Memutar dengan Kedalaman Potong yang Rata:Mengapa penting dan bagaimana cara kerjanya?
Kedalaman Pemotongan Rata:Mengapa penting, dan bagaimana cara kerjanya?
Ada tambahan baru dalam cara kami menghitung kedalaman pemotongan di Profil Roughing. Apa fungsinya? Mengapa itu penting? Dan Apa bedanya dengan strategi standar?
Mari kita lihat apa yang kita lakukan hari ini dan mari kita menyebutnya sebagai “Kedalaman Pemotongan Konstan”, karena itulah yang kami perintahkan agar perangkat lunak bekerja untuk kami.
Jika kami menetapkan Kedalaman Pemotongan Maksimum kami ke 2mm, itu akan menerapkan pemotongan 2mm dari Batas Stok ke bawah mengabaikan geometri model aktual tetapi memberi Anda hasil yang diharapkan dari memiliki langkah mundur yang dapat diprediksi untuk setiap lintasan insert belok hingga kami mencapai batas bawah (Pusat Bagian Berputar).
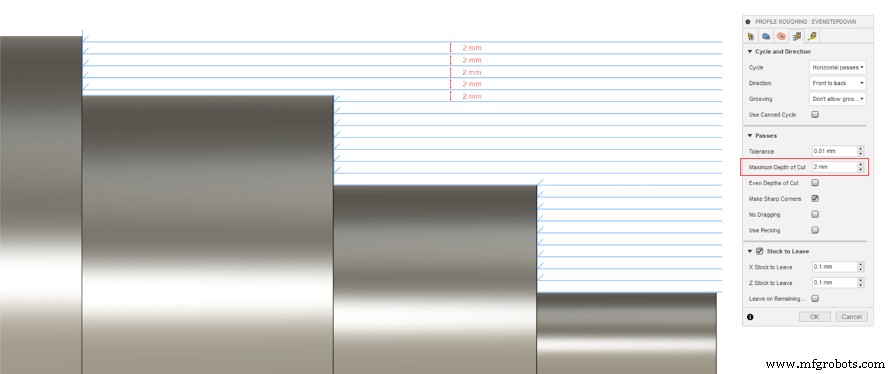
Kedalaman Pemotongan Maksimum di sini menghasilkan lintasan 2mm terlepas dari geometri bagiannya.
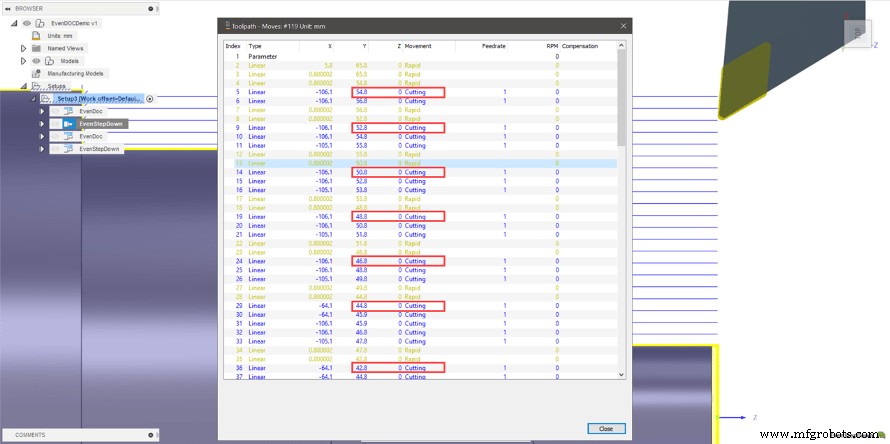
Melihat pergerakan jalur pahat menunjukkan setiap lintasan pada 2mm.
Apa masalahnya?
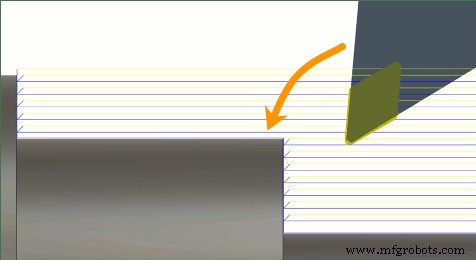
Pass kecil yang disorot di sini adalah penyebab utamanya.
