Tungku Cupola – Suku Cadang, Prinsip Kerja, Aplikasi
Pada artikel kali ini kita akan membahas tentang Cupola Furnace, Bagian-bagian Cupola, Cupola Furnace Diagram, Zona-zona dalam Cupola, Operasi Cupola.
Tujuan utama di kubah adalah untuk menghasilkan besi dari komposisi keinginan, suhu dan sifat pada tingkat yang diperlukan dengan cara yang paling ekonomis. Selain itu, tungku ini memiliki banyak keunggulan yang berbeda dibandingkan jenis lainnya, misalnya kesederhanaan operasi , kontinuitas produksi dan peningkatan hasil ditambah dengan tingkat efisiensi yang tinggi.
Berbagai jenis tungku peleburan digunakan di toko pengecoran yang berbeda tergantung pada jumlah logam yang akan dilebur pada suatu waktu, dan sifat pekerjaan yang dilakukan di toko. Hanya tungku kubah digunakan dalam pengecoran untuk melelehkan pig iron pemurnian bersama dengan skrap dijelaskan di bawah ini.
Bagian dari tungku Cupola
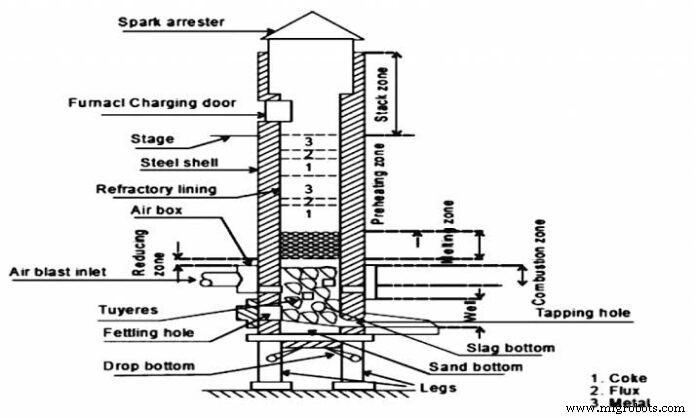
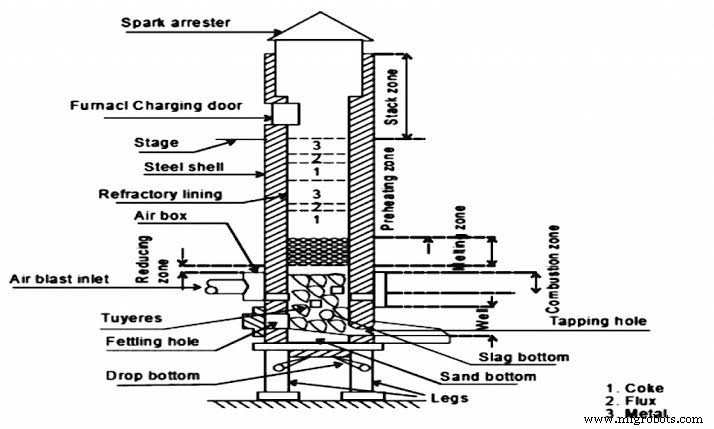
Tungku kubah terdiri dari lembaran baja silindris vertikal, setebal 6 hingga 12 mm, dan dilapisi di dalamnya dengan batu bata tahan asam atau asam. memadatkan tanah liat. Batu bata tahan api atau tamping clay yang digunakan terdiri dari silikon oksida asam (SiO2) dan alumina (Al2O3). Lapisan tersebut umumnya lebih tebal di wilayah bawah di mana suhu yang ditemui lebih tinggi daripada di wilayah atas.
Shell dipasang baik di atas fondasi pekerjaan batu bata atau pada kolom baja. Dalam susunan kolom baja, yang digunakan pada sebagian besar kubah modern, bagian bawah cangkang dilengkapi dengan pintu bawah-bawah yang melaluinya puing-puing, yang terdiri dari kokas, terak, dll. dapat dibuang pada akhir lelehan. Di kubah bawah, bagian bawah yang berfungsi dibangun dengan pasir cetak yang menutupi pintu jatuh.
Bagian bawah ini miring ke arah lubang sadap logam yang terletak di titik terendah di depan cungkup. Sebaliknyalubang ketuk . ini , dan agak di atasnya, ada lubang lain, yang disebut lubang terak , yang memungkinkan terak dikeluarkan.
