22 Jenis Pengoperasian Mesin Bubut [Panduan Lengkap]
Dalam artikel ini, Anda akan mempelajari tentang berbagai jenis operasi mesin bubut yang dilakukan pada mesin bubut.
Operasi Mesin Bubut
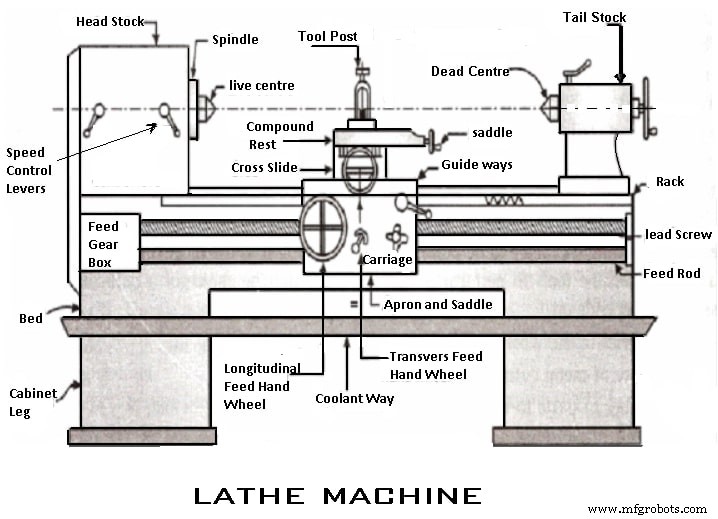
Mesin bubut adalah mesin yang memutar benda kerja pada suatu sumbu untuk melakukan operasi yang berbeda seperti pembubutan, pembubutan, pembubutan lancip, knurling, grooving, perpisahan, pemotongan ulir, reaming, dll.
Mari kita bahas semua pengoperasian mesin bubut satu per satu sebagai berikut.
Untuk melakukan operasi mesin bubut yang berbeda pada mesin bubut, benda kerja dapat didukung dan digerakkan oleh salah satu metode berikut:
- Benda kerja dipegang di antara pusat dan pahat yang digerakkan oleh pembawa dan pelat penahan.
- Benda kerja dipegang pada mandrel yang ditopang antara pusat dan digerakkan oleh pengangkut dan pelat penangkap.
- Dipegang dan digerakkan oleh chuck dengan ujung lainnya ditopang pada bagian tengah tailstock.
- Dipegang dan digerakkan oleh pencekam atau pelat muka atau pelat sudut.
Metode memegang pekerjaan di atas dapat diklasifikasikan di bawah dua judul:
- Benda kerja dipegang di antara pusat.
- Benda kerja dipegang oleh chuck atau perlengkapan lainnya.
Jenis Operasi Mesin Bubut
operasi mesin bubut diklasifikasikan ke dalam tiga kategori utama dan adalah sebagai berikut.
Berikut ini adalah Operasi mesin bubut dilakukan dengan memegang benda kerja di antara pusat atau dengan chuck:
- Operasi Pembalikan
- Pembalikan Polos atau Lurus
- Blok Kasar
- Memutar Bahu
- Pembalikan Lancip
- Pembalikan Eksentrik
- Operasi Menghadapi
- Operasi Chamfer
- Operasi Knurling
- Operasi pemotongan benang
- Operasi Pengarsipan
- Operasi Pemolesan
- Operasi Grooving
- Operasi Pemintalan
- Gulungan Musim Semi
- Membentuk
Operasi mesin bubut yang dilakukan dengan menahan pekerjaan dengan chuck atau pelat muka atau pelat sudut adalah:
- Pengeboran
- Memperbesar
- Membosankan
- Melawan
- Membosankan lancip
- Mengetuk
- Meremehkan
- Pemotongan utas internal
- Perpisahan
Operasi yang dilakukan oleh menggunakan lampiran khusus adalah:
- Menggiling
- Penggilingan
Baca Juga tentang Mesin Bubut:
- Mesin Bubut:Suku Cadang, Jenis, Aksesoris, Perlengkapan