'Kedalaman Potongan Konstan' di banyak bahu
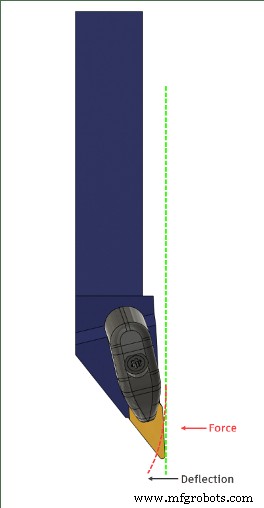
Apa masalahnya dengan umpan kecil itu, Anda mungkin bertanya? Ini bukan kedalaman potong yang sama. Tapi, perubahan kecil itu meramalkan banyak masalah bagi kita untuk menentukan nanti bagaimana kita bisa melakukan koreksi untuk mendapatkan toleransi yang tepat dan permukaan akhir. Kedalaman pemotongan yang rata berarti kita memiliki ketebalan chip yang merata, defleksi yang dapat diprediksi dari bagian atau pahat, dan pembuangan panas yang sama selama pemotongan.
Mengapa penting?
Menjaga variabel tetap minimum selalu merupakan skenario yang ideal. Meminimalkan variabel memastikan diagnosis cepat masalah yang mungkin terjadi. Misalnya, jika kita memiliki defleksi pahat utama saat memotong jumlah yang sama di beberapa bahu, kita cukup menyesuaikan offset pahat kita di pengontrol untuk memperhitungkan defleksi untuk setiap diameter. Jika kita memiliki kedalaman potong yang konstan, yang menghasilkan lintasan kasar akhir yang tipis pada satu bahu, tetapi dua bahu lainnya sama, kita mungkin memiliki fluktuasi pada diameter yang dihasilkan hanya berdasarkan pada defleksi pahat. Sekarang untuk memperbaiki masalah di mana kita memiliki variabilitas, kita perlu kembali ke Fusion untuk mengubah dimensi diameter tunggal agar dapat ditoleransi tanpa mengganggu dua diameter lainnya.
Dengan bagian-bagian yang mengandung banyak bahu seperti contoh, kami sedang melihat, cara ideal untuk mengerjakan kedalaman pemotongan mungkin tidak selalu menjadi angka yang ditentukan secara konstan. Pengguna tidak mungkin dimintai pertanggungjawaban untuk mengukur setiap diameter bahu dan menghitung rata-rata kedalaman pemotongan dari bagian atas stok di seluruh bagian.
Bahkan Depths of Cut hadir untuk menyelamatkan hari!
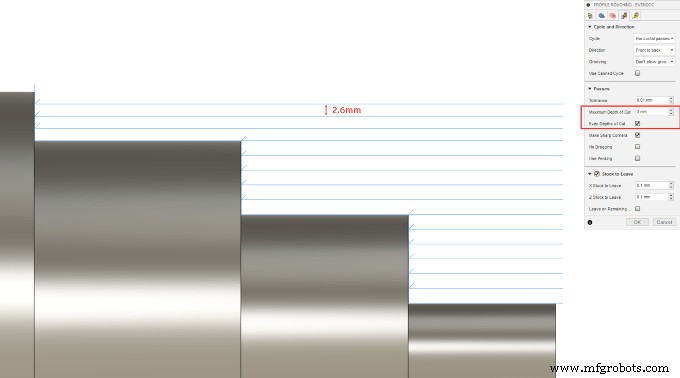
“Kedalaman Pemotongan Maksimum” disetel ke 3mm dengan “Kedalaman Pemotongan Merata” diaktifkan, menghasilkan kedalaman 2,6mm untuk menghasilkan hasil yang lebih dapat diprediksi.
Jadi, bagaimana cara kerjanya?
Geometri Sederhana
Kami membagi setiap diameter menjadi 'wilayah' untuk menghitung penurunan yang tepat dari setiap Wilayah dan kemudian menggabungkannya menjadi rata-rata yang akan didistribusikan secara merata untuk semua lebar. Di bawah ini adalah dua contoh dasar tentang bagaimana region didefinisikan dalam algoritme berdasarkan apakah pengguna memilih untuk melakukan passing Vertikal atau Horizontal. Untuk contoh ini, kami memberi perangkat lunak "Kedalaman Potong Maksimum" yang disarankan sebesar 3mm. 3mm tidak akan menjadi kedalaman pemotongan yang tepat untuk setiap lintasan seperti halnya kedalaman pemotongan yang konstan tetapi nilai yang tidak boleh melebihi. Algoritme sekarang akan melihat ke depan pada model dan membaginya menjadi beberapa wilayah berdasarkan pengenalan flat dan menghitung kedalaman setiap lintasan agar jaraknya merata. Hasilnya adalah 2,6 mm untuk setiap lintasan dan kondisi pemotongan yang dapat diprediksi konstan dari bahu ke bahu.