Volume udara yang konstan untuk pembakaran diperoleh dari blower bermotor. Udara dibawa dari blower melalui pipa yang disebut pipa angin (air blast inlet), pertama ke jaket melingkar di sekitar cangkang yang disebut windbox dan kemudian ke dalam tungku melalui sejumlah bukaan yang disebut tuyeres yang disediakan pada ketinggian antara 450 hingga 500 mm di atas dasar kerja atau alas kubah.
Tuyeres . ini umumnya berjumlah 4, 6, atau 8 tergantung pada ukuran kubah dan mereka dapat dipasang dalam satu atau lebih jumlah baris. Luas total tuyere harus sekitar seperlima sampai seperenam dari luas penampang kubah di dalam lapisan setinggi tuyere. Biasanya tuyer memiliki ukuran 50x150 mm atau 100x300 mm. Tuyer tambahan kadang-kadang disediakan untuk meningkatkan efisiensi leleh.
Sebuah katup disediakan di pipa ledakan untuk mengontrol pasokan udara. Tergantung pada ukuran tungku cungkup, jenis besi yang dilebur, dan kekompakan muatan, tekanan udara dapat sangat dari 250 mm hingga 400 mm air untuk tungku berukuran kecil dan sedang dan dari 400 mm hingga 850 mm untuk tungku berukuran kecil dan sedang. tungku berukuran besar.
Pengukur volume terkadang dipasang untuk mengetahui volume udara yang lewat. Jumlah udara yang dibutuhkan untuk melelehkan satu ton besi tergantung pada kualitas kokas dan rasio kokas-besi. Latihan panjang membuktikan bahwa dibutuhkan sekitar 800 hingga 900 meter kubik udara untuk melelehkan satu ton besi dalam tungku cungkup, dengan asumsi bahwa rasio besi dan kokas digunakan 10 banding 1. Untuk rasio yang lebih rendah, volume udara yang lebih tinggi akan dibutuhkan.
Sebuah pintu pengisian disediakan melalui mana logam, kokas dan fluks dimasukkan ke dalam tungku, dan ini terletak 3 sampai 6 m di atas tuyeres, sesuai dengan ukuran kubah. Sebuah platform atau panggung besar biasanya mengelilingi kubah pada ketinggian sekitar 300 mm di bawah bagian bawah pintu pengisian.
Cangkang biasanya dilanjutkan selama 4,5 hingga 6 m, di atas pintu pengisian untuk membentuk cerobong asap. Di bagian atas tungku, tutup berbentuk kerucut yang disebut percikan ditangkap, mencegah percikan muncul ke luar. Percikan yang ditangkap mendinginkan percikan dan hanya asap yang keluar dari lubangnya. Kadang-kadang, tungku cungkup dapat dilengkapi dengan pengumpul, pemasang dan presipitasi untuk meminimalkan polusi atmosfer.
Zona di Cupola Furnace
Berdasarkan reaksi pembakaran, seluruh batang kubah dapat dibagi sebagai berikut:
Zona krus :- Ini adalah antara bagian atas tempat tidur pasir dan bagian bawah tuyeres. Besi cair terakumulasi di sini. Ini juga disebut sumur atau perapian .
Zona pembakaran atau pengoksidasi :- Letaknya biasanya 150 hingga 300 mmdi atas bagian atas dari tuyeres. Semua oksigen dalam ledakan udara dikonsumsi di sini karena pembakaran yang sebenarnya terjadi di zona ini. Jadi banyak panas yang dibebaskan dan ini disuplai dari sini ke zona lain.
Panas juga berkembang karena oksidasi silikon dan mangan. Karena panas yang tinggi ini, suhu menjadi 1550 ° hingga 1850 ° C, tetes cair besi tuang dituangkan ke dalam perapian. Reaksi kimia yang terjadi pada zona ini adalah :
C + O2 —–>CO2 + Panas
Si + O2 —–>SiO2 + Panas
2 Mn + O2 —–> 2 MnO2 + Kalor
Mengurangi zona :- Ini memanjang dari atas zona pembakaran ke atas tempat tidur kokas. Di zona ini, terjadi reduksi CO2 menjadi CO dan suhu turun menjadi sekitar 1200 °C di coke bed. Karena atmosfer pereduksi, muatan dilindungi dari pengaruh pengoksidasi. Reaksi yang terjadi pada zona ini adalah :
CO2 + C (kokas) —-> 2 CO-Panas
Zona leleh :- Itu dimulai dari lapisan pertama muatan logam di atas tempat tidur kokas dan memanjang hingga ketinggian 900 mm. Suhu tertinggi dikembangkan di zona ini untuk pembakaran sempurna kokas dan besi meleleh di sini. Suhu di zona ini sekitar 1600 °C. Pengambilan karbon yang cukup besar oleh logam cair juga terjadi di zona ini menurut reaksi berikut:
3 Fe + 2 CO—–>Fe3C + CO2
Zona pemanasan awal atau zona pengisian daya :- Mulai terbentuk di atas zona lebur dan meluas ke bagian bawah pintu pengisian. Zona pemanasan awal mengandung muatan kubah sebagai lapisan alternatif dari kokas, fluks dan logam dan mereka dipanaskan di sana pada suhu sekitar 1100 ° C sebelum sampai ke zona leleh.