- 7 Jenis Chuck Mesin Bubut Dengan [Gambar]
- Kecepatan potong, Umpan, Kedalaman potong, Waktu pemesinan pada mesin bubut
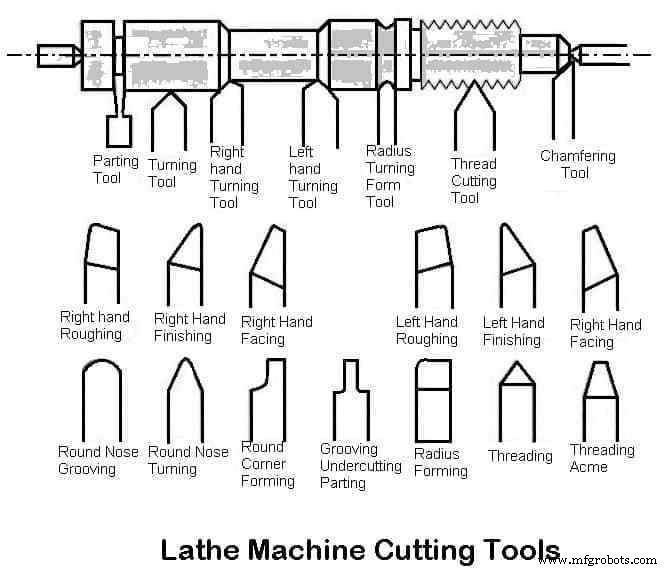
- 14 Berbagai Jenis Alat Pemotong Bubut
1. Operasi Dilakukan dengan Memegang Benda Kerja Antara Pusat
Memutar:
Ini adalah jenis operasi yang paling umum di semua operasi mesin bubut. Pembubutan adalah operasi menghilangkan kelebihan material dari benda kerja untuk menghasilkan permukaan silinder dengan panjang yang diinginkan.
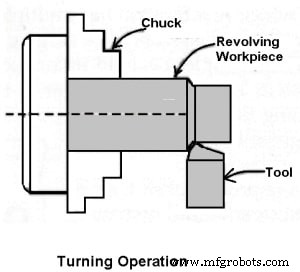
Pekerjaan diadakan antara pusat atau chuck dan berputar pada kecepatan yang diperlukan. Pahat bergerak dalam arah memanjang untuk memberikan umpan menuju headstock dengan kedalaman potong yang tepat. Permukaan akhir sangat bagus.
1. Belok Lurus:
Benda kerja dipegang pada chuck dan dibuat berputar terhadap sumbu, dan pahat diumpankan sejajar dengan sumbu bubut. Pembubutan lurus menghasilkan permukaan silinder dengan menghilangkan kelebihan logam dari benda kerja.
2. Belokan Kasar:
Ini adalah proses penghilangan material berlebih dari benda kerja dalam waktu minimum dengan menerapkan umpan tingkat tinggi dan kedalaman pemotongan yang berat. dalam pembubutan kasar, kedalaman rata-rata potongan 2mm hingga 4mm dapat diberikan dan umpan adalah dari 0,3 hingga 1,5mm per putaran pekerjaan.
3. Memutar Bahu:
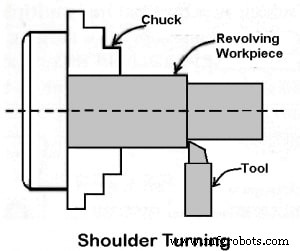
Ketika benda kerja memiliki diameter yang berbeda dan akan diputar, permukaan yang membentuk langkah dari satu diameter ke diameter lainnya disebut bahu, dan pengerjaan bagian benda kerja ini disebut putaran bahu.
Pembalikan eksentrik:
Ketika permukaan silinder dua sumbu rotasi yang terpisah, dengan sumbu pertama, diimbangi dengan sumbu lainnya, maka benda kerja tersebut dikerjakan dengan operasi yang disebut pembubutan eksentrik. Di sini tiga set lubang tengah dibor.
Dengan menahan benda kerja di ketiga pusat ini, operasi pemesinan untuk setiap permukaan dapat diselesaikan.
Pembubutan Lancip:
- Sebuah ”lancip” adalah pertambahan atau pengurangan seragam pada diameter benda kerja dan diukur beserta panjangnya.
- Pembubutan lancip berarti menghasilkan bentuk kerucut dengan pengurangan diameter secara bertahap dari benda kerja silinder.