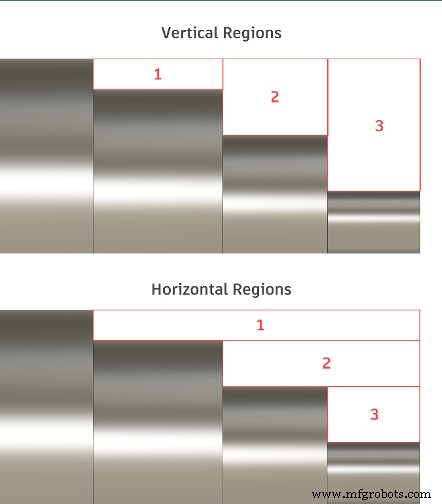
Daerah Vertikal dan Horizontal, geometri sederhana
Geometri Kompleks
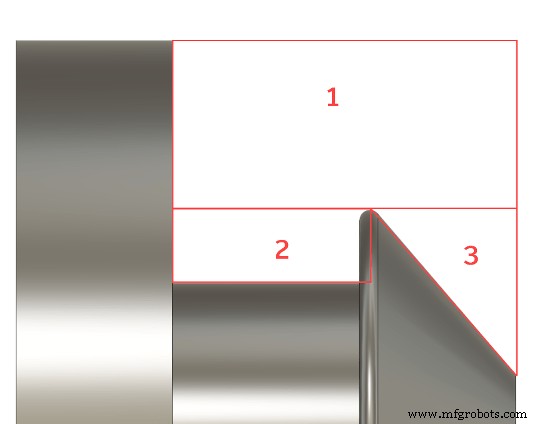
Tapi apa yang terjadi ketika geometri bagian lebih rumit? Contoh pertama dari geometri yang lebih kompleks ini menunjukkan di mana kita mungkin memiliki kedalaman pemotongan yang tidak merata.
'Kedalaman Potongan Konstan' pada persimpangan kompleks menunjukkan potongan tipis di atas puncak geometri ini.
Tanpa cara sederhana untuk mengidentifikasi region berdasarkan permukaan datar, bagaimana kita mendefinisikan Region untuk membagi bagian ini?
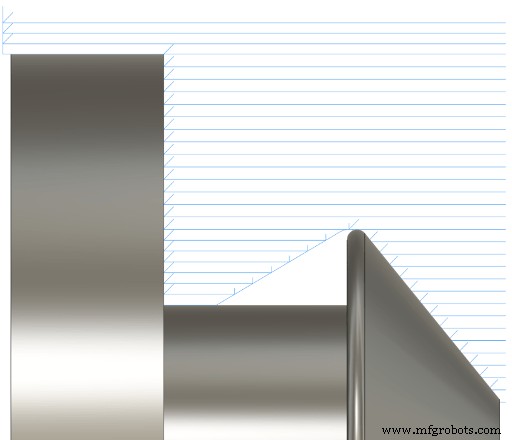
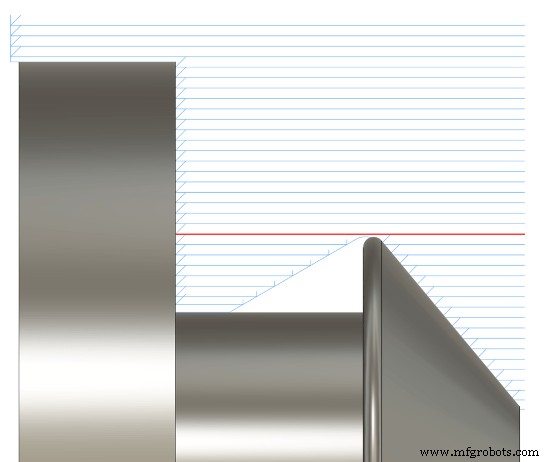
'Kedalaman Potong Rata' di persimpangan kompleks
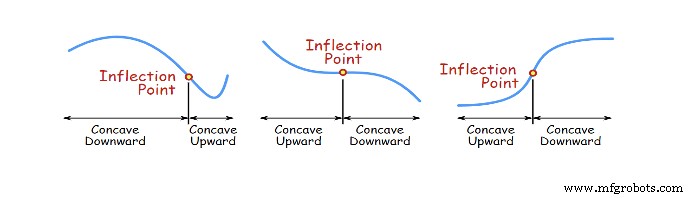
Dengan menggunakan titik belok model, kita dapat menentukan daerah yang akan dibelah dan menghitung kedalaman potong secara merata untuk bentuk kompleks.
