Apa itu casting? penjelasan rinci | Pos Mekanik
Casting adalah proses manufaktur yang dilaksanakan sejak zaman dahulu. Hingga saat ini “casting” menjadi pilihan banyak produsen sebagai metode pembuatan berbagai part. Hari ini mari kita mulai dengan mendefinisikan "casting"

Proses casting secara umum adalah sebagai berikut :
- Logam dipanaskan sampai cair.
- Logam cair dituangkan ke dalam cetakan untuk memberikan bentuk dan ukuran yang diinginkan pada logam cair.
- Logam cair dibiarkan dingin dan mengeras di dalam cetakan.
- Setelah pemadatan, komponen dikeluarkan dari cetakan, dibersihkan dan menjalani proses pemesinan lainnya jika diperlukan.
Bagian cetakan atau komponen yang dikeluarkan setelah pemadatan dari cetakan disebut sebagai Casting . Pabrik atau bengkel yang memproduksi coran disebut sebagai “Foundry “.
Dalam industri terutama ada dua jenis pengecoran:
- Pekerjaan pengecoran
- Pengecoran tawanan
1. Pekerjaan pengecoran : Jenis pengecoran ini adalah pusat manufaktur independen. Pekerjaan pengecoran menghasilkan coran berdasarkan kontrak / pesanan.
2. Pengecoran tawanan : Pengecoran ini dimiliki secara eksklusif. Karena memiliki pengecoran tidak murah, pengecoran tawanan biasanya dimiliki oleh perusahaan besar. Ini seperti departemen proses manufaktur perusahaan. Captive foundry memproduksi coran sesuai dengan kebutuhan perusahaan induk.
Proses casting:
Flow chart proses casting.
- Buat polanya. Bahan motif bisa:kayu, logam atau plastik.
- Dengan bantuan pola, siapkan cetakan dan inti yang diperlukan.
- Jepit cetakan dengan benar dengan inti yang ditempatkan dengan benar di rongga cetakan.
- Lelehkan logam atau paduan yang akan dicor.
- Tuang logam cair/rongga ke dalam rongga cetakan.
- Biarkan logam cair menjadi dingin dan mengeras. Keluarkan coran dari cetakan. Operasi ini disebut “Shake out”.
- Bersihkan dan selesaikan casting.
- Uji dan periksa casting.
- Hapus cacat jika ada dan jika memungkinkan (Menyelamatkan casting).
- Menghilangkan stres casting dengan perlakuan panas.
- Sekali lagi periksa castingnya.
- Pengecoran siap digunakan.
Proses pengecoran dimulai dengan pembuatan pola. Mari kita lihat secara detail apa itu pola casting?
Pembuatan pola :
Proses pengecoran dimulai dengan pembuatan pola. Pola digunakan untuk membuat cetakan untuk pengecoran di mana logam cair akan dituangkan. Pola adalah replika dari produk yang dimaksudkan untuk dicetak. Pola ukurannya sedikit lebih besar karena mencakup segala macam tunjangan. Beberapa tunjangan tersebut adalah
Tunjangan penyusutan : Karena logam cenderung menyusut pada pemadatan, polanya harus dibuat sedikit lebih besar untuk menebus penyusutan.
Kelonggaran mesin : Pemesinan atau penyelesaian hasil pengecoran menghilangkan logam, sehingga desainer mendesain pola sedemikian rupa sehingga setelah semua proses pemesinan, produk akhir akan menjadi bentuk dan ukuran yang diinginkan. Demikian pula ada banyak tunjangan lain yang termasuk dalam suatu pola.
 |
| Pola kayu dari bagian mesin. |
Bahan yang digunakan untuk membuat pola adalah:
- Untuk produksi skala kecil :Digunakan kayu seperti white pine, Mahoni, Maple, Birch dan Cherry. Kayu digunakan dalam produksi skala kecil atau ketika jumlah coran yang akan dibuat lebih sedikit. Pola kayu ringan, murah dibandingkan dengan pola logam, dapat dengan mudah dibentuk dalam bentuk yang diinginkan. Ini membuat pola kayu menjadi pilihan yang lebih baik. Selain kayu, motif plastik bisa dijadikan alternatif.
- Untuk produksi skala besar :Logam digunakan untuk pembuatan pola dalam produksi skala besar. Mereka tahan lama daripada pola kayu dan memiliki umur yang lebih lama karena dapat menahan keausan. Keuntungan lain yang menjadikan logam sebagai pilihan yang sesuai adalah bahwa logam tidak mudah berubah bentuk, dapat menahan penanganan yang kasar, tahan terhadap keausan, kemungkinan penyelesaian permukaan yang lebih baik, ketahanan terhadap korosi (kecuali logam besi), dll. Logam seperti kuningan, aluminium, logam putih dan besi cor lebih disukai untuk pembuatan pola.