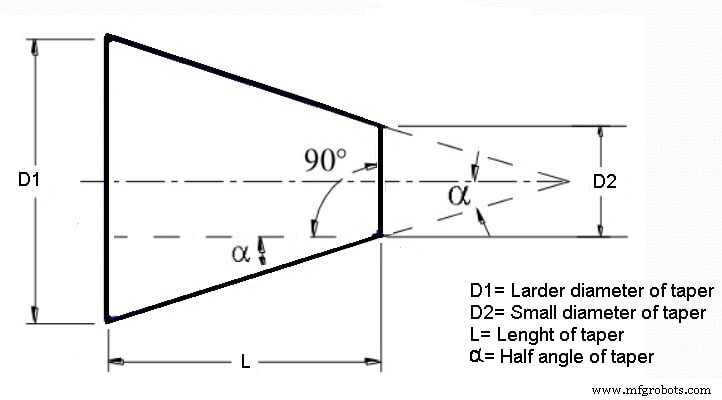
Jumlah lancip di benda kerja biasanya ditentukan berdasarkan perbedaan diameter lancip dengan panjangnya. Ini dikenal sebagai kerucut dan ditunjukkan dengan huruf K.
Memiliki rumus K =D-d / 1 untuk menghasilkan lancip pada benda kerja.
- D =Diameter lancip lebih besar.
- d =Diameter lancip kecil.
Dalam kasus mesin bubut, lancip pada benda kerja tertentu diperoleh dengan menyetel pekerjaan dan mengumpankan pahat pada suatu sudut untuk menghasilkan peningkatan atau penurunan bertahap pada diameter benda kerja.
- Dua jenis taper yang penting adalah,
- ”Lebih lancip” di sini, sudutnya sangat kecil dan bervariasi dari 1,4 hingga 1,5°.
- ”Metrik lancip” tersedia dalam tujuh ukuran standar dengan sudut lancip standar.
- Metode pembubutan lancip,
- Metode alat formulir
- Metode feed gabungan
- Metode istirahat majemuk atau metode istirahat majemuk berputar
- Metode penyetelan tailstock di atas
- Metode pemasangan lancip balik
1. Metode alat formulir
Di sini panjang lancip yang diperoleh sama dengan lebar alat bentuk. Untuk mendapatkan ukuran lancip yang dibutuhkan, form tool diumpankan secara perlahan lurus ke dalam benda kerja dengan mengoperasikan cross slide tegak lurus terhadap sumbu bubut.
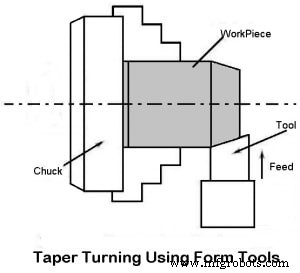
Ini adalah metode pembubutan lancip yang paling sederhana. Hal ini terbatas untuk mendapatkan panjang lancip kecil seperti chamfering sisi benda kerja. Metode ini dilakukan dengan kecepatan yang lebih cepat.
2. Metode umpan gabungan
Umpan gabungan dibuat dengan gerakan pahat dalam arah memanjang dan lateral secara bersamaan sambil menggerakkan benda kerja.

Kemiringan, yang akan kita peroleh, sama dengan resultan dengan besarnya umpan longitudinal dan lateral. Mengubah laju umpan di kedua arah dapat mengubah arah dan sudut lancip.
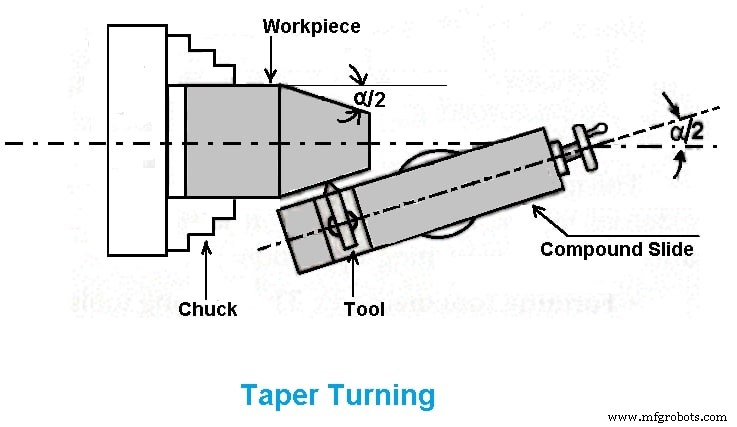
3. Metode putar istirahat majemuk
Di sini benda kerja berputar dan pahat diumpankan pada suatu sudut dengan sandaran senyawa yang berputar. Dasar dari sisa senyawa dinyatakan dalam derajat.