Zona tumpukan :- Zona tumpukan memanjang dari atas zona pemanasan awal hingga puncak kubah. Ini membawa gas yang dihasilkan dalam tungku ke atmosfer.
Kapasitas Tungku Cupola
Output dari tungku cungkup didefinisikan sebagai ton logam cair yang diperoleh per jam panas. Kapasitas kubah (ukuran) bervariasi dari 1 hingga 15 ton (atau bahkan lebih) besi leleh per jam. Ukurannya tidak hanya bergantung pada luas penampang kubah, tetapi juga pada intensitas konsumsi kokas.
Tapi intensitas konsumsi kokas berarti ton kokas yang dibakar per m persegi luas penampang kubah dalam satuan waktu. Telah diamati bahwa 14 cm area rencana kubah membakar sekitar 1 kg kokas per jam. Diameter cungkup bervariasi dari 1 hingga 2 m dengan tinggi 3 hingga 5 kali diameternya.
Kupola Furnace Bekerja
Langkah-langkah berbeda yang terlibat dalam operasi tungku kubah adalah:
1. Persiapan kubah
Operasi pertama dalam menyiapkan tungku kubah adalah membersihkan terak dan menolak pada lapisan dan di sekitar tuyeres dari lari sebelumnya. Setiap bintik-bintik yang buruk atau batu bata yang rusak diperbaiki dengan campuran tanah liat api dan pasir silika atau ganister. Persiapan dasar pasir di cungkup dimulai segera setelah penambalan lapisan selesai.
Pintu bawah diangkat dan ditahan pada posisi ini dengan penyangga logam. Pasir bawah dimasukkan melalui pintu pengisian dan dibenturkan dengan baik di sekitar lapisan dan melintasi persimpangan pintu bawah. Lapisan pasir ini dibangun hingga ketinggian 100 hingga 200 mm di atas pintu besi cor.
Permukaan dasar pasir dimiringkan ke segala arah menuju lubang sadap sehingga logam cair dapat terkuras seluruhnya dari cungkup setiap saat. Sebuah lubang dengan diameter sekitar 35 mm disediakan untuk menghilangkan terak, dan lubang keran dibentuk di sekitar pola kayu dengan diameter sekitar 20 mm. Kubah harus benar-benar kering sebelum menembak.
2. Menembak kubah
Dalam pembakaran tungku kubah, api kayu bakar dinyalakan di dasar pasir. Ini harus dilakukan 2,5 hingga 3 jam sebelum logam cair diperlukan. Di atas kayu bakar, tempat tidur coke dibangun. Ketika kayu terbakar dengan baik, kokas dibuang ke dalam sumur dari atas dalam beberapa bagian untuk memastikan bahwa kokas juga mulai terbakar.
Kokas ditambahkan ke tingkat sedikit di atas tuyeres dan semburan udara dihidupkan pada tingkat hembusan yang lebih rendah dari normal untuk menyalakan kokas. Segera setelah bintik-bintik merah mulai muncul di atas tempat tidur bahan bakar, kokas tambahan dimasukkan ke dalam kubah untuk mencapai ketinggian 700 hingga 800 mm di atas barisan atas tuyeres.
Tempat tidur kokas harus benar-benar panas sebelum habis ke ketinggian akhirnya. Ketinggian coke bed ditentukan dengan menggunakan batang pengukur yang telah disiapkan untuk menunjukkan jarak dari ambang pintu pengisian ke bagian atas coke bed. Lapisan kokas yang berada di dasar pasir sebelum memulai panas disebut muatan dasar (bed charge). Jumlah kokas di tempat tidur tergantung pada tekanan udara yang disuplai ke kubah.
Ketinggian tempat tidur atau coke-bed sangat penting untuk operasi kubah; itu mempengaruhi suhu, laju leleh, dan komposisi kimia. Hal-hal lain dianggap sama, tempat tidur rendah akan menghasilkan logam yang lebih dingin daripada yang tinggi.