Wajah Miring
Kasus terakhir adalah wajah miring. Untuk contoh ini, kita dapat melihat contoh NPT Thread yang memiliki lancip 5 derajat ke poros. Algoritme akan melihat sesuatu yang lebih besar dari 5 derajat sebagai suatu wilayah; apa pun yang kurang akan dianggap bukan wilayah yang membelah. Seperti pada permukaan runcing di bawah ini.
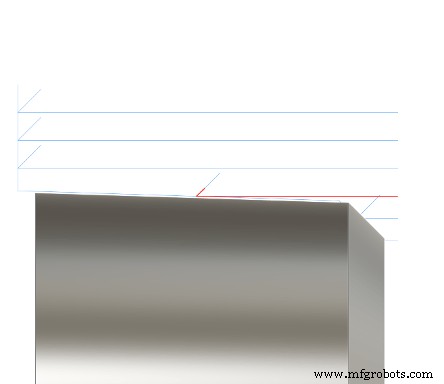
'Kedalaman Potongan Konstan' pada <5deg permukaan meruncing
Tanpa flat untuk menentukan Wilayah atau titik belok, kita tidak dapat dengan jelas mengidentifikasi apa yang merupakan wilayah yang dapat dibagi yang tepat untuk mencapai kedalaman pemotongan yang merata. Bahkan, yang satu ini, kita tidak akan bisa mencapai kedalaman pemotongan yang merata sama sekali karena permukaan yang miring. Tetapi, untuk menghilangkan sisa material yang sedikit, kita dapat menentukan berapa minimum dan maksimum suatu daerah untuk permukaan bersudut. Inilah sebabnya mengapa kami membangun sudut maksimum 5 derajat untuk mempertimbangkan wilayah. Jika sudutnya lebih besar dari 5 derajat, itu tidak akan dianggap sebagai wilayah "datar". Memberi kami hasil terbaik di bawah ini.
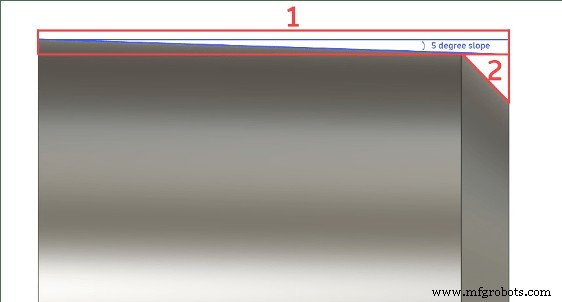
Wilayah untuk kemiringan>5Deg
'Kedalaman Pemotongan Merata' pada permukaan meruncing>5 derajat
Apa yang akan terjadi selanjutnya?
Kami mulai dengan pekerjaan kedalaman potong yang rata untuk roughing Diameter Luar dan Diameter Dalam dengan hampir setiap kombinasi pengaturan kecuali beberapa:tanpa drag, Back cutting, dan Rest Machining (bekerja dari casting).
Kami mengambil beberapa kebebasan dengan asumsi dalam algoritme dan ingin membuka lebih banyak opsi bagi pengguna untuk menentukan. Misalnya, kedalaman pemotongan maksimum adalah satu-satunya masukan, jadi berapa kedalaman pemotongan minimum? Saat ini, kami menanganinya berdasarkan Wilayah. Setiap wilayah datar yang kurang dari kedalaman pemotongan maksimum, kami tidak mempertimbangkan wilayah juga. Kami akan mencari untuk membuka kedalaman minimum bidang potong untuk mengontrol nilai tersebut dengan lebih baik.
Lihatlah teknik manufaktur baru ini. Belum menggunakan Fusion 360, coba sekarang.