Sudut lancip adalah sudut di mana senyawa diam yang akan diputar dihitung dengan menggunakan rumus tanα =D-d / 21, di mana, D=diameter lebih besar, d =diameter lebih kecil, l =panjang benda kerja.
Istirahat majemuk dapat diputar ke sudut yang diperlukan . Setelah sisa gabungan diatur ke khusus sudut kemudian pahat digerakkan oleh sandaran majemuk dan roda.
4.Metode lampiran balik lancip
- Metode ini mirip dengan metode istirahat majemuk.
- Di sini pekerjaan atau benda kerja berputar dan pahat diumpankan dengan sudut lancip α.
- Dalam hal ini, susunan balok pemandu yang digradasi dalam derajat, dengan bantuan balok tersebut dapat diperlukan sudut lancip terhadap sumbu bubut.
- Sudut lancip dihitung mirip dengan compound metode istirahat menggunakan rumus:tanα =D-d / 21.
Keuntungan dari lampiran pembubutan lancip:
- Kecil internal dapat diperoleh secara akurat.
- ukuran taper yang besar dapat diperoleh dengan mudah.
- Setelah attachment disetel, operasi pembubutan lancip dapat dilakukan lebih cepat.
- Dengan menyetel sudut lancip ke 'nol', kita dapat melakukan pembubutan biasa.
Kerugian lampiran pembubutan lancip:
- Membutuhkan fasilitas pemasangan tambahan.
- Memasang dan melepas lampiran menghabiskan lebih banyak waktu.
- Keterikatan harus mengambil kekuatan besar.
Metode setel tailstock:
Di sini benda kerja pada pekerjaan dimiringkan pada sudut lancip yang diperlukan. Alat ini diumpankan sejajar dengan sumbu.
Kemiringan benda kerja atau pekerjaan ke sudut lancip yang diperlukan dicapai dengan pergerakan tailstock dengan bantuan tailstock yang dipasang di atas sekrup. Metode ini berguna untuk taper kecil.
Menghadap :
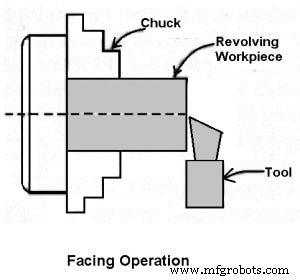
Ini adalah operasi mengurangi panjang benda kerja dengan mengumpankan tegak lurus terhadap sumbu bubut. Operasi ini mengurangi permukaan datar di ujung benda kerja. Untuk operasi ini, alat pemutar biasa atau alat hadap dapat digunakan. Ujung potong pahat harus disetel ke ketinggian yang sama dengan bagian tengah benda kerja.
- Menghadapi terdiri dari 2 operasi
- Roughing:Di sini kedalaman pemotongan adalah 1,3mm
- Finishing: Di sini kedalaman pemotongan adalah 0,2-0,1 mm.
Operasi chamfer:
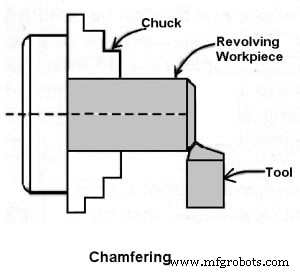
Ini adalah operasi mendapatkan permukaan miring di tepi benda kerja silinder. Operasi ini dilakukan dalam kasus ujung baut dan ujung poros. Chamfering membantu menghindari kerusakan pada tepi yang tajam dan melindungi pengoperasian agar tidak terluka selama pengoperasian lainnya. Chamfering pada baut membantu mengencangkan mur dengan mudah.