3. Mengisi kubah
Segera setelah tempat tidur kokas dibangun ke ketinggian yang benar dan dinyalakan secara merata di seluruh bagian, lapisan besi kasar, kokas, dan fluks (batu kapur) bergantian diisi dari pintu pengisian sampai kubah penuh. Scrap yang sesuai juga ditambahkan bersama dengan pig iron, untuk mengontrol komposisi kimia dari besi yang dihasilkan. Proporsi potongan ini biasanya 25 sampai 50 persen dari total berat logam yang dituangkan.
Ketika potongan baja yang cukup besar digunakan bersama dengan pig iron, sejumlah kecil, katakanlah dari 2 hingga 4 persen ferro-mangan digunakan sebagai deoxidizer. Berat muatan logam harus dari 10 hingga 15 persen dari keluaran kubah per jam. Tujuan penambahan fluks adalah untuk menghilangkan kotoran dalam besi, dan untuk melindungi besi dari oksidasi, untuk mengurangi titik leleh terak, dan untuk meningkatkan fluiditasnya agar mudah dibuang. Selain batu kapur, fluorspar dan soda ash juga terkadang digunakan sebagai bahan fluks.
Jumlah batu kapur yang dibutuhkan mungkin 30 sampai 40 kg per ton besi yang dicairkan atau 25 persen dari berat kokas yang diisikan. Rasio antara logam yang meleleh dan muatan kokas tergantung pada sejumlah besar faktor. Jadi tidak mungkin memberikan rekomendasi yang pasti untuk rasio ini yang dapat dicapai pada kelas pekerjaan yang berbeda. Tabel 11.11 diberikan hanya sebagai panduan dan menunjukkan praktik rata-rata yang baik di industri. Lebih umum itu disimpan 10:1. Ini berarti bahwa 1 ton kokas diperlukan untuk melelehkan 10 ton besi.
4. Perendaman besi
Setelah kubah terisi penuh hingga pintu pengisian daya, muatan akan terendam dalam panas selama sekitar 45 menit. Muatan dipanaskan secara perlahan karena semburan udara dijaga pada laju tiupan yang lebih rendah dari biasanya (praktis ditutup) selama waktu ini. Hal ini menyebabkan besi menjadi basah kuyup.
5. Ledakan udara
Pada akhir periode perendaman, full blast diaktifkan. Sebelum menyalakan ledakan, bukaan tuyere dan lubang sadap tetap tertutup. Setelah ledakan berlangsung selama beberapa menit, katakanlah sekitar 10 menit, logam cair mulai menumpuk di perapian. Ketika logam di kubah mulai meleleh, laju pengisian harus sama dengan laju peleburan, sehingga tungku tetap penuh sepanjang panas. Pada akhir peleburan, pengisian dihentikan tetapi semburan terus berlangsung sampai semua logam meleleh.
6. Tapping dan slagging
Ketukan pertama dapat dilakukan 40 hingga 50 menit setelah semburan udara penuh dihidupkan. Selama periode ini, logam yang cukup dikumpulkan di perapian di atas lapisan pasir. Ketika terak terakumulasi di dalam sumur, lubang terak dibuka dan terak dialirkan, sebaiknya ke dalam bogie untuk memudahkan pemindahan. Logam cair dikumpulkan dalam sendok dan dibawa ke cetakan untuk dituang. Prosedur yang sama diulang sampai semua logam meleleh dan operasi selesai.
7. Menutup kubah
Ketika operasi selesai, ledakan dimatikan dan penyangga di bawah pintu bawah dirobohkan sehingga pelat bawah berayun terbuka. Hal ini memungkinkan sisa kubah untuk jatuh ke lantai atau ke dalam ember. Mereka kemudian dipadamkan dan dikeluarkan dari bawah kubah.
Umumnya, kubah dijalankan terus menerus seperti tanur tinggi, tetapi bekerja hanya untuk periode yang mungkin diperlukan. Di banyak pengecoran, periode pelelehan tidak melebihi 4 jam, tetapi kubah dapat dioperasikan terus menerus selama 10 jam atau lebih.
Efisiensi tungku Cupola
Efisiensi termal atau leleh kubah dalam persen dinyatakan sebagai:
(Panas yang digunakan dalam pemanasan awal, peleburan dan pemanasan berlebih ) / (Potensi panas dalam kokas + panas dari oksidasi Fe, Si, Mn + panas dalam ledakan udara ) x 100
Efisiensi tungku kubah bervariasi dari 30 hingga 50 persen tergantung pada
1. Laju kokas atau rasio kokas dinyatakan sebagai kebalikan dari rasio logam-bahan bakar dalam persentase, 2. Tingkat ledakan, dan 3. Rata-rata ukuran kokas.
