sederhana. Jangkauan materinya luas. Keterbatasan visual adalah bagian-bagiannya berpori dan oleh karena itu berguna hanya untuk Aplikasi tertentu.
Pencetakan Tiga Dimensi
Dalam proses ini, objek tiga dimensi dibuat dengan menerapkan pengikat secara selektif ke lapisan tipis bubuk, menyebabkan partikel bubuk saling menempel. Setiap lapisan dibentuk dengan menghasilkan lapisan tipis bubuk dan kemudian menerapkan pengikat padanya dengan mekanisme seperti ink-jet. Lapisan dibentuk secara berurutan dan melekat satu sama lain untuk menghasilkan objek tiga dimensi.
Tetesan pengikat yang tidak diinginkan disaring sebelum mencapai bubuk dengan mengubahnya secara elektrik di nosel dan kemudian membelokkannya dari aliran dengan menerapkan potensial ke elektroda yang terletak di bawah nosel. Setelah semua kemudian terbentuk, bubuk yang tidak terikat dihilangkan dan bagian tersebut dibakar dalam oven untuk menyembuhkan dan memperkuat.
Proses ini dapat digunakan untuk membuat bagian dalam berbagai macam bahan, termasuk keramik, logam, komposit logam-keramik dan polimer. Keterbatasannya adalah permukaan akhir yang tidak memadai dan porositas.
Pembentukan jaring rekayasa laser
Kekuatan teknologi ini terletak pada kemampuan untuk membuat bagian logam yang sepenuhnya padat dengan sifat metalurgi yang baik pada kecepatan yang wajar. Laser daya tinggi digunakan untuk melelehkan bubuk logam yang disuplai secara koaksial ke fokus sinar laser melalui kepala deposisi. Berbagai bahan dapat digunakan seperti baja tahan karat, tembaga, aluminium, dll. Yang menarik adalah bahan reaktif seperti titanium.
Sebagian besar sistem menggunakan bahan baku bubuk. Objek yang dibuat mendekati bentuk bersih, tetapi umumnya akan membutuhkan pemesinan akhir. Mereka sepenuhnya padat dengan struktur butir yang baik, dan memiliki sifat yang mirip dengan, atau bahkan lebih baik daripada bahan intrinsik. Aplikasi awal terkonsentrasi pada fabrikasi dan perbaikan alat cetakan injeksi dan fabrikasi titanium besar dan bagian logam eksotis lainnya untuk aplikasi luar angkasa.
Keterbatasan Pembuatan Prototipe Cepat
Sistem prototyping cepat belum dapat menghasilkan suku cadang dalam berbagai macam produk, dengan kecepatan tinggi. Namun demikian, semakin banyak aplikasi yang memanfaatkan fabrikasi aditif dan sekarang menggabungkan bagian-bagian yang dibuat langsung oleh proses RP. Saat ini, biasanya persyaratan ini adalah item bervolume rendah dengan geometri kompleks yang digunakan dalam aplikasi bernilai tambah tinggi seperti obat-obatan atau ruang angkasa.
Karena bahan dan teknologi telah meningkat, dan karena kemampuan telah dipahami secara lebih luas, manufaktur langsung telah menjadi area yang berkembang pesat dalam Rapid Prototyping.
Untuk mengatasi aplikasi yang lebih luas lebih cepat, RP juga sering digunakan sebagai titik awal untuk membuat proses fabrikasi konvensional lebih cepat, lebih murah dan lebih baik. Pembuatan prototipe cepat digunakan dalam dua cara untuk mencapai hal ini:Cetakan dapat dibuat secara langsung oleh sistem RP, atau bagian yang dihasilkan RP dapat digunakan sebagai pola untuk membuat cetakan melalui apa yang disebut proses tidak langsung atau sekunder.
Aplikasi Pembuatan Prototipe Cepat
Prototyping cepat digunakan untuk memodelkan produk baru dengan kecepatan yang sangat cepat. Jacob telah mengidentifikasi aplikasi Rapid Prototyping berikut :
Visualisasi
Verifikasi
Iterasi
Pengoptimalan
Fabrikasi
1. Visualisasi
Dalam model cetak biru dan CAD, visualisator memiliki beberapa kesulitan untuk mengidentifikasi beberapa fitur produk dengan benar. Hal ini berlaku khususnya bila produk mengandung lubang buta, jalan lintas interior yang rumit dan permukaan kurva majemuk, dll. Pembuatan prototipe cepat dapat mendeteksi semua fitur karena prototipe produk akhir tersedia untuk pemeriksaan dan pengambilan keputusan yang tepat.
2. Verifikasi
Insinyur dan manajer manufaktur dapat memeriksa karakteristik seperti regangan, kelelahan suhu operasional, dll. pada prototipe yang berfungsi penuh. Dengan demikian produk dapat diverifikasi sebelum masuk ke siklus produksi penuh.
3. Iterasi
Setelah prototipe dibuat, perancang dapat melakukan tes di dalamnya dalam batas fisik prototipe. Misalnya uji aliran dinamis fluida dapat dilakukan pada prototipe, bahan fotopolimer yang diawetkan. Jika masalah terdeteksi selama pengujian, geometri dapat dimodifikasi dalam model, RP baru dapat dibuat dan pengujian yang sama dapat dilakukan untuk penggunaannya.
4. Pengoptimalan
Optimasi Desain dapat memperbaiki situasi lebih lanjut. Teknologi RP memungkinkan desain untuk mengubah desain tanpa masalah. Setelah mencapai desain yang dapat diterima melalui RP Iteration, desainer memiliki kesempatan untuk hadir untuk mengoptimalkan desain dengan mengubah berbagai parameter produk dan menguji, mana yang terbaik.
5. Fabrikasi
Setelah prototipe yang dioptimalkan telah dikembangkan dengan menggunakan salah satu metode Teknologi RP, penting untuk membuat model uji fungsional (FTM). Karena model ini belum dibuat atau diuji, tidak diketahui apakah akan lulus persyaratan uji fungsional. RP dapat digunakan untuk melakukan uji fungsional pada FTM. Jika hasil pengujian memuaskan, peralatan adalah aktivitas pra-manufaktur dimulai.
Saya harap Anda menyukai artikel tentang Rapid prototyping ini – Ikhtisar lengkap termasuk definisi, teknik, teknologi, dan aplikasi.