Operasi knurling:
Ini adalah operasi mendapatkan bentuk berlian pada benda kerja untuk tujuan mencengkeram. Hal ini dilakukan untuk memberikan permukaan cengkeraman yang lebih baik saat dioperasikan dengan tangan. Hal ini dilakukan dengan menggunakan alat knurling. Alat ini terdiri dari satu set rol baja yang dikeraskan, dan dipasang dengan kuat pada tiang alat.
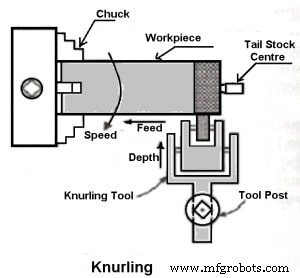
Knurling dilakukan pada kecepatan terendah yang tersedia pada mesin bubut. Ini dilakukan pada pegangan dan juga pada ujung pengukur. Umpan bervariasi dari 1 hingga 2 mm per putaran. Dua atau tiga potong mungkin diperlukan untuk memberikan kesan penuh.
Pemotongan utas:
Ini adalah operasi penting dalam mesin bubut untuk mendapatkan 'alur heliks' atau 'ulir' yang berkesinambungan.
Ketika ulir atau alur heliks terbentuk di permukaan luar benda kerja disebut pemotongan ulir eksternal. Ketika ulir atau alur heliks terbentuk pada permukaan bagian dalam benda kerja disebut pemotongan ulir internal. Benda kerja berputar di antara dua pusat yaitu, pusat hidup dan pusat mati pada mesin bubut.
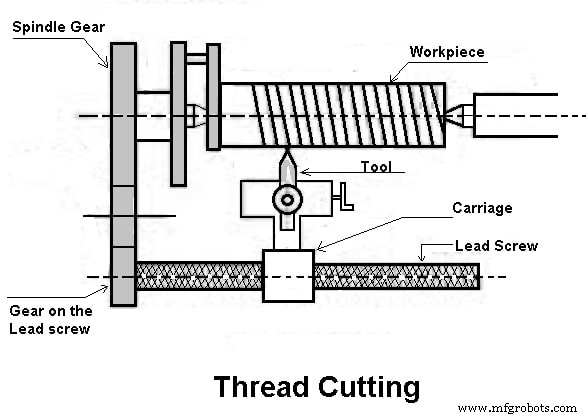
Di sini pahat dipindahkan secara membujur untuk mendapatkan jenis ulir yang dibutuhkan. Saat alat dipindahkan dari kanan ke kiri, kita mendapatkan utas kiri. Demikian pula, ketika pahat dipindahkan dari kiri ke kanan, kita mendapatkan utas kanan.
Di sini gerakan kereta disediakan oleh sekrup utama. Sepasang roda gigi ganti menggerakkan sekrup utama dan dengan memutar gagangnya, kedalaman pemotongan dapat dikontrol.
Mengisi:
Ini adalah operasi finishing yang dilakukan setelah berputar. Hal ini dilakukan pada mesin bubut untuk menghilangkan gerinda, sudut tajam, dan tanda umpan pada benda kerja dan juga untuk membuatnya sesuai ukuran dengan menghilangkan sejumlah kecil logam.
Operasi ini terdiri dari melewatkan file satu potong datar di atas benda kerja yang berputar dengan kecepatan tinggi. Kecepatannya biasanya dua kali lipat dari putaran.
Memoles:
Operasi ini dilakukan setelah pengarsipan untuk meningkatkan kualitas permukaan benda kerja. Memoles dengan kain ampelas yang lebih halus secara berturut-turut setelah pengarsipan menghasilkan permukaan yang sangat halus dan cerah. Mesin bubut dijalankan dengan kecepatan tinggi dari 1500 hingga 1800m per menit, dan minyak digunakan pada kain ampelas.
Pengaliran:
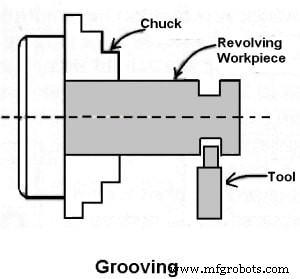
Ini adalah proses pengurangan diameter benda kerja di atas permukaan yang sangat sempit. Itu dilakukan oleh alat alur. Alat grooving mirip dengan alat parting-off. Ini sering dilakukan di ujung utas atau berdekatan dengan bahu untuk meninggalkan sedikit margin.