Kebutuhan udara untuk Cupola Furnace
Untuk pembakaran sempurna bahan bakar dalam tungku kubah, sekitar 8,4 m3 udara diperlukan per kg kokas pada tekanan dan suhu atmosfer normal. Jika rasio makanan untuk kokas diisi 10:1, yang dianggap sebagai angka yang memuaskan, kokas yang dibutuhkan per ton besi akan menjadi 1000/10 kg, yaitu 100 kg. Jadi, volume udara yang dibutuhkan per ton lelehan adalah>
8,4 x 100 =840 m3.
Untuk memungkinkan terjadinya kebocoran dan lain-lain, udara yang disuplai umumnya sedikit berlebihan yaitu sekitar 900 cu m per ton besi.
Dimensi Tungku Cupola
Dimensi utama kubah dipilih berdasarkan data empiris. Jadi, luas penampang A. dari kubah tergantung pada keluaran per jam yang dirancang dan ditentukan dari rumus:
A =d^2/4 =Q/Q1 m^2
Dimana d =diameter kubah di ruang bersih , m, Q =keluaran kubah yang dirancang, ton per jam, Q2 =keluaran spesifik per m persegi luas penampang, ton per jam. Sebagai aturan, Q1 =6 hingga 8 ton per jam.
Ketinggian kubah yang berguna (jarak dari sumbu tuyeres utama ke tepi bawah lubang pengisian) tergantung pada diameter dan dirancang sesuai dengan rasio H:d =dari 3 hingga 5.
Tinggi tungku kubah secara langsung mempengaruhi laju leleh , konsumsi bahan bakar dan suhu dan kualitas logam cair . Jika terlalu tinggi kokas dapat hancur saat muatannya turun; jika terlalu rendah logam tidak dipanaskan sampai tingkat yang cukup, draft berkurang dan output kubah menurun.
Diameter dalam cupola menentukan jumlah coke yang dikonsumsi dan jumlah zat besi meleleh per satuan waktu. Ditemukan bahwa 14 cm? area rencana kubah membakar sekitar 1 kg coke per jam. Jadi, sebuah kubah yang memiliki kapasitas 3 ton per jam akan membutuhkan (3×100) atau 300 kg kokas per jam, dengan asumsi rasio logam-bahan bakar 10:1. Oleh karena itu, luas kubah akan sama dengan (14×300) atau 4200 cm². Diameter dalam kemudian menjadi
Akar kuadrat dari (4200×4)/
=73cm (perkiraan)
Biaya Tungku Kupola
Jika produk dengan kualitas seragam diinginkan, pertimbangan yang cermat harus diberikan pada biaya kubah. Biasanya, beberapa tingkatan pig iron dan scrap tersedia untuk pengecoran. Untuk mencapai komposisi yang diinginkan dari logam cor, nilai ini perlu disesuaikan dan dikendalikan. Karena berbagai elemen dalam logam mengalami perubahan kimia selama operasi peleburan ulang, kelonggaran harus diberikan untuk kehilangan atau keuntungannya saat mengisi muatan. Kerugian atau keuntungan dari berbagai elemen adalah sebagai berikut.
1. Karbon : Logam cair mengambil karbon saat melewati kokas pijar yang membentuk lapisan. Dengan kondisi leleh yang terkontrol dengan baik, keuntungan sebesar 0,15 persen dapat diharapkan. Sementara kandungan karbon dari logam meningkat karena penyerapan karbon dari kokas, hal yang sama mengalami sedikit kerugian karena oksidasi.
2. Silikon : Silikon mengalami kerugian akibat oksidasi saat tetesan besi cair menetes melewati tuyer. Kerugiannya mungkin 10 persen dari silikon yang ada dalam muatan.
3. Mangan : Mangan juga memiliki kecenderungan untuk hilang bersama dengan silikon selama pencairan. Kerugiannya mungkin sekitar 15 sampai 20 persen dari mangan yang ada dalam muatan.
4. Belerang : Belerang diambil dari kokas, skrap dan fluks, dll. Umumnya, perolehan kandungan belerang diasumsikan sekitar 0,03 hingga 0,05 persen. 5. Fosfor : Praktis tidak ada kerugian atau keuntungan dalam kandungan fosfor.
6. Besi : Besi itu sendiri juga cenderung teroksidasi dan hilang, tetapi kehilangan yang cukup kecil, dapat diasumsikan sekitar 3 sampai 4 persen.
Ini semua tentang tungku kubah, zona, operasi, dan bagiannya. Semoga Anda menyukai artikelnya. Silakan berikan tanggapan Anda di komentar di bawah.