Jenis pola :
- Pola satu potong
- Pola belah atau pola dua potong
- Pola berpagar
- Cope dan tarik pola
- Pola sapuan
- Pola kerangka
Baca juga :
- Apa itu mesin bubut
- Alat bengkel dasar yang harus Anda ketahui
- Apa itu pengelasan GTAW atau TIG
- Otomasi industri dan jenisnya
Moulding :
Sekarang setelah pola dibuat, pola tersebut digunakan untuk membuat cetakan darinya. Bagaimana ? Mari kita lihat. Dari semua proses pencetakan Sand-moulding paling banyak digunakan untuk pengecoran. Cetakan pasir adalah cetakan “sekali pakai” atau “sekali pakai”. Setelah pengecoran cetakan pasir benar-benar hancur untuk mengeluarkan coran dari cetakan. Pasir dicampur dengan pengikat dan aditif bersama dengan air untuk meningkatkan kemampuan cetakan pasir. Untuk menyiapkan cetakan, bahan cetakan ditempatkan di sekitar pola. Seperti yang ditunjukkan pada gambar, bagian atas cetakan disebut cope dan bagian bawah disebut drag. Cetakan dibiarkan mengeras dan polanya dikeluarkan dari cetakan hanya untuk memperlihatkan rongga yang dibuat untuk menuangkan logam cair ke dalamnya.Jenis cetakan pasir adalah :
- Cetakan pasir hijau
- Cetakan pasir kering
- Cetakan pasir lempung
- Cetakan CO2 dll.
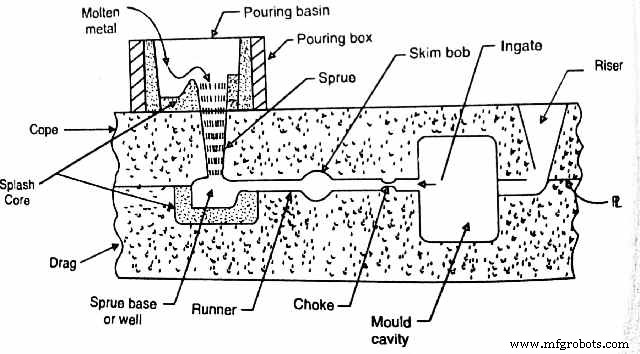
Cetakan berisi elemen berikut untuk casting yang sukses:
Inti : Biasanya terbuat dari pasir, kayu atau logam, inti digunakan untuk membuat lubang pada pengecoran. Inti adalah badan yang ditempatkan di rongga cetakan sebelum menutup cetakan dan menuangkan logam cair. Core dengan demikian membantu membentuk rongga di dalam casting.
Batang tuang : Ini adalah reservoir di bagian atas sariawan ( dalam koping) yang menerima uap logam cair yang dituangkan dari sendok.
Sprue : Sprue atau down gate adalah saluran vertikal yang menghubungkan bak penuangan dengan runner dan gate. Itu dibuat agak meruncing ke bawah untuk kemudahan pencetakan dan yang lebih penting memiliki luas penampang yang menurun sesuai dengan peningkatan kecepatan logam cair saat mengalir ke lubang sariawan. Ini mencegah aliran turbulen dan karenanya menarik udara bersama dengan cairan ke dalam rongga cetakan.
Sprue base atau sumur : Ini adalah reservoir di ujung bawah sariawan. Ini mencegah erosi pasir yang berlebihan ketika logam cair menyerang pelari di dasar pohon cemara. Juga, ada kehilangan kecepatan yang cukup besar di dalam sumur.
Pelari : Runner pada umumnya adalah saluran horizontal yang berfungsi untuk menjebak terak dan menghubungkan dasar sprue dengan gerbang, sehingga memungkinkan logam cair masuk ke rongga cetakan.
Gerbang : Gerbang adalah saluran di mana logam yang masuk langsung memasuki rongga cetakan.
Bangun : Riser atau kepala umpan adalah bagian dari sistem pengumpanan. Ini adalah reservoir logam cair yang memberi makan logam dalam pengecoran yang tepat saat mengeras, untuk mencegah rongga susut dalam pengecoran.
Jika Anda menyukai posting ini, beri tahu kami di komentar dan bagikan dengan teman dan keluarga dengan tautan sosial yang diberikan di bawah ini.