Memutar:
itu adalah proses membentuk lembaran logam tipis dengan memutar pekerjaan dengan kecepatan tinggi dan menekannya ke poros headstock. Dukungan juga diberikan dari ujung tailstock.
Gulungan Musim Semi:
Gulungan pegas adalah proses pembuatan pegas melingkar dengan melewatkan kawat di sekitar mandrel yang diputar pada chuck atau di antara pusat. Sebuah lubang kecil disediakan pada batang baja, yang ditopang oleh Tool Post dan kawat dibiarkan melewatinya.
Membentuk:
Ini adalah proses mengubah cembung, cekung, atau bentuk tidak beraturan apa pun. Pembalikan bentuk dapat dilakukan dengan metode berikut:
- Menggunakan alat pembentuk.
- Menggabungkan umpan silang dan umpan membujur.
- Melacak atau menyalin template.
Alat pembentuk tidak seharusnya menghilangkan banyak material dan digunakan terutama untuk menyelesaikan permukaan yang dibentuk. Secara umum, dua jenis alat pembentuk yang digunakan lurus dan melingkar. Tipe lurus digunakan untuk permukaan yang lebih lebar dan tipe melingkar untuk permukaan yang sempit.
2. Operasi Dilakukan Dengan Memegang Pekerjaan Dengan Chuck
Operasi mesin bubut yang dilakukan dengan menahan benda kerja dengan chuck atau pelat muka atau pelat sudut adalah:
Pengeboran:
Pengeboran adalah operasi menghasilkan lubang silinder di benda kerja. Ini dilakukan dengan alat yang berputar, sisi pemotong yang berputar, yang dikenal sebagai bor pengeboran. Dalam operasi ini, Benda kerja diputar di chuck atau pelat muka dan bor ditahan di dudukan bor tailstock atau chuck bor.
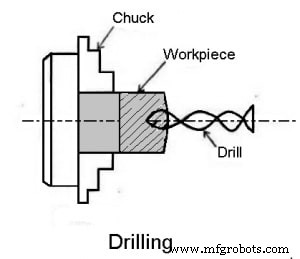
Feeding yang diadopsi dipengaruhi oleh pergerakan tailstock spindle. Metode ini diadopsi untuk pengeboran benda kerja berbentuk biasa.
Memperbesar:
Reaming adalah operasi finishing dan sizing lubang yang sudah dibor atau dibor. Alat yang digunakan disebut reamer, yang memiliki tepi tajam multi-pelat.
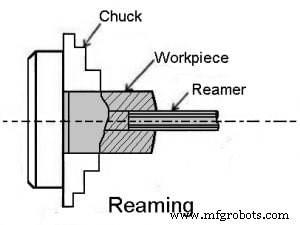
Alat untuk membesarkan lubang dipegang pada spindel tailstock, baik secara langsung atau melalui chuck bor, dan ditahan diam saat benda kerja diputar dengan kecepatan yang sangat lambat.
Membosankan:
Boring adalah operasi memperbesar lubang yang sudah dibor, dilubangi atau ditempa. Itu tidak bisa menghasilkan lubang. Pengeboran mirip dengan operasi pembubutan eksternal dan dapat dilakukan di mesin bubut. Dalam operasi ini, benda kerja diputar dalam chuck atau pelat muka dan pahat yang dipasang pada tiang pahat dimasukkan ke dalam benda kerja.
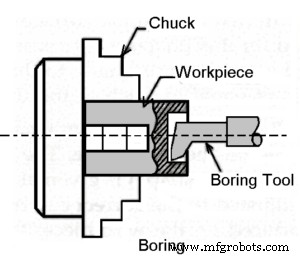
Ini terdiri dari batang bor yang memiliki alat pemotong satu titik yang memperbesar lubang. Itu juga mengoreksi kebulatan lubang. Metode ini diadopsi untuk pekerjaan membosankan berukuran kecil saja. Kecepatan proses ini lambat.
Melawan:
Counterboring adalah operasi memperbesar ujung lubang melalui jarak tertentu. Ini mirip dengan pekerjaan bahu di belokan eksternal.
Pengoperasiannya mirip dengan alat bor dan bor biasa atau counterbore dapat digunakan. Alat yang digunakan disebut counterbore. Kecepatannya sedikit kurang dari pengeboran.
Lancar Membosankan:
Prinsip pembubutan lubang tirus mirip dengan operasi pembubutan lancip eksternal dan diselesaikan dengan memutar pekerjaan pada chuck atau pelat muka. Alat makan berada pada sudut terhadap sumbu rotasi benda kerja.
Pahat bor dipasang pada tiang pahat dan dengan memutar slide majemuk ke sudut yang diinginkan, lubang lancip pendek dikerjakan dengan pengumpanan tangan.
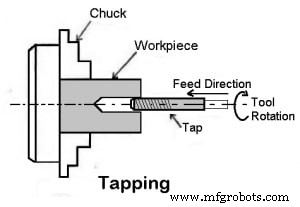
Mengetuk:
Tapping adalah operasi pemotongan ulir internal berdiameter kecil menggunakan alat pemotong multipoint yang disebut tap. Dalam mesin bubut, pekerjaan dipasang pada chuck atau pada pelat muka dan berputar dengan kecepatan yang sangat lambat. Ketukan dengan ukuran yang diperlukan yang dipegang pada perlengkapan khusus dipasang pada poros tailstock.
Meremehkan:
Undercutting mirip dengan operasi grooving ketika dilakukan di dalam lubang. Ini adalah proses mengebor alur atau lubang besar pada jarak tertentu dari ujung lubang.
Ini mirip dengan operasi membosankan, kecuali hidung persegi parting digunakan. Undercutting dilakukan di ujung ulir internal atau counterbore untuk memberikan jarak bebas bagi pahat atau bagian mana pun.
3. Operasi Bubut Dilakukan Dengan Menggunakan Attachment Khusus
Operasi mesin bubut dilakukan dengan menggunakan attachment khusus:
Penggilingan:
Penggilingan adalah operasi menghilangkan logam dengan mengumpankan benda kerja ke pemotong berputar yang memiliki banyak tepi tajam.
Untuk memotong alur pasak atau alur, pekerjaan ditopang pada geseran silang dengan alat tambahan khusus dan diumpankan ke pemotong frais berputar yang dipegang oleh pencekam. Kedalaman pemotongan diberikan oleh penyesuaian vertikal dari pekerjaan yang disediakan oleh lampiran.
Kedalaman potong diberikan oleh penyesuaian vertikal dari pekerjaan yang disediakan oleh lampiran. Gerakan makan disediakan oleh kereta dan gerakan vertikal pemotong diatur dalam lampiran.
Penggilingan:
Penggilingan adalah operasi menghilangkan logam dalam bentuk serpihan kecil dengan memasukkan benda kerja ke roda abrasif yang berputar yang dikenal sebagai roda gerinda.
Permukaan internal dan eksternal benda kerja dapat digerinda dengan menggunakan attachment khusus yang dipasang pada slide silang. Untuk permukaan luar penggilingan, pekerjaan dapat dirotasi di antara pusat atau pada chuck. Untuk penggilingan internal, pekerjaan harus diputar pada chuck atau pelat muka.
Pengumpanan dilakukan oleh kereta dan kedalaman potongan disediakan oleh slide silang. Penggilingan dilakukan di mesin bubut untuk menyelesaikan pekerjaan, mengasah pemotong, atau mengukur benda kerja setelah dikeraskan.
Kesimpulan:
Seperti yang telah kita bahas, bubut memiliki berbagai aplikasi dalam industri manufaktur. Melakukan operasi apa pun pada mesin bubut jauh lebih mudah daripada mesin lain dan mempelajari mesin ini juga lebih mudah.
Itu saja, terima kasih telah membaca. Jika Anda menyukai artikel kami tentang “operasi mesin bubut ” maka silakan bagikan dengan teman-teman Anda. Jika Anda memiliki pertanyaan tentang topik ini, tanyakan di komentar.
Berlangganan buletin untuk mendapatkan pembaruan terbaru melalui email